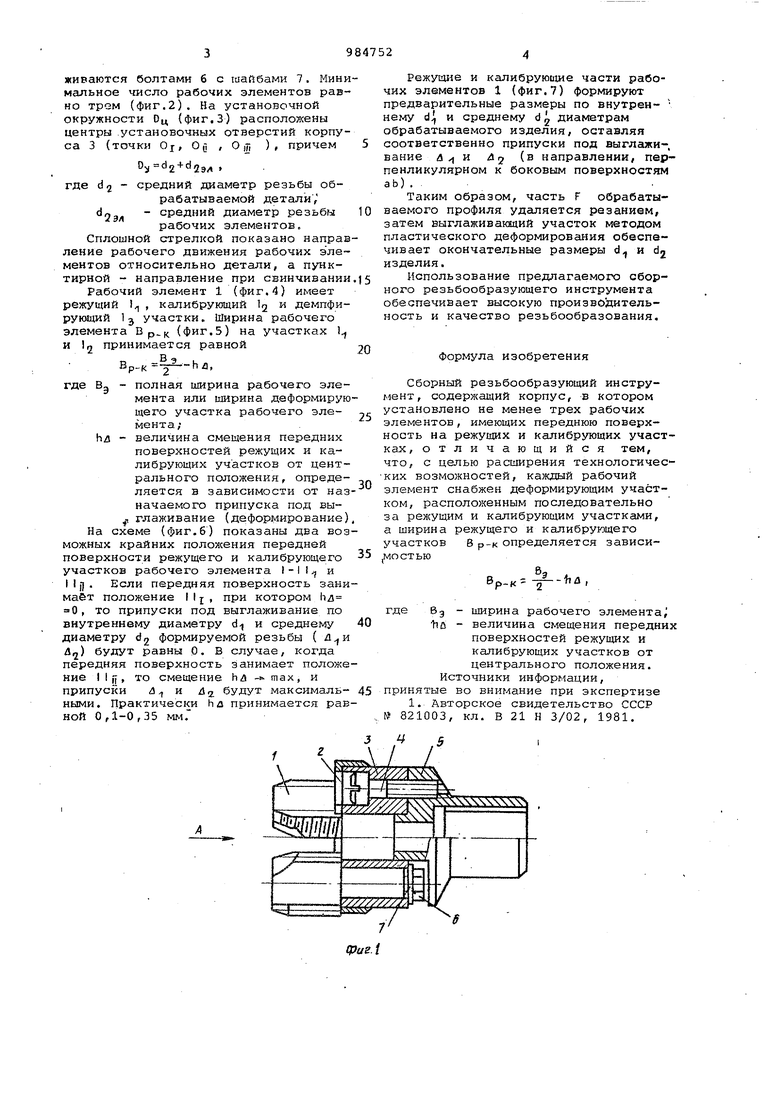
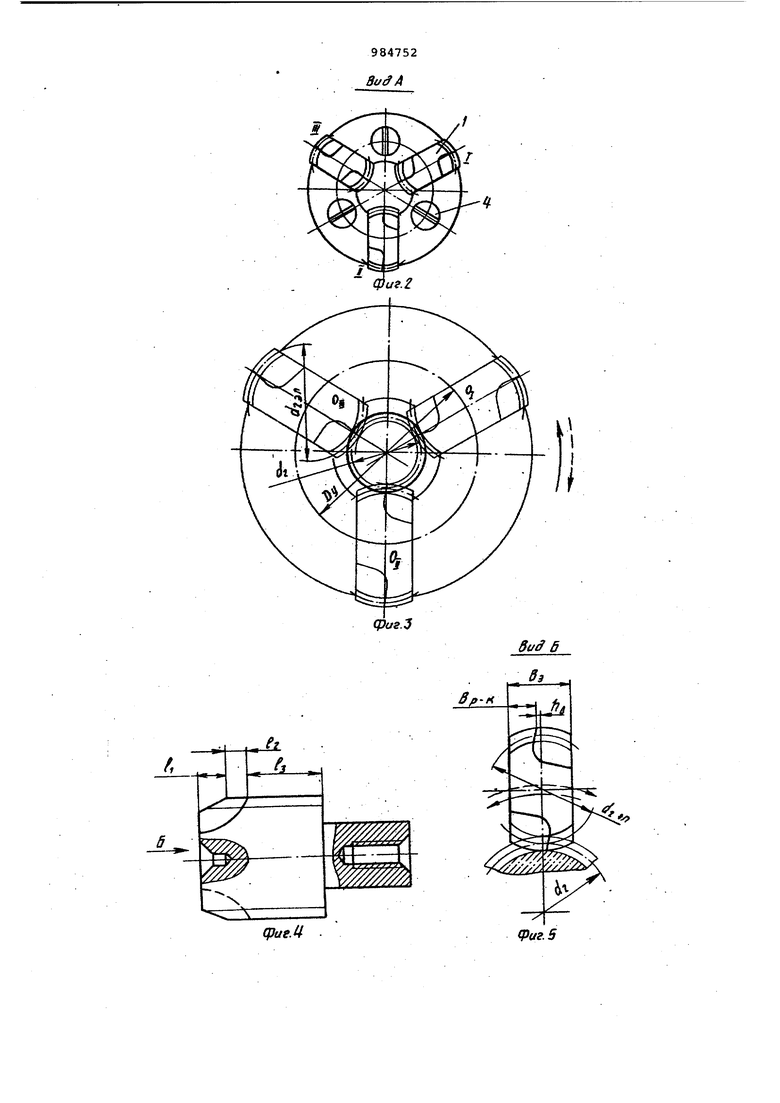
живаются болтами б с шайбами 7. Мини мальное число рабочих элементов равно трем (фиг.2). На установочной окружности Оц (фиг.З) расположены центры .установочных отверстий корпуса 3 (точки Oj, Ои , Ош ), причем D,,d2 + d29. где 2 - средний диаметр резьбы обрабатываемой детали, - средний диаметр резьбы рабочих элементов, Сплошной стрелкой показано направ ление рабочего движения рабочих элементов относительно детали, а пунктирной - направление при свинчивании Рабочий элемент 1 (фиг.4} имеет режущий 1 , калибрующий 15 и демпфирующий Ij участки. Ширина рабочего элемента Вр (фиг.З) на участках 1 и Ij принимается равной , где Вд - полная ширина рабочего элемента или ширина деформирую щего участка рабочего элемента;Нл - величина смещения передних поверхностей режущих и калибрующих участков от центрального положения, определяется в зависимости от наз начаемого припуска под вы глаживание (деформирование) На схеме (фиг,6) показаны два воз можных крайних положения передней поверхности режущего и калибрующего участков рабочего элемента I - I 1 , и I I il . Если передняя поверхность зани мает положение I, при котором hj 0, то припуски под выглаживание по внутреннему диаметру d и среднему диаметру dj формируемой резьбы ( Л) будут равны 0. В случае, когда передняя поверхность занимает положе ние I I if, то смещение hu - max, И припуски й и 6fi будут максимальными. Практически Ил принимается рав ной 0,1-0,35 мм. Режущие и калибрующие части рабочих элементов 1 (фиг.7) формируют предварительные размеры по внутрен- нему dJj и среднему d диаметрам обрабатываемого изделия, оставляя соответственно припуски под выглаживание д X) и 2 (в направлении, перпенликулярном к боковым поверхностям аЬ) . . Таким образом, часть F обрабатываемого профиля удаляется резанием, затем