ю
00
со ьо
Изобретение относится к области обработки металлов давлением, а именно к способам получения внутренней резьбы пластическим деформированием, и может быть использовано при изготовлении мелкомоду.тьной резьбы в полых заготовках.
Цель изобретения - повышение качества резьбы за счет снижения влияния остаточных деформаций.
На фиг. 1 показано объемное обжатие тонкостенной полой заготовки на резьбообразующем инструменте; на фиг. 2 - то же, на разрезных заготовках типа цанг; на фиг. 3 - величина обжатия на первом проходе; на фиг. 4 ..- то же, на втором проходе; на фиг. 5 - то же, на третьем проходе.
Осуществление способа показано на примере получения внутренней мелкомодульной резьбы с шагом 0,10-0,20 мм и наружным диаметром 5-10 мм, формируемой в отверстии маточной гайки, выполненной из пластичного материала.
В исходной заготовке 1 диаметр отверстия 2 выполнен большим, чем соответствуюш,ий размер профиля резьбы на резьбообразующем инструменте 3, представляюш,ем собой прецизионный винт, изготовленный из инструментальной стали. В отверстие 2 заготовки 1 вводят резьбообразующий инструмент 3, после чего заготовку 1 начинают деформировать путем обжатия по наружному диаметру, например., цанговым зажимом 4 посредством кольца 5 усилием Р. В результате первоначального обжатия инструмент 3 внедряется в тело заготовки на величину AI. Величина первоначального внедрения Ai меньше высоты профиля резьбы инструмента.
Поэтапная допускаемая степень деформации определяется известным расчетным путем в зависимости от деформируемого материала (пластичные марки стали, латуни, бронзы). После этого, не снимая с заготовки усилия обжатия, инструмент 3 вращают сначала в одну, затем в другую сторону, делая не менее одного оборота в каждом направлении. Таким возвратно-поворотным движением инструмента 3 осуществляют выглаживание получаемой резьбы до тех пор, пока не снизится момент сопротивления между инструментом 3 и заготовкой I, возникающий от сил трения при выглаживании резьбы. Затем заготовку 1 повторно обжимают в цанговом зажиме 4.
В результате повторного обжима инструмент 3 внедряется в заготовку 1 на глубину Д2, величина которой меньще первоначальной величины А на 30-50%, что обусловлено уплотнением материала заготовки в результате первоначального обжима и увеличением площади контакта между инструментом и заготовкой. После обжима на величину А2 осуществляют выглаживание резьбы аналогично описанному. Таким образом, процесс резьбообразования ведут поэтапно, чередуя обжатие заготовки с выглаживанием резьбы, причем величина каждого последующего внедрения инструмента в заготовку меньще предыдущей.
При заполнении резьбообразующего про
филя инструмента материалом обрабатываемой заготовки процесс заканчивается. Этот момент фиксируется путем измерения радиального перемещении обжимной цанги, величина которого должна быть равна глубине
профиля резьбы. Момент окончания резьбообразования можно определить по моменту сопротивления между обрабатываемой заготовкой и резьбообразующим инструментом, который должен быть меньше момента на скручивание названного инструмента.
Предлагаемым способом можно получать мелкомодульные резьбы также на разрезных деталях типа цанг (фиг. 2). В этом случае обрабатываемая деталь выполняет роль обжимной цанги.
Использование предлагаемого способа позволит повысить качество получаемых мелкомодульных (0,10-0,20 мм) резьб и точность их параметров.
Формула изобретения
Способ получения внутренней резьбы, при котором полую заготовку подвергают объемному обжатию на резьбообразующем инструменте с последующим извлечением
его из заготовки вращением, отличающийся тем, что, с целью повыщения качества резьбы за счет снижения влияния остаточных деформаций, объемное обжатие осуществляют в несколько проходов, при этом величину обжатия каждого прохода выбирают
меньще величины обжатия предыдущего прохода, а после каждого прохода осуществляют выглаживание путем возвратно-поворотного движения резьбообразующего инструмента.
