ю
4
оо со
09
Изобретение относится к составам сварочных проволок, применяемых для сварки и наплавки нержавеющих мартен.ситностареюпшх сталей.
Целью изобретения является повышение качества металла сварного шва.
Наличие в составе ванадия и титана устраняет образование окислов хрома в литом металле и обеспечивает формирование сварных швов, свободных от неметаллических включений. Вместе с тем присутствие в проволоке менее 0,4 мас.% ванадия не позволяет достичь требуемой плотности наплавленного металла и равномерности химсостава, а содержание его Bbmie 0,9 мас.% снижает жаростойкость и пластичность. Легирование проволоки титаном также способствует уменьшению склонности швов к подкаливанию в процессе охлаждения. При этом наилучшие результаты достигаются при его содержании не ниже 1,2 мас.%. Концентрация в проволоке титана выше 1,6 мас.% способствует образованию , двухфазной структуры в металле, что, снижая горячую пластичность, затрудняет ее протяжку.
Наличие в составе для наплавки алюминия позволяет совместно с элементами-графитизаторами - углеродом, кремнием, кальцием получать качественный наплавленный слой без структурно свободных карбидов. Алюминий в составе проволоки способствует улучшению процесса наплавки. Он улучшает раскисление жидкого металла, устраняет образование усадочной пористости и трещин. Верхний предел по содержанию алюминия в составе проволоки для наплавки обусловлен тем, что при содержании его вьше 10 мас.% в наплЕШленном шве образуются карбиды
Содержание элемента, мас.%,
Легирующий элемент
алюминия, которые снижают качество наплавленного слоя.
При содержании в составе менее 2,0 мас.% алюминия при нижнем пределе содержания кальция 1 мас.% в наплавленном шве образуется усадочная пористость. Присадка в составе проволоки никеля в количестве 0,11,0 мас.% совместно с алюминием способствует повьш1ению предела прочности и ударной вязкости, а также повышению пластичности сварного шва. Ниж- НИИ предел по содержанию никеля ограничивается тем, что ниже этого пре- /
дела его влияние на повьш1ение механических свойств шва и околошовной зоны незначительно. Введение более 1,0 мас.% никеля в состав ввиду его дороговизны и дефицита нецелесообразно.
Предотвращение пористости металла шва при сварке предлагаемой проволокой достигается новым соотношением: 0,8-} мас.% кремния и 1,3.1,8 мас.% марганца. Уменьшение в ней содержания этих компонентов (соответственно ниже 0,8 и 1,3 мас.%) приводит к образованию пор и ухудшает формирование шва. Повьшение содержания кремния и марганца в проволоке вьш1е указанных пределов Ьтрицательно сказывается на механических свойствах и склонности к отпускной хрупкости металла сварного шва..
Наличие в составе проволоки.менее 0,003 мас.% углерода ухудшает жаропрочность сварных швов, а повьш1ение концентрации его выше 0,04 мас.% приводит к заметному понижению пластических свойств, ударной вязкости и стойкости к хрупкому разрушению.
В табл.1 приводятся варианты составов предлагаемой сварочной проволоки.
