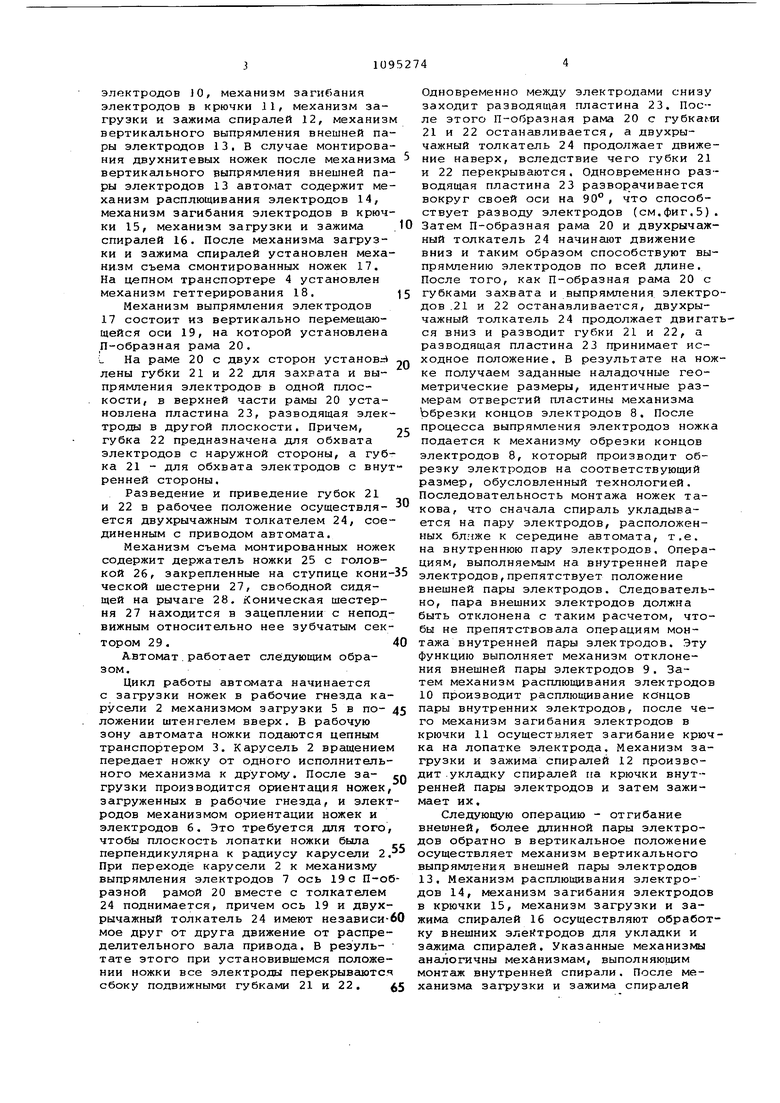
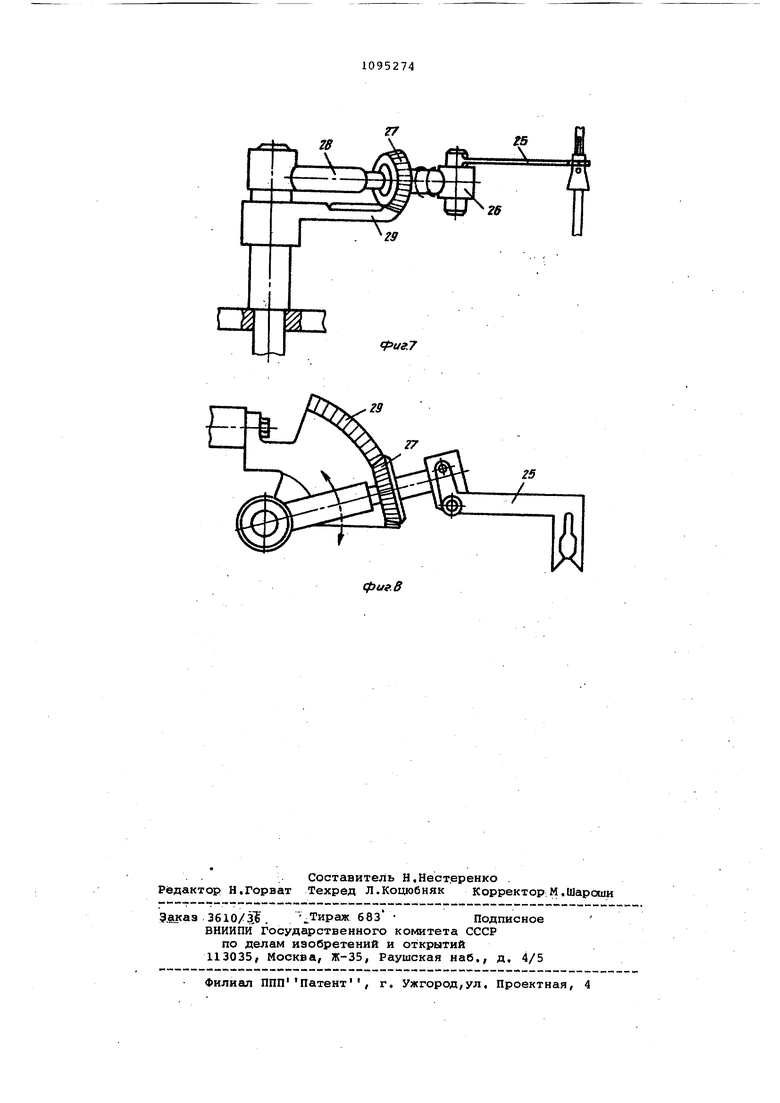
Изобретение относится к электроте нической промышленности и может найти широкое применение в производстве ламп накаливания, в частности ламп накаливания для транспортных средств Известны автоматы для монтажа спи ралей ламп накаливания карусельного типа, в которых процесс монтажа спир лей разбит на большое число операций выполняемых различными исполнительными механизмами ClD. Однако известные автоматы предназ начены для монтажа спиргшей ламп накаливания с испаряющимся газопоглотителем и не пригодны для монтажа спиралей ламп накаливания с неиспаряющимся газопоглотителем. Наиболее близким к предлагаемому является автомат для монтажа спиралей ламп накаливания, состоя Д11й из неподвижной станины (стола), на которой смонтированы карусель с рабочи ми гнездами и соединенные с распреде лительным валом привода, расположенные последовательно около карусели. Механизм загрузки ножек в рабочие. гнезда карусели в положении штенгелем вверх, механизм ориентации ножек и электродов (вводов), механизм обрезк и концов электродов, механизм откло нения внешней пары электродов, механизм,э1 расплющивания электродов,механизмы загибания электродов в крючки, Механизмы загрузки и зажима спиралей, механизм вертикального выпрямления внешней пары электродов, механизм разведения внешней пары электро дов, механизм геттерирования, механизм съема смонтированных ножек и цепные транспортеры Г2, Автомат предназначен для монтажа спиралей на ножки двухнитевых и одно нйтевых ламп накаливания,в частности ламп накаливания для транспортных средств. На указанном автомате ножка монтируется спиралью вниз и подается на механизм геттерирования,который наносит на электроды неиспаряющийся (металлический) геттер. Однако, известному автомату присущи недостатки, снижающие выход годной продукции, а следовательно, производи тельность автомата. В процессе обработки и изготовления ножек до механизма обрезки концов электродов происходит искривление электродов, что также является одной из ПРИЧИН брака и снижения выхода годной продукции. Выпрямлёйие электродов на этом участке в прототипе осуще ствляется вручную. При нанесении геттера на электроды часто происходит стекание геттерной суспензии на спираль, что приводит к браку. Целью изобретения является повышение производительности труда путем по вышения выхода годной продукции. - Указанная цель достигается тем, что в автомате для монтажа спиралей ламп накаливания, состоящем из станины (стола), на котором