Изобретение относится к обработке металла давлением и может быть использовано в прокатном производстве для резки прокатываемого металла в горячем состоянии.
Цель изобретения - повышение надежности и снижение металлоемкости гидравлических ножниц.
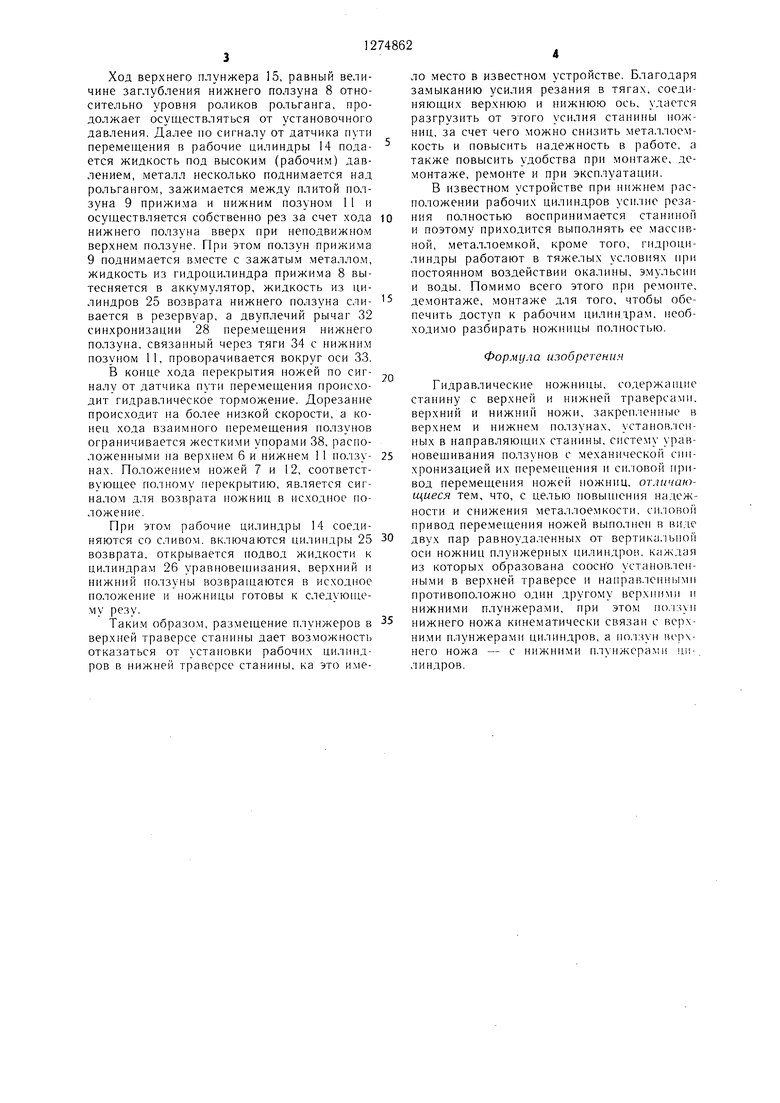
На фиг. 1 схематично изображены гидравлические ножницы, общий вид; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 - разрез Б - Б на фиг. 1.
Гидравлические ножницы содержат станину 1 закрытого типа, состоящую из двух стоек 2, жестко соединенных между собой посредством траверс; верхней 3 и нижней 4. В направляющих 5 станины 1 размещен верхний ползун 6 с ножом 7.
На верхнем ползуне 6 смонтирован гидрав,:1ический прижим 8 с ползуном 9 прижима, размещенным в П-образны направляющих 10 верхнего нолзуна.
Нижний ползун 11 с ножом 12 установлен в П-образных направляющих 13 верхнего но,1зуна 6.
В расточках D верхней траверсы 3 размещены два рабочих цилиндра 14, каждый из которых представляет собой два плунжера: верхний 15 и нижний 16 со ска,1камн - верхней 17 и нижней 18 соответственно устано ленных в одном корпусе 19.
Верхние плунжеры 15 рабочих цилиндров 14 посредством скалок 17 упираются в верхнюю ось 20, которая направляющими хвостовиками 21 центрируется в расточках D верхней траверс1з 3 и соединяется через тяги 22 с нижней осью 23, расположенной в расточках нижнего ползуна П.