Таблица 1 в составе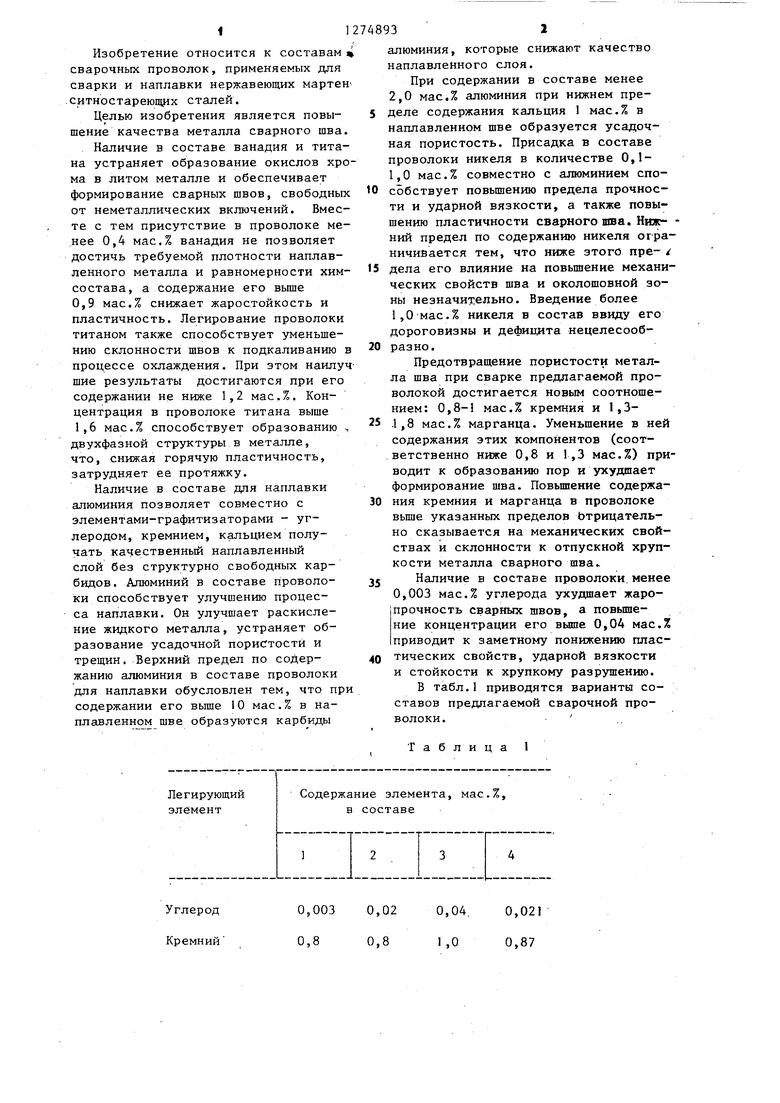

| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ КОРПУСНЫХ ДЕТАЛЕЙ ИЗ РАЗНОРОДНЫХ СТАЛЕЙ | 2010 |
|
RU2440876C1 |
| СВАРОЧНЫЙ МАТЕРИАЛ | 2009 |
|
RU2429307C2 |
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ | 2007 |
|
RU2346797C1 |
| Состав сварочной проволоки | 1984 |
|
SU1291338A1 |
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ | 2010 |
|
RU2446929C1 |
| СВАРОЧНАЯ ПРОВОЛОКА | 1992 |
|
RU2036763C1 |
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ | 2000 |
|
RU2167037C1 |
| ПРОВОЛОКА СВАРОЧНАЯ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2019 |
|
RU2721976C1 |
| Способ сварки конструкционной стали (варианты) | 2022 |
|
RU2782860C1 |
| Чугун для наплавки | 1989 |
|
SU1708912A1 |
Изобретение относится к области металлургии сварочных процессов и может быть использовано при сварке и наплавке нержавеющих мартенситнос тареющих сталей. Целью изобретения является повышение качества металла сварного шва (СШ). В состав сварочной проволоки на основе Fe, содержащей 0,003-0,04% С; 0,8-1,0% Si; 1,3-1,8% Мп; 14-16% Сг, 0,1-1,OZ Ni, 1,5-3% Mo, 1,5-2,5% Ca, 0,010,1% Ze, 0,01-0,1% La, вводится 1,21,6% Ti, 0,4-0,9% V и 2,0-10% Af. V и Ti устраняют образование окислов хрома в литом металле и обеспечивают формирование СШ, свободных от неметаллических включений. Ti уменьшает склонность СШ к подкаливанию в процессе охлаждения, АЕ улучшает раскисление жидкого металла и устраняет образование усадочной пористости и трещин, позволяет получить качественный наплавленный слой без структурно свободных карбидов. 2 табл.
Углерод
0,003 0,02 0,04. 0,021 Кремний 0,8 0,8 1,0 0,87
ец
3
U .
