1
Изобретение относится к электротехнической промышленности и может найти широкое применение в производстве ламп накаливания для транспортных средств.
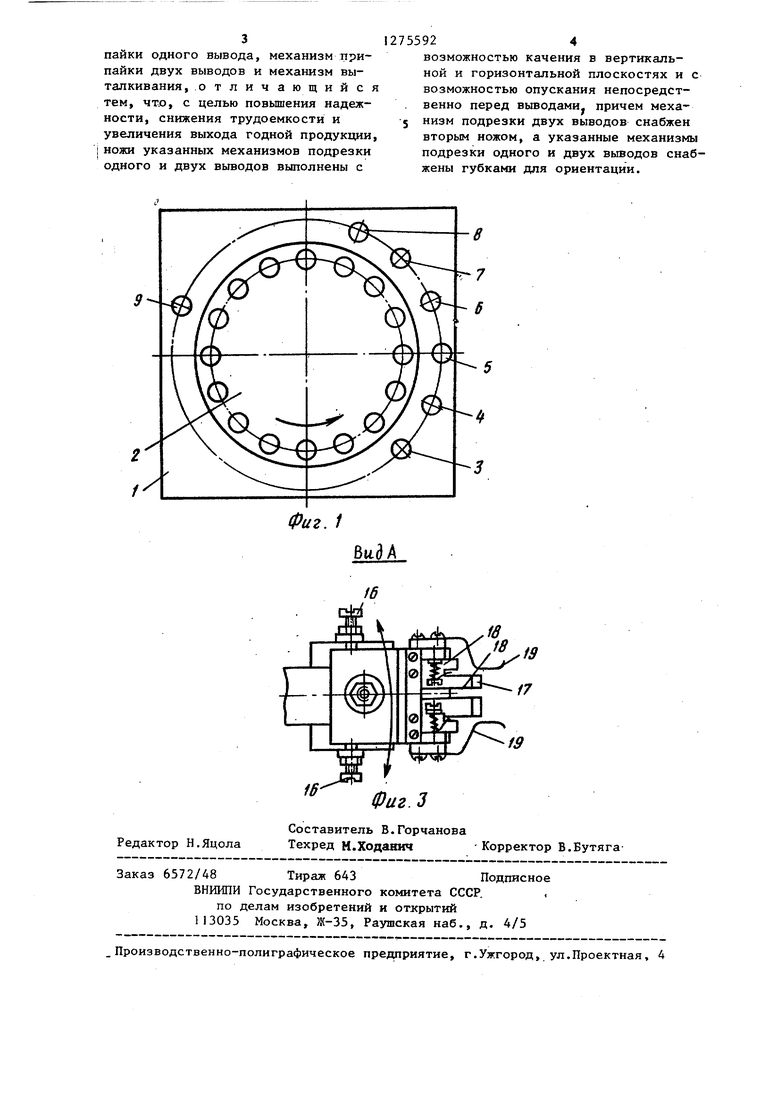
Цель изобретения - повьшение надежности, снижение трудоемкости и увеличение выхода годной продукции. На фиг.1 схематически изображен неподвижный стол с каруселью и механизмами, осуществляющими подрезку и припайку выводов; на фиг.2 - механизм подрезки выводов; на фиг.З вид А на фиг.2.
Автомат состоит из неподвижного стола 1, на котором смонтированы карусель 2 с рабочими гнездами и механизмами, осуществляющие подрезку и припайку электродов: механизм 3 подрезки двух выводов, механизм 4 . подрезки одного вывода, механизм 5 нанесения флюса, горелка 6 предварительного нагрева механизм 7 припайки одного вывода, механизм 8 припайки двух вьгоодов и механизм 9 выталкивания.
Механизмы подрезки вьшодов состоят из стойки 10, в верхней части которой закреплена наклонная направляющая 11, в центральном пазе которой установлена каретка 12. В передней части каретки 12 шарнирно закреплена планка 13, в верхней части кото-г рой установлена головка 14, в нижней части - копир 15, а по бокам ограничительные винты 16. На головке 14 установлены ножи 17 с пружинами 18 и губки 19 для ориентации. Планка 13 пружинами 20 соединена с путевым кулачком 21, установленном на стойке 10. На последней установлен также коленчатый рычаг 22, кото, рый стержнем 23 соединен с распределительным валом привода автомата. Автомат работает следующим образом.