Нижняя ось 23 через коромыс.та 24 связана с цилиндром 25 возврата нижнего ползуна 1 1.
Нижние плунжерЕз 16 рабочих цилиндров 44 через скалки 18 соединены с верхним ползуном 6, который опирается на гидроцилнндры 26 уравновешивания верхнего ползуна.
Ножницы оснащены механической синхронизацией 27 и 28 перемещения соответственно верхнего 6 и нижнего 11 ползупов, что исключает возможность перекосов и заклинивания ползупов в направляющих в случае неравномерности хода плунжеров рабочих ци,1индров, а также при неси.мметрнчном расположении нриложенной нагрузки.
Синхронизация 27 перемещения верхнего ползуна 6 представляет собой двуплечий рычаг 29, расположенный на оси 30, установленной в расточках стоек 2 станины 1, связанный носредством тяг 31 с верхним ползуном 6 в точках, расположенных симметрично относительно оси ползуна (ножниц).
Синхронизация 28 перемещения нижнего нолзуна 11 аналогична синхронизации 27 верхнего ползуна и состоит из двуплечего рычага 32, расположенного на оси 33, установленной в расточках нижней траверсы 4, а также тяг 34, связывающих рычаг 32 с нижним ползуном 11.
Гидравлические ножницы работают следующим образом.
В исходном положении ножниц ножи разведены и между ними установлен максимальный раствор Н. Нижний ползун 11 опирается на амортизаторы 35, а нижний нож 12 при этом находится несколько ниже уровня роликов рольганга (не показан), цилиндры 25 нижнего ползуна 1 1. соединены со сливом.
Верхний ползун 6 посредством усилия цилиндров 26 уравновещивания,соединенных с аккумулятором (гидросистема не показана), годжат через скалки 18 к нижним плунжерам 16, которые, в свою очередь, упираются в центральные перемычки 36 корпусов 19 рабочих цилиндров 14, и таким образом ползун занимает свое верхнее исходное положение. Подвод 37 рабочих цилиндров 14 соединен со сливом.
При включении ножниц на рез жидкость под установочным давлением (несколько меньщим, чем рабочее давление) подается через подвод 37 в полость рабочего цилиндра 14, причем жидкость оказывает одинаковое воздействие на оба плунжера 15 и 16. Однако так как суммарная масса верхнего ползуна 6, прижима 8 и нижних плунжеров 16 со скалками 18 несколько переуравновешена, а суммарная .масса нижнего ползуна 11, нижней оси 23, коромысел 24, тяг 22, верхней оси 20 с хвостовиками 21 и верхних плунжеров 15 со скалками 17 не уравновешена и является значительной, то сопротивление перемещению нижних плунжеров 16 рабочих цилиндров 14 значительно меньше сопротивления перемещению верхних плунжеров 15.
Вследствие этого верхний ползун 6 с прижимом 8 начинает опускаться вниз. При этом жидкость из цилиндров 26 уравновещивания верхнего ползуна вытесняется в акк мулятор, а двуплечий рычаг 29 синхронизации 27 перемещения верхнего ползуна, связанный через тяги 31 с верхним ползуном 6, проворачивается вокруг оси 30.
На расстоянии около 50 мм от мета/па верхний нолзун 6 останавливается вследствие перекрытия выхода жидкости из цилиндров 26 уравеновещивания по сигналу от датчика пути перемещения (автоматика не показана).
Так как дальнейшее перемещение нижнего плунжера 16 невозможно, а жидкость через подвод 37 продолжает поступать в полость каждого рабочего цилиндра 14, то начинает перемещаться верхний п.тунжер 15, который посредством скалки 17 перемещает верхнюю ось 20 и через тяги 22 и нижнюю ось 23 поднимает нижний ползун 1.1.