смонтирована карусель периодического движения с рабочими гнездами для ножек ламп, соединенные с распределительным валом привода автомата и расположенные последовательно около карусели механизм загрузки ножек в рабочие гнезда карусели, механизм ориентации ножек и электродов (вводов), механизм обрезки концов электродов, механизм отклонения внешней пары электродов, мехайизмы расплющивания электродов, мехар низмы загибания электродов в крючки, механизмы загрузки и зажима спиралей, механизм вертикального выпрямления внешней пары электродов, механизм разведения внешней пары электродов, механизм геттерирования, механизм съема смонтированных ножек и цепные транспортеры, мфжду механизмом ориентации ножек и электродов и механизмом обрезки концов электродов дополнительно установлен механизм выпрямления электродов, а механизм геттерирования установлен после механизма съема смонтированных ножек в зоне цепного транспортера. Механизм выпрямления электродов может быть выполнен в виде смонтированной на вертикально перемещающейся оси П-образной рамы, с двух сторон которой установлены губки для захвата и выпрямления электродов в одной плоскости, в верхней части рамы по ее оси установлена пластина, разводящая электроды в другой плоскости, причем разведение осуществляется двухрычажным токанелем, соединенным с приводом автомата. На фиг, 1 схематически изображена неподвижная станина (стол) с механизмами, осуществляющими ионтаж спиралей, цепные транспортеры и карусель; на фиг. 2 - механизм выпрямления электродов; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - губки захвата и в лпрямления электродов; на фиг. 5 и 6 - взаиморасположение губок и разводящей пластины в момент окончания процесса выпрямления электродов; на фиг. 7 и 8 - механизм съема смонтированных ножек. Автомат состоит из неподвижной станины (стола) 1, на которой смонтированы карусель 2 с рабочими гнездами, цепные транспортеры 3 и 4 и механизмы, осуществляющие монтаж спирали, соедиHeHHbie с распределительным валом привода автомата, механизм загрузки ножек 5 в рабочие гнезда карусели, механизм ориентации ножек и электродов 6, механизм выпрямления эдектродов 7, механизм обрезки концов электродов 8, механизм отклонения внешней пары электродов 9, механизм расплющивания электродов JO, механизм загибания электродов в крючки 11, механизм загрузки и зажима спиралей 12, механиз вертикального выпрямления внешней па ры электродов 13. В случае монтирова ния двухнитевых ножек после механизм вертикального выпрямления внешней па ры электродов 