выглаживакЕций участок методом пластического деформирования обеспечивает окончательные размеры d и dj изделия. Использование предлагаемого сборного резьбообразующего инструмента обеспечивает высокую произво;цительность и качество резьбообразования. Формула изобретения Сборный резьбообразующий инструмент, содержащий корпус, в котором установлено не менее трех рабочих элементов, имеющих переднюю поверхность на режущих и калибрующих участках, отличающийся тем, что, с целью расширения технологических возможностей, каждый рабочий элемент снабжен деформирующим участком, расположенным последовательно за режущим и калибрующим участками, а ширина режущего и калибрующего участков Вр-к определяется зависи остьюВ- . бр-к- , где БЭ - ширина рабочего элемента tiu - величина смещения передних поверхностей режущих и калибрующих участков от центрального положения. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 821003, кл, В 21 Н 3/02, 1981.
&
8t/iJA
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный инструмент для планетарного накатывания резьбы с осевым колебанием формообразующей поверхности | 2015 |
|
RU2613002C1 |
| Головка для образования наружныхРЕзьб | 1978 |
|
SU821003A1 |
| Метчик | 1983 |
|
SU1134322A2 |
| Метчик | 1981 |
|
SU1022786A2 |
| СПОСОБ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕ-ВЫГЛАЖИВАЮЩЕГО ПРОШИВАНИЯ ПРЕЦИЗИОННЫХ ОТВЕРСТИЙ В РАДИАЛЬНО-НЕРАВНОЖЕСТКИХ ЗАГОТОВКАХ | 1992 |
|
RU2043909C1 |
| Комбинированный инструмент для обработки отверстий | 1988 |
|
SU1625671A1 |
| Метчик для нарезания крупных цилиндрических резьб | 1983 |
|
SU1144814A1 |
| СПОСОБ РЕЖУЩЕ-ДЕФОРМИРУЮЩЕЙ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2536308C1 |
| Узел рабочих валков для прокатки гофрированной полосы | 1984 |
|
SU1245367A1 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 2003 |
|
RU2237552C1 |

.-
/,
СраеМ .
(Риг. 5
