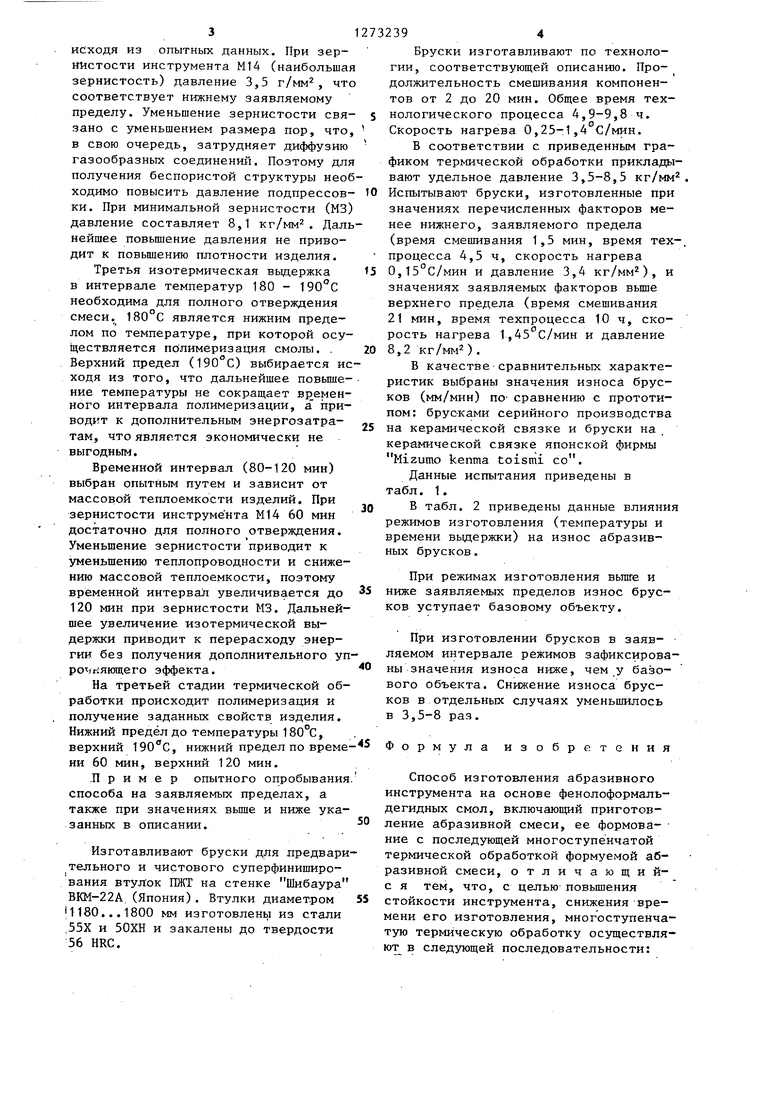
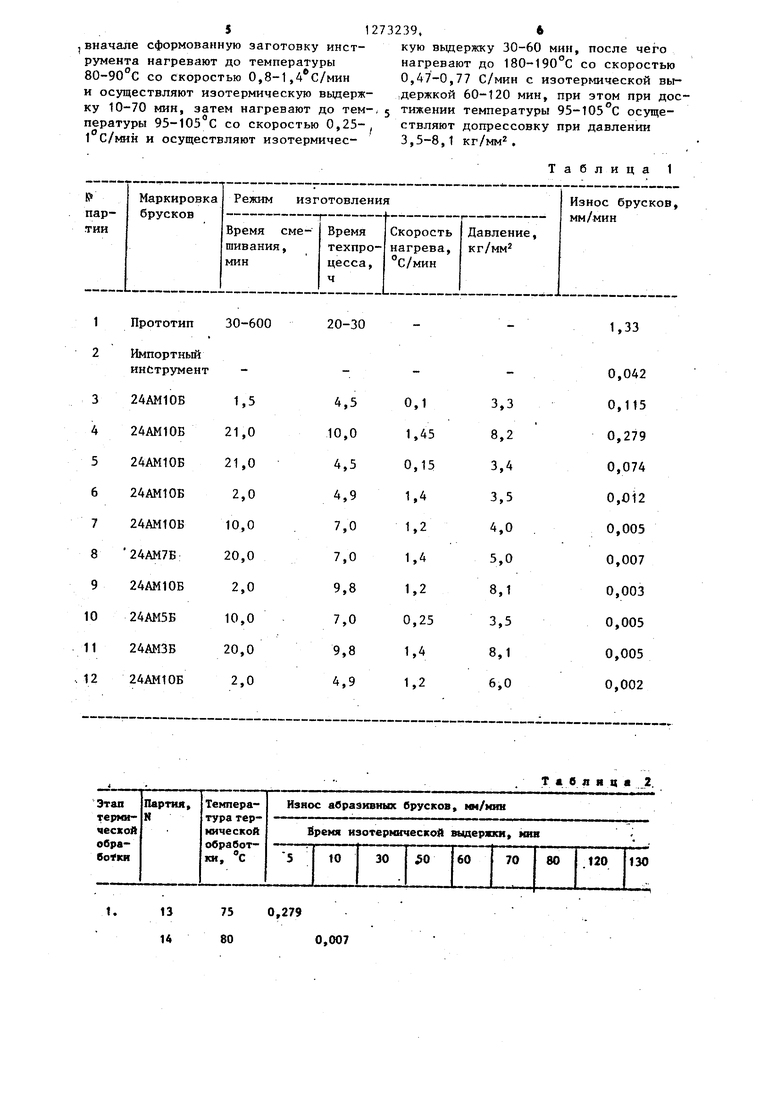
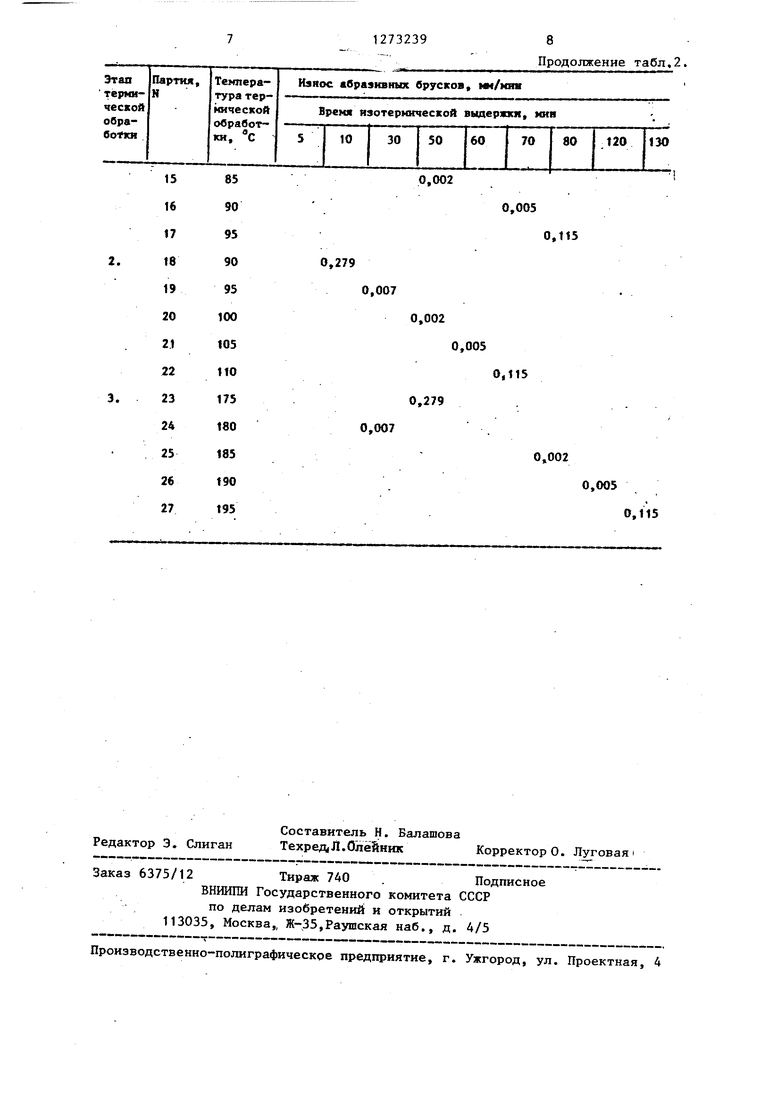
Изобретение относится к изготовлению абразивных брусков, предназ.наченных для работы на операциях хонингования и суперфинигаа на металшообрабйтывающих предприятиях, в частности для обработки втулок подшипников жидкостного трения, прокатных валков и др. изделий. Целью изобретения является повыше ние стойкости инструмента и снижение времени его изготовления. Способ осуществляют следующим образом. Смешивают компоненты массы. Продолжительность смешивания компонентов 2-20 мин что обеспечивает равно мерное перемешивание смеси и однородное распределение в структуре изделия материала зерна и связки. Смешивание в течение менее 2 мин не приводит к образованию однородной смеси. В структуре появляются отдель ные конгломераты частиц связки и зер на. Эксплуатационные свойства таких брусков не соответствуют требованиям по стойкости. Увеличение времени сме шивания CBbmie 20 мин не приводит к более равномерной структуре в получа емых изделиях, а увеличивает общую продолжительность технологического цикла изготовления инструмента, что повьшгает стоимость инструмента. Зат формуют инструмент и подвергают . его многоступенчатой термообработке по следующему режиму. При нагреве до 85°С, на котором осуществляется первая термическая в держка, скорость нагрева 0,8 1,А С/мин. При такой скорости нагре ,ва обеспечивается равномерный прогрев всей массы инструмента. На учас ке перехода от 80-90°С скорость наг рева должна составлять от 0,25 до 1 С/мин, что также обеспечивает ра номерный прогрев смеси до температу ры 95-105 С, и последняя ступень на рева до температуры отверждения (180:-190 С) осуществляется со скоростью 0,47-0,77°С/мин. После каждого подъема температур осуществляют изотермическую выдержку. На первой стадии предусмотрена изотермическая выдержка в течение 10-70 мин при 80-90 с. Такая выдерж ;ка необходима для выхода летучих со единений (например, паров воды) на стадии жидкотекучести. Отсутствие выдержки привюдит к отверждению из92делия с сохранением в нем пористой структуры. Нижний предел (80°С) лимитируется состоянием жидкотекучести и наиболее интенсивным вьщелением газообразных составляющих (продукты разложения фенолформальдегидных смол). Верхний предел (90 С) ограничивает интенсивное выделение (закипание) паров воды. При выдержке 10 мин. достигается полное удаление газообразных продуктов при 90 С. Верхний временной предел изотермической выдержки 70 мин. При этом температура выдержки должна соответство- : вать 80 С. Таким образом, нижний предел по температуре для первой изотермической выдержки 80С, верхний 90 