Загруженная в рабочее гнездо карусели 2 лампа подается к механизму 3 подрезки двух выводов, который подрезает лишние концы двух передних боковых вьшодов. Возвратнопоступательное движение от распределительного вала привода передается через стержень 23 коленчатому рычагу 22, который, в свою очередь приводит в движение каретку 12, перемещающуюся в центральном пазе наклонной направляющей I1. В начале
755922
цикла каретка 12, а вместе с ней головка 14 с двумя независимыми ножами 17 и губками 19 для ориентации, подаются вперед. Губки 19 для ориента5 ции охватывают с боков контактные пластины лампы, и, таким образом, точно ориентируют ножи относительно выводов лампы. Ориентация лампы при ее неточном расположении в рабочем
гнезде карусели достигается тем, что
головка 14 имеет возможность качения в вертикальной плоскости, которое обеспечивается пружинами 20, и в горизонтальной плоскости, которое регу5 лируется ограничительными винтами 16. В конце хода вперед посредством копира 15 и путевого кулачка 21 обеспечивается опускание головки 14, а вместе с ней - ножей 17j причем ре-
20 гулировка производится таким образом, чтобы ножи 17 опускались непосредственно перед выводами,, после чего производится их подрезка. Далее вращением карусели 2 лампа подается к механизму 4 подрезки одного вывода, который аналогичен механизму подрезки двух выводов с той разницей, что вместо двух ножей имеет один центральный нож для подрезки заднего
30 центрального вывода лампы.
На следующей позиции механизм 5 нанесения флюса наносит флюс на выводы в местах пайки, после чего го- релка 6 предварительного нагрева по35 догревает места пайки. Припайку выт водов к контактам производят механизм 7 припайки одного вывода и механизм 8 припайки двух вьгеодов. Затем механизм 9 выталкивания подает
40 готовую продукцию на склиз, после чего цикл работы автомата повторяется .
Форму л а изобретения
Автомат для подрезки и припайки выводов автоламп, содержащий неподвижным стол, на котором установлены карусель периодически-прерывистого
50 движенй-я с работами гнездами и соединенные с распределительным валом привода, расположенные последовательно напротив рабочих гнезд карусели, механизм подрезки двух выводов, ме55 ханизм подрезки одного вывода, каждый из которых содержит нож, механизм нанесения флюса, горелка предварительного нагрева, механизм при
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для монтажа спиралей ламп накаливания | 1982 |
|
SU1095274A1 |
| Автомат для изготовления проволочных выводов и припайки их к таблеткам стеклоэмалевых конденсаторов | 1961 |
|
SU140913A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ И ПРИПАЙКИ ВЫВОДОВ К СЕКЦИЯМ КОНДЕНСАТОРОВ | 1970 |
|
SU259279A1 |
| Устройство для изготовления и припайки выводов к секциям конденсаторов | 1983 |
|
SU1164797A1 |
| ЗАВАРОЧНО-ОТКАЧНОЙ АВТОМАТ | 1971 |
|
SU320215A1 |
| Полуавтоматический станок для пайки криволинейных поверхностей | 1976 |
|
SU592535A1 |
| Устройство для нанесения покрытий электрическим взрывом фольги | 1990 |
|
SU1832133A1 |
| СПОСОБ ЦОКОЛЕВКИ СВЕРХМИНИАТЮРНЫХ ЛАМП НАКАЛИВАНИЯ | 1992 |
|
RU2037236C1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Устройство для автоматической сборки нецоколеванных миниатюрных ламп накаливания | 1958 |
|
SU121512A1 |
Изобретение относится к электротехнической промьшшенности, в частности к производству ламп накаливания дпя транспортных средств. Целью изобретения является повышение надежности, снижение трудоемкости и увеличение выхода годной продукции. Губки для ориентации охватывают с боков контактные пластины лампы и таким образом точно ориентируют ножи относителБно выводов лампы. Ориентация лампы при ее неточном расположении в рабочем гнезде карусели достигается тем, что головка 14 имеет . возможность качания в вертикальной и горизонтальной плоскостях. Посредством копира 15 и путевого кулачка .21 обеспечивается опускание головки 14 и ножей 1 7. После подрезки выво i дов лампа вращением карусели подается к механизму подрезки одного вывода. На следующей позиции механизм нанесения флюса наносит флюс на выводы в местах пайки, после чего го-релка предварительного нагрева подогревает места пайки. Припайку вывос дов к контактам производят механизм припайки одного вывода и механизм припайки двух выводов. Механизм выталкивания подает готовую продукцию на склиз, после чего цикл работы автомата повторяется. 3 ил.
| Триер | 1926 |
|
SU5706A1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
