Известны слособы крепления смен1 ых р чьевых вставок в корпусе штампа запрессовкой вставки в корпус, креплением ее .м и др.. обладающие рядом существенных недостатков, главными из которых являются: снижение срока службы штампа в результате возникающих перенапряжений (прессовая посадка), увеличение габаритов (крепление клином) и другие. Кро.ме того, эти способы не всегда обеспечивают наделсное крепление вставки.
Предлагаемый способ крепления сменной ручьевой вставки в щтампе не имеет этих недостатков; он заключается в том, что вставку в корпусе устанавливают с зазором и соединяют при помощи внутреннего кольцевого шарикового замка.