С, нижний предел по временному интервалу 10 мин, верхний 70 мин. Температурный интервал 95-105 С и изотермическая выдержка 30-60 мин при этой температуре выбирается исходя из условия жидкотекучести массы и отсутствия газовьщелений. Нижнее значение по температуре (95 С) выбирается исходя из того, что газовыделение заканчивается на первой изотермической выдержке в заявляемом временном интервале. Верхнее значение температуры (105 С) ограничивается тем, что повышение этого предела температуры приводит к появлению полимерных цепей и, как следствие, уменьшению жидкотекучести. Таким образом, нижний предел по температуре на второй изотермической выдержке 95 С, верхний 105 С. Продолжительность вьщержки лимитируется временем приложения подпрессовывающей нагрузки и остаточной диффузией газообразных составляющих. При времени выдержки 30 мин достигается практически полное удаление газообразной составляющей и получение менее пористой структуры. Однако такое время (30 мин) достаточно при проведении процесса при 105 С. Уменьшение температуры до 90 С приводит к увеличению временного интервала. При минимальном значении температуры (95 С) время выдержки составляет 60 мин. Таким образом, нижним пределом по времени является 30 мин, а верхним 60 мин. Для уменьшения пористости на этом этапе термической обработки прикладывается давление в пределах 3,5 8,1 кг/мм. Интервал давления выбран 3 исходя из опытных данных. При зернистости инструмента М14 (наибольшая зернистость) давление 3,5 г/мм, что соответствует нижнему заявляемому пределу. Уменьшение зернистости связано с уменьшением размера пор, что в свою очередь, затрудняет диффузию газообразных соединений. Поэтому для получения беспористой структуры необ ходимо повысить давление подпрессовки. При минимальной зернистости (МЗ) давление составляет 8,1 кг/мм. Даль нейшее повышение давления не приводит к повьшению плотности изделия. Третья изотермическая выдержка в интервале температур 180 - 90°С необходима для полного отверждения смеси. 180 С является нижним пределом по температуре, при которой осуществляется полимеризация смолы. . Верхний предел (190°С) выбирается ис ходя из того, что дальнейшее повьш1ение температуры не сокращает временного интервала полимеризации, а приводит к дополнительным энергозатратам, что является экономически не выгодным. Временной интервал (80-120 мин) выбран опытным путем и зависит от массовой теплоемкости изделий. При зернистости инструмента Ml4 60 мин достаточно для полного отверждения. Уменьшение зернистости приводит к уменьшению теплопроводности и снижению массовой теплоемкости, поэтому временной интервал увеличивается до 120 мин при зернистости МЗ. Дальнейшее увеличение изотермической выдержки приводит к перерасходу энергии без получения дополнительного уп рочняющего эффекта. На третьей стадии термической обработки происходит полимеризация и получение заданных свойств изделия. Нижний предел до температуры 180°С, верхний , нижний предел по време ни 60 мин, верхний 120 мин. .