Иззестны способы контро,1я качеств;;, у.) а звуковой сварки готовых изделий.
В предлагаемом способе сварки металлов с помощью ультразвука можно осуществить контроль качеств;; получаемого соединения в процессе сварки. Такой контроль позволяет управлять режимами сваркн и обеспечивает получение соединения со стабильной прочностью.
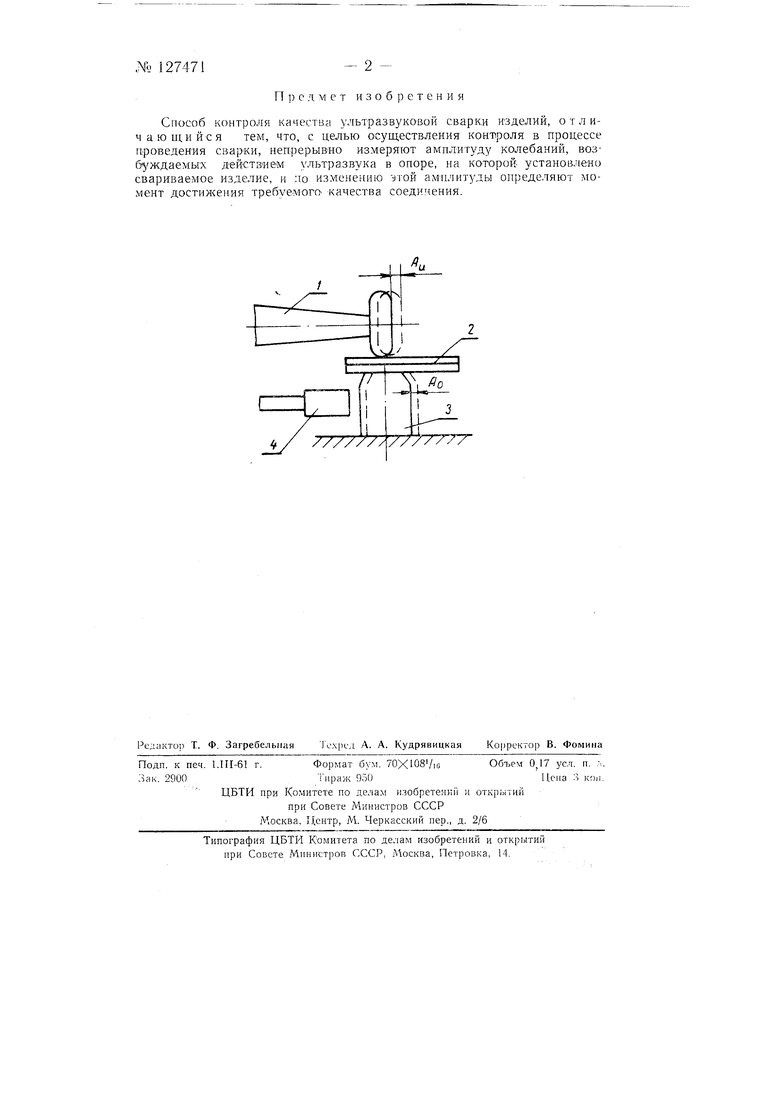
На чертеже изображена схема, поясняющая осуществление предложенного способа контроля, где 1 - ультразвуковой сварочный инструмент, 2-свариваемое изделие, 3 - опора, 4 - датчик виброметра, А ,1 -амплитуда колебания инструмента. Ад-амплитуда колебания опоры.
При ультразвуковой сварке увеличение прочности образующегося соединения связано с развитием, его площади. Это обстоятельство приводит к увеличению амплитуды колебаний, передаваемых от ультразвукового сварочного инструмента / через свариваемое изделие 2 опоре 3 по мере роста площади и прочности соединения.
Образованию соединения с наибольшей прочностью соответствует максимальная амплитуда колебаний опоры.
Предлагаемый способ контроля качества получаемого соединения основан на измерении амплитуды колебаний опоры А „, который заключается в следуюпдем.
Во время сварки непрерывно измеряют амплитуду АО колебаний, возбуждаемых действием ультразвука в опоре 5, на которой установ.че;10 свариваемое изделие 2. По изменению этой амплитуды опреде-чяют момент достижения требуемого качества соединения.
Измерение амплитуды ультразвуковьк колебаний производитс5г вибратором с индуктивным или емкостнь) датчиком.
П) ел мет изобретения
Способ контроля качества ультразвуковой сварки изделий, отличающийся тем, что, с целью осуществления конт1роля в процессе проведения сварКи, непрерывно измеряют амплитуду колебаний, возбуждаемых действием ультразвука в опоре, на которой- установлено свариваемое изделие, и ло изменению этой амплитуды определяют момент достижения требуемого качества соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения вибрации металлических поверхностей | 1959 |
|
SU134036A1 |
| Способ передачи ультразвуковых колебаний жидкому металлу сварочной ванны | 1959 |
|
SU128957A1 |
| И. Л. Ю. И. Китайгородский, Л. П. Лесовая, Б. Т. М и Н. В. ШильниковПлизбЩ^ ^'^-'^>&J"fjj ялтг;1т;:о~ .. '*'1ГХНИ"ш:ля ^d-B1fS3rJKyrtKA | 1969 |
|
SU257117A1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ ИЗДЕЛИЙ | 1970 |
|
SU270319A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 1973 |
|
SU368541A1 |
| ЮЭНАЯ АКТИВНАЯ НАГРУЗКА УЛЬТРАЗВУКОВЫК бы«"''''^^^'''^-Ся^1^елиоте.ча МБА | 1971 |
|
SU288909A1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ КАРТРИДЖЕЙ ДЛЯ ОЧИСТКИ ВОДЫ | 2003 |
|
RU2241599C1 |
| Способ ультразвуковой сварки и устройство для его осуществления | 1982 |
|
SU1093454A1 |
| УСТРОЙСТВО для РОЛИКОВОЙ СВАРКИ ДАВЛЕНИЕМ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКА | 1966 |
|
SU182489A1 |
| Способ ультразвуковой сварки | 1990 |
|
SU1764899A1 |