13 автомат содержит ме ханизм расплющивания электродов 14, механизм загибания электродов в крюч ки 15, механизм загрузки и зажима спиралей 16. После механизма загрузки и зажима спиралей установлен меха ни-зм съема смонтированных ножек 17. На цепном транспортере 4 установлен механизм геттерирования 18. Механизм выпрямления электродов 17 состоит из вертикально перемещающейся оси 19, на которой установлена П-образная рама 20. L На раме 20 с двух сторон установи лены губки 21 и 22 для захвата и выпрямления электродов в одной плоскости, в верхней части рамы 20 установлена пластина 23, разводящая элек троды в другой плоскости. Причем, губка 22 предназначена для обхвата электродов с наружной стороны, а губ ка 21 - для обхвата электродов с вну ренней стороны. Разведение и приведение губок 21 и 22 в рабочее положение осуществляется двухрычажным толкателем 24, сое диненным с приводом автомата. Механизм съема монтированных ноже содержит держатель ножки 25 с головкой 26, закрепленные на ступице кони ческой шестерни 27, свободной сидящей на рычаге 28. Коническая шестерня 27 находится в зацеплении с непод вижным относительно нее зубчатым сек тором 29. Автомат.работает следующим образом. Цикл работы автомата начинается с загрузки ножек в рабочие гнезда карусели 2 механизмом загрузки 5 в положении штенгелем вверх. В рабочую зону автомата ножки подаются цепным транспортером 3. Карусель 2 вращением передает ножку от одного исполнительного механизма к другому. После загрузки производится ориентация ножек загруженных в рабочие гнезда, и элект родов механизмом ориентации ножек и электродов 6. Это требуется для того чтобы плоскость лопатки ножки была перпендикулярна к радиусу карусели 2 При переходе карусели 2 к механизму выпрямления электродов 7 ось 19с П-о разной рамой 20 вместе с толкателем 24 поднимается, причем ось 19 и двухрычажный толкатель 24 имеют независимое друг от друга движение от распределительного вала привода, В результате этого при установившемся положении ножки все электроды перекрываются сбоку подвижными губками 21 и 22, Одновременно между электродами снизу заходит разводящая пластина 23, После этого П-образная рама 20 с губками 21 и 22 останавливается, а двухрычажный толкатель 24 продолжает движение наверх, вследствие чего губки 21 и 22 перекрываются. Одновременно разводящая пластина 23 разворачивается вокруг своей оси на 90°, что способствует разводу электродов (см,фиг,5), Затем П-образная рама 20 и двухрычажный толкатель 24 начинаиот движение вниз и таким образом способствуют выпрямлению электродов по всей длине. После того, как П-образная рама 20 с губками захвата и выпрямления электродов .21 и 22 остана.