Пример опытного опробывания способа на заявляемых пределах, а также при значениях вьшге и ниже указанных в описании. Изготавливают бруски для предвари тельного и чистового суперфиниширования втулок ПЖТ на стенке Шибаура ВКМ-22А. (Япония). Втулки диаметром j1180...1800 мм изготовлены из стали ,55Х и 50ХН и закалены до твердости 56 HRC. 394 Бруски изготавливают по технологии, соответствующей описанию. Продолжительность смешивания компонентов от 2 до 20 мин. Общее время технологического процесса 4,9-9,8 ч. Скорость нагрева 0,25-1,4 С/мин. В соответствии с приведенным графиком термической обработки прикладывают удельное давление 3,5-8,5 кг/мм. Испытывают бруски, изготовленные при значениях перечисленных факторов менее нижнего, заявляемого предела (время смешивания 1,5 мин, время тех-. процесса 4,5 ч, скорость нагрева 0,15°С/мин и давление 3,4 кг/мм), и значениях заявляемых факторов вьш1е верхнего предела (время смешивания 21 мин, время техпроцесса 10 ч, скорость нагрева 1,45с/мин и давление 8,2 кг/мм). В качестве сравнительных характеристик выбраны значения износа брусков (мм/мин) ПО сравнению с прототипом: брусками серийного производства на керамической связке и бруски на , керамической связке японской фирмы Mizumo kenma toismi со. Данные испытания приведены в табл. 1. В табл. 2 приведены данные влияния режимов изготовления (температуры и времени вьщержки) на износ абразивных брусков. При режимах изготовления вьшге и ниже заявляемых пределов износ брусков уступает базовому объекту. При изготовлении брусков в заявляемом интервале режимов зафиксированы значения износа ниже, чем у базового объекта. Снижение износа брусков в отдельных случаях уменьшилось в 3,5-8 раз. Формула изобретения Способ изготовления абразивного инструмента на основе фенолоформальдегидных смол, включающий приготовление абразивной смеси, ее формование с последующей многоступенчатой термической обработкой формуемой абразивной смеси, отличающийс я тем, что, с целью повьштения стойкости инструмента, снижения времени его изготовления, многоступенчатую термическую обработку осуществляют в следующей последовательности: .