0,1
ен
,5
1,5
й
0,01
0,01
1,2
0,4
й
2
ий
77,177 67,78 . 61,96 60,059 I В табл.2 приведены показатели механических характеристик металла шва, вьшолненного предлагаемой сварочной проволокой.; Режим сварки: сила тока 350-370 А, напряжение дуги 28-30 В. Свариваются пластины то щиной 16 мм в три слоя. |Таблица2
12748934
Продолжение табл.1
I 5
1,8
1,53
16 1,0 15 0,8 15
0,63
2,1 3 2,2
2,0
2,5 3,0 0,05
0,05 0,1
0,05 0,1 0,05
1,3 1,6 1,36
0,6 0,9 О 63
10 6,6 Таким образом, введение дополнительно в сварочную проволоку титана, ванадия, алюминия и предлагаемо соотношение компонентов позволяет повысить предел про 1ности, ударную вязкость и относительное удлинение при сохранении прочностных свойств околошовной зоны основы нержавенмцей мартенситностареющей стали. Формула изобретения Состав сварочной проволоки для сварки мертенситностареющй5{ нержавею-. щих сталей больших толщин, содержащий углерод, кремний, марганец, хром, никель, молибден, кальций, церий j лантан, железо, о т л и ч а ющ и и с я тем, ч то „с целью повышения механических свойств металла шва, состав дополнительно содержит титан, ванадий, алюминий, при следующем соотношении компонентов, мас.%: Углерод 0,003-0,04 Кремний0,8-1,0 Марганец 1,3-1,8 Хром14-16 Никель0,1-1,0 51274893 Молибден 1,5-3 Кальций1,5-2,5 Церий0,01-0,1 Лантан0,01-0,1 5 Титан i Ванадий° ТД Алюминий 2,0-10 ЖелезоОстальное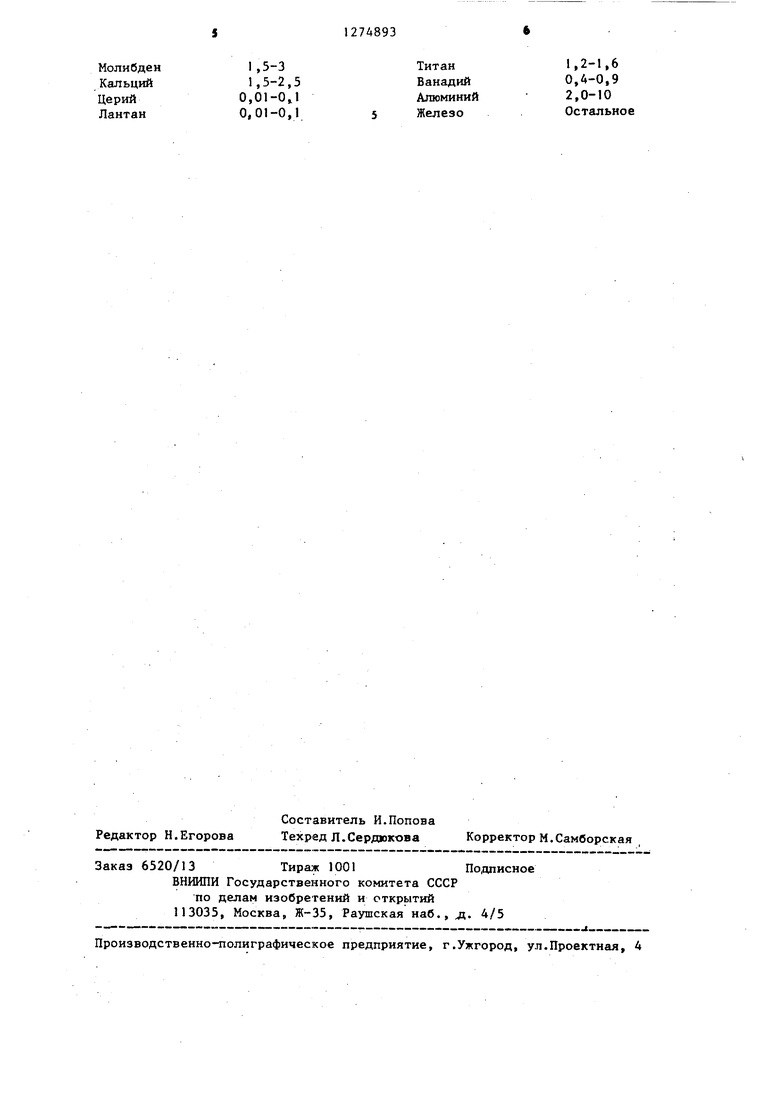
| Сварочная проволока | 1973 |
|
SU468737A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Состав сварочной проволоки | 1975 |
|
SU556917A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