V
У///Л
Фиг.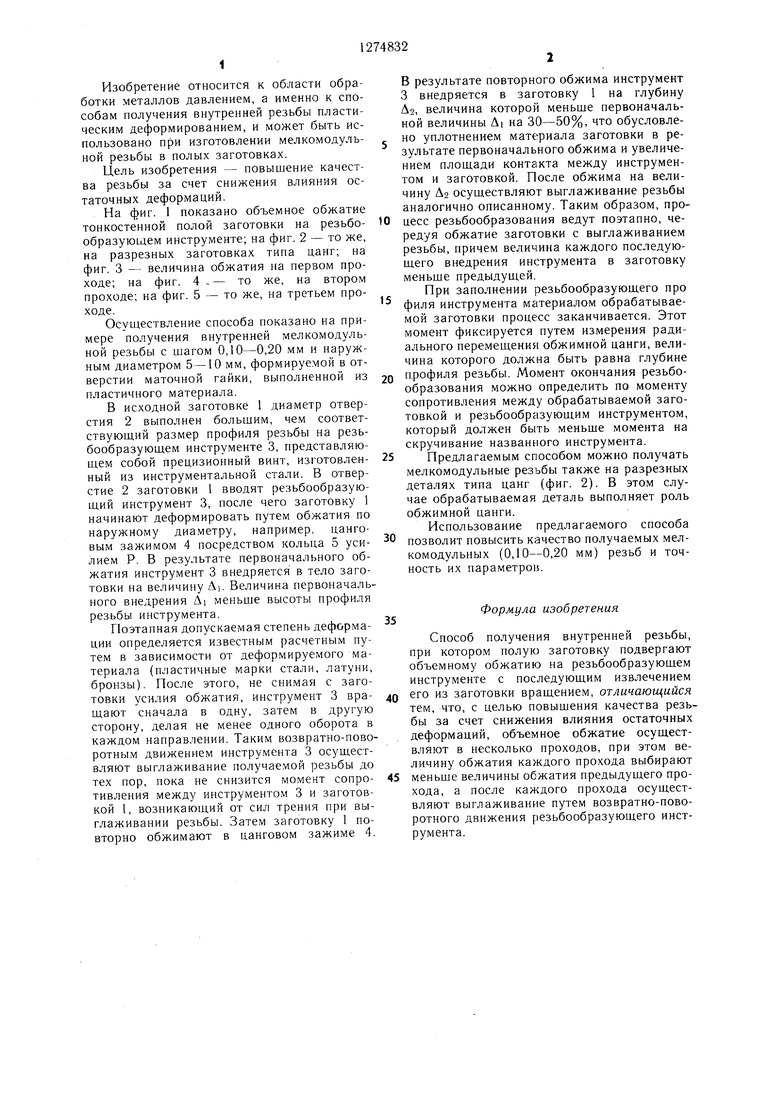
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выдавливания внутренних резьб | 1991 |
|
SU1759518A1 |
| Способ получения внутренней резьбы на полых заготовках | 1982 |
|
SU1136882A1 |
| РЕЗЬБОНАКАТЫВАЮЩАЯ КРЕПЕЖНАЯ ДЕТАЛЬ | 2001 |
|
RU2194197C2 |
| СПОСОБ ФОРМИРОВАНИЯ НАКАТКОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2179490C2 |
| Сборный резьбообразующий инструмент | 1981 |
|
SU984752A1 |
| Резьбовыдавливающий инструмент | 1980 |
|
SU940970A1 |
| Способ получения полых изделий с рельефом на внутренней поверхности | 1980 |
|
SU910300A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ЦАПФ ХОЛОДНОЙ ОБРАБОТКОЙ ДАВЛЕНИЕМ | 2004 |
|
RU2353498C2 |
| Способ получения горловин на полых цилиндрических деталях | 1979 |
|
SU902890A1 |
| Сборная резьбообразующая плашка | 2015 |
|
RU2623535C2 |
Изобретение относится к обработке металлов давлением, а именно к способам получения внутренней резьбы пластическим деформированием, и может быть использовано преимущественно при изготовлении мелкомодульных резьб на полых заготовках. Целью изобретения является повышение качества резьбы за счет, снижения влияния остаточных деформаций. В отверстие заготовки вводят резьбообразующий инструмент и осуществляют обжатие в несколько проходов. Величина обжатия каждого прохода выбирается меньше величины обжатия предыдущего прохода. При каждом проходе, не снимая с заготовки усилия обжатия, инструмент вращают сначала в одну, затем в другую сторону, делая не менее одного оборота в каждом направлении. 5 ил.
Ч
Фиг. г
фиг.З
Фиг.
Фиг. 5
| Способ получения внутренней резьбы на заготовке | 1978 |
|
SU700268A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