вливается, двухрычажный толкатель 24 продолжает двигаться вниз и разводит губки 21 и 22, а разводящая пластина 23 принимает исходное положение, В результате на ножке получаем заданные наладочные геометрические размеры, идентичные размерам отверстий пластины механизма Ьбрезки концов электродов 8, После процесса выпрямления электродов ножка подается к механизму обрезки концов электродов 8, который производит обрезку электродов на соответствующий размер, обусловленный технологией. Последовательность монтажа ножек такова, что сначала спираль укладывается на пару электродов, расположенных ближе к середине автомата, т.е. на внутреннюю пару электродов. Операциям, выполняе1чым на внутренней паре электродов,препятствует положение внешней пары электродов. Следовательно, пара внешних электродов должна быть отклонена с таким расчетом, чтобы не препятствовала операциям монтажа внутренней пары электродов. Эту функцию выполняет механизм отклонения внешней пары электродов 9. Затем механизм расплющивания электродов 10 производит расплющивание концов пары внутренних электродов, после чего механизм загибания электродов в крючки 11 осуществляет загибание крючка на лопатке электрода. Механизм загрузки и зажима спиралей 12 производит .укладку спиралей па крючки внутренней пары электродов и затем зажимает их, Следующую операцию - отгибание внешней, более длинной пары электродов обратно в вертикальное положение осуществляет механизм вертикального выпрямления внешней пары электродов 13, Механизм расплющивания электродов 14, механизм загибания электродов в крючки 15, механизм загрузки и зажима спиралей 16 осуществляют обработку внешних электродов для укладки и зажима спиралей. Указанные механизмы аналогичны механизмам, выполняюидам монтаж внутренней спирали. После механизма загрузки и зажима спиралей
16 смонтированная ножка вращением карусели 2 переносится к механизму съема смонтированной ножки 17,
При повороте рычага 28 коническая шестерня 27, а вместе с ней и голов .с
ка 26 с держателем ножки 25 поворачивается на 180° в вертикальной плоскости и устанавливает смонтированную ножку на цепном транспортере спиралью вварх.4п
Цепной транспортер 4 переносит ку к механизму геттерирования 18, где смонтированная ножка геттерируется, т.е. осуществляется покрытие .электродов геттерной суспензии, с помощью которой связывается оставшийся в лампе кислород при первом обжиге лампы.