Ход верхнего плунжера 15, равный величине заглубления нижнего ползуна 8 относительно уровня роликов рольганга, продолжает осуществляться от установочного давления. Далее по сигналу от датчика пути перемещения в рабочие цилиндры 14 подается жидкость под высоким (рабочим) давлением, металл несколько поднимается над рольгапгом, зажимается между плитой ползуна 9 прижима и нижним позуном 1 1 и осуществляется собственно рез за счет хода нижнего ползуна вверх при неподвижном верхнем ползуне. При этом ползун прижима 9 поднимается вместе с зажатым металлом, жидкость из гидроцилиндра прижима 8 вытесняется в аккумулятор, жидкость из цилиндров 25 возврата нижнего ползуна еливается в резервуар, а двуплечий рычаг 32 синхронизации 28 перемещения нижнего ползуна, связанный через тяги 34 с нижним позуном 11, проворачивается вокруг оси 33.
В конце хода перекрытия ножей по сигналу от датчика пути перемещения происходит гидравлическое торможение. Дорезание происходит на более низкой скорости, а конец хода взаимного перемещения ползунов ограничивается жесткими упорами 38, расположенными на верхнем 6 и нижнем 1 1 ползунах. Положением ножей 7 и 12, соответствующее полному перекрытию, является сигналом для возврата ножниц в исходное положение.
При этом рабочие цилиндры 14 соединяются со сливом, вк.чючаются цилиндры 25 возврата, открывается подвод жидкости к цилиндрам 26 уравновешизания, верхний и нижний ползуны возвращаются в исходное положение и ножницы готовы к следующему резу.
Таким образом, размещение плунжеров в верхней траверсе станины дает возможность отказаться от установки рабочих цилиндров в нижней траверсе станины, ка это имело место в известном устройстве. Благодаря замыканию усилия резания в тягах, соединяющих верхнюю и нижнюю ось, удается разгрузить от этого усилия станины ножниц, за счет чего можно снизить металлоемкость и повысить надежность в работе, а также повысить удобства при монтаже, демонтаже, ремонте и при эксплуатации.
В известном устройстве при нижнем расположении рабочих цилиндров усилие резания полностью воспринимается станиной и поэтому приходится выполнять ее массивной, металлоемкой, кроме того, гидроцилиндры работают в тяжелых условиях при постоянном воздействии окалины, эму,1ьсии и воды. Помимо всего этого при ремонте, демонтаже, монтаже для того, чтобы обепечить доступ к рабочим цилин.арам, необходимо разбирать ножницы по,пностью.
Формула изобретения
Гидравлические
ножницы, содержа цие и нижней траверсами, станину с верхней верхний и нижний ножи, закреп.1енные в ползунах, установ.пенверхнем и ннжнем ных в направляющих станины, систему уравновещивания ползунов с механической синхронизацией их перемещения и си.човой нривод перемещения ножей ножниц, отличающиеся тем, что, с целью новышения надежности и снижения металлоемкости, CH,IOFUM I привод перемещения ножей выпо,1нен в виде двух пар равноудаленных от вертикалыюй оси ножниц плунжерных цилиндров, каждая из которых образована соосно установленными в верхней траверсе и направленн1 1мп противоположно один другому верхними It нижними плунжерами, нри этом по,1зуп нижнего ножа кинематически связан с BCIVXними плунжерами цилиндров, а ползун верхнего ножа - с нижними плунжерами ци-.