Таблица 1 51273239, вначале сформованную заготовку инст- кую выдержку 30-60 мин, после чего румента нагревают до температуры нагревают до 180-190°С со скоростью 80-90°С со скоростью 0,8-1,4 С/мин 0,47-0,77 С/мин с изотермической выи осуществляют изотермическую выдерж- ;Держкой 60-120 мин, при этом при доску 10-70 мин, затем нагревают до тем-, 5 тижении температуры 95-105 С осуще о„ п тс ствляют допрессовку при давлении пературы 95-105 С со скоростью 0,251°С/мин и осуществляют изотермичес3,5-8,1 кг/мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивная масса | 1990 |
|
SU1794638A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1995 |
|
RU2112628C1 |
| Способ химико-термической обработки прецизионных деталей | 1990 |
|
SU1721103A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2007 |
|
RU2355558C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1992 |
|
RU2028919C1 |
| Масса для изготовления абразивного инструмента | 1983 |
|
SU1127752A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ЗАГОТОВОК | 2012 |
|
RU2532874C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА НА БАКЕЛИТОВОЙ СВЯЗКЕ | 2004 |
|
RU2272704C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2543024C1 |
| Масса для изготовления абразивного инструмента | 1989 |
|
SU1593935A1 |
Изобретение относится к области изготовления абразивных брусков, предназначенных для работы на операциях хонингования и суперфиниша на металлообрабатываюшд х предприятиях, в частности для обработки втулок подшипников жидкостного трения, прокатных валков и др. изделий. Цель изобретения - повьпиение стойкости инструмента и снижение времени его изготовления. Приводится технологический процесс изготовления инструмента с зернистостью от 3 до 14 мкм. Время технологического процесса для изготовления одной партии брусков , не превьш1ает 10 ч, а максимальная температура изготовления составляет 180-190 С. Изготовленные по технологии бруски обеспечивают при обработке шероховатость поверхности Кд 0,04 мкм до R,j 0,063 мкм (класс чистоты 12 - 13). Бруски обладают повьш1енной стойкостью по сравнению с брусками аналогичного назначения . на керамической связке. Термообработё (Л ка осуществляется в 3 стадии. На первой стадии сформованный брусок нагревают до температуры 80 - 90°С со скоростью 0,8 - 1,4°С/мин и осуществляют изотермическую выдержку 10 - 70 мин, на второй - повьшают температуру до 95 - 105°С со скоростью 0,25 - 1 С/мин, на этой .стадии прикладывают давление 3,5 - 8,1 кг/мин и выдерживают 30 - 60 мин, на третьей стадии повышают температуру до ND 180 - 190°С со скоростью 0,47 0,77 С/мин и выдерживают 60-120 мин. со 2 табл. Ю СО ;о
14800,007
Т а б я я ц а 2.
| Основы проектирования и технология изготовления абразивного и алмазного инструмента./Под ред | |||
| В.Н.Бакуля | |||
| М.: Машиностроение, 1975, с | |||
| Топочная решетка для многозольного топлива | 1923 |
|
SU133A1 |
| , | |||