Использование механизма выпрямления электродов и новой компоновки существующих узлов автомата для монтажа спиралей ламп накаливания позволяет увеличить выход годной продукции йа 10%, Автомат позволяет также улучшить услования работы обс луживающего персонала, связанного я отпадением необходимости визуального контроля за механизмом обрезки концов электродов.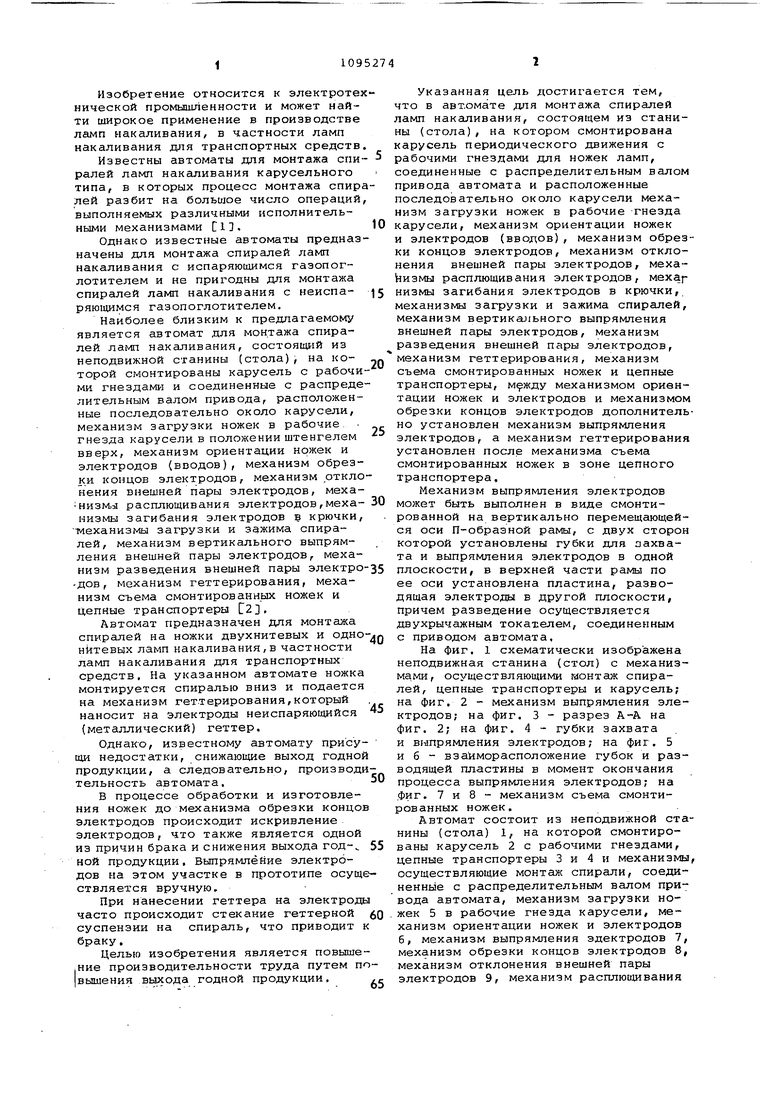
1. АВТСМАТ ДЛЯ МОНТАЖА СПИРАЛЕЙ ЛАМП НАКАЛИВАНИЯ, содержащий станину, на которой установлена карусель периодического движения с рабочими гнездами для ножек ламп, соединение с распределительньил валом привода автомата и расположенные последовательно около карусели механизм загрузки ножек в рабочие гнезда карусели, механизм ориентации ножек и электродов (вводов), механизм обрезки концов электродов, механизм отклонения внешней пары электродов, механизмы расплющивания электродов, механизмы загибания электродов в крючки, механизмы загрузки и зажима спира..13 , isiKA лей, механизм вертикального выпрямления внешней пары электродов,механизм раведения внешней пары электродов, механизм съема смонтированных ножек, а также механизм геттерирования и цепные транспортеры, отличающийся тем, что, с целью повышения производительности труда путем повышения выхода годной продукции, между механизмами ориентации ножек и электродов и механизмом обрезки концов электродов дополнительно установлен механизм выпрямления электродов, а механизм геттерирования установлен после механизма съема смонтированных ножек в зоне цепного транспортера.§ 2. Автомат по п. 1, отличаю(Л щий с я тем, что механизм выпрямления электродов выполнен в виде смонтированной на вертикально перемещающейся оси П-образной рамы, с двух сторон которой установлены губ- S ки для захвата и выпрямления электродов в одной плоскости, в верхней части рамы по ее оси установлена пластина, разводящая.электроды в другой плоскости, причем разведение и приведение в раеючее положение губок осуще ствляется двухрычажным толкателем, соединенным с приводом автомата.
А -4 .
21
сэ
22
ГЗх
срие.
f г//
К
И.
zizzizza
JD
х ххххх
I
дзие.6
25
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ульмишек Л.Г | |||
| Производство электрических ламп накаливания, Энергия, 1966, с | |||
| ПЛУГ С ВРАЩАЮЩИМИСЯ РАБОЧИМИ ПОВЕРХНОСТЯМИ | 1925 |
|
SU432A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Техническое описание , Модель LS фирмы Тунгсрам, ВНР. | |||