,1ИНДрОБ.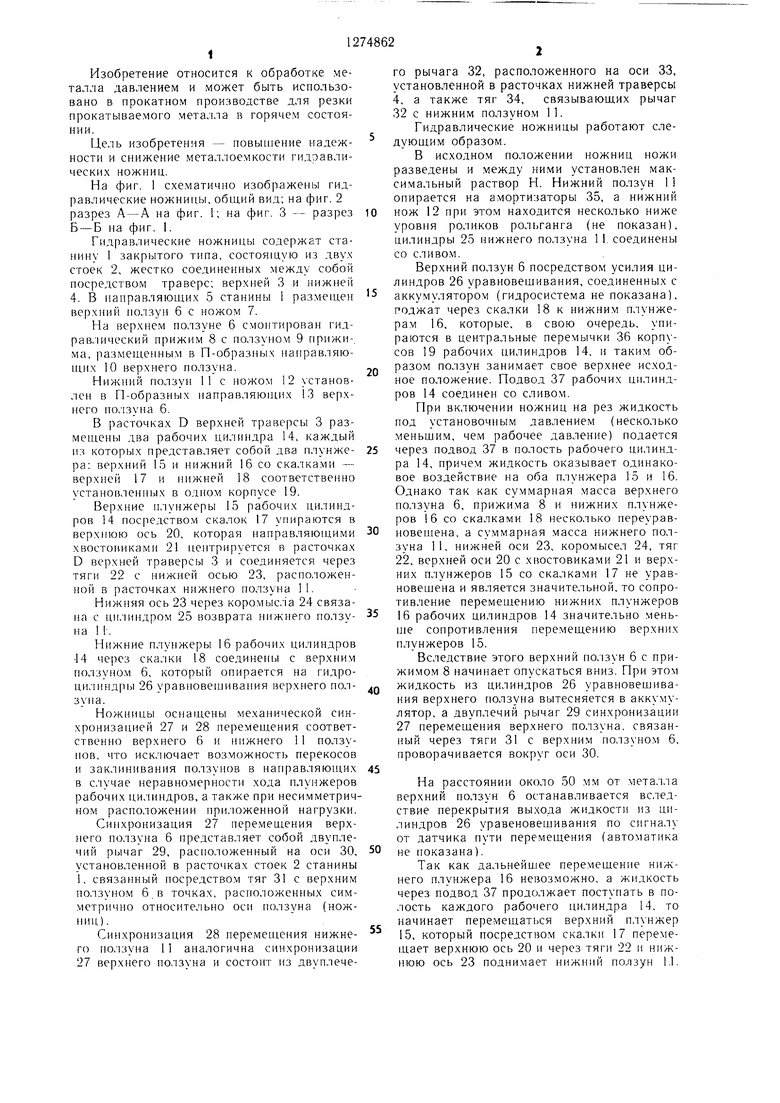
| название | год | авторы | номер документа |
|---|---|---|---|
| Ножницы для резки проката | 1983 |
|
SU1119789A2 |
| Ножницы для резки проката | 1984 |
|
SU1165532A2 |
| Ножницы для резки проката | 1982 |
|
SU1058720A1 |
| Ножницы для резки металлического лома и отходов | 1989 |
|
SU1703299A1 |
| Ножницы для резки проката | 1983 |
|
SU1184623A1 |
| Ножницы для резки проката | 1980 |
|
SU884889A1 |
| МАЯТНИКОВЫЕ ЛЕТУЧИЕ НОЖНИЦЫ | 1968 |
|
SU219999A1 |
| Ножницы кривошипные для резки сортового проката | 1987 |
|
SU1444096A1 |
| НОЖНИЦЫ С ГИДРАВЛИЧЕСКИМ ПЛУНЖЕРНЫМ ПРИВОДОМ | 1940 |
|
SU61989A1 |
| Ножницы с верхним резом | 1985 |
|
SU1349898A1 |
Изобретение относится к обработке металлов давлением, а именно к конструкциям гидравлических ножниц и может быть иснользовано в нрокатном производстве для резки прокатываемого .металла в горячем состоянии. Изобретение позволяет повысить надежность ножниц и снизить их мета,1лоемкость. При подаче жидкости в иолость цилиндра 14 плунжер1 1 15 и 16 перемещаются в противоположные стороны. Верхний по.чзуи 6 с прижимом опускается В1Н13 и остаиав.:1ив чется, не доходя порядка 50 мм до иоверхпости разрезаемой заготовки. .Ход верхнего п.пнжера и соответственно нижнего ножа 11|)одо,чжает осункчтв.шться. При этом ползун другого прижима поднимается вместе с зажатым метал,юм. В конце хода перекрытия ножей но сигналу от датчика пути |1еремен1ения происходит ги.трав.чическое торможение. Дорезание происходит на низкой скорости. При этом рабочие цилиндр1)1 14 соединяются со сливом, вк.-|ючаются ци.индры возврата 25 и ножи возврапипотся в исход)1ое но.южение 3 и.г е W |С 4 00 а ND
| Устройство для крепления мешков | 1981 |
|
SU1016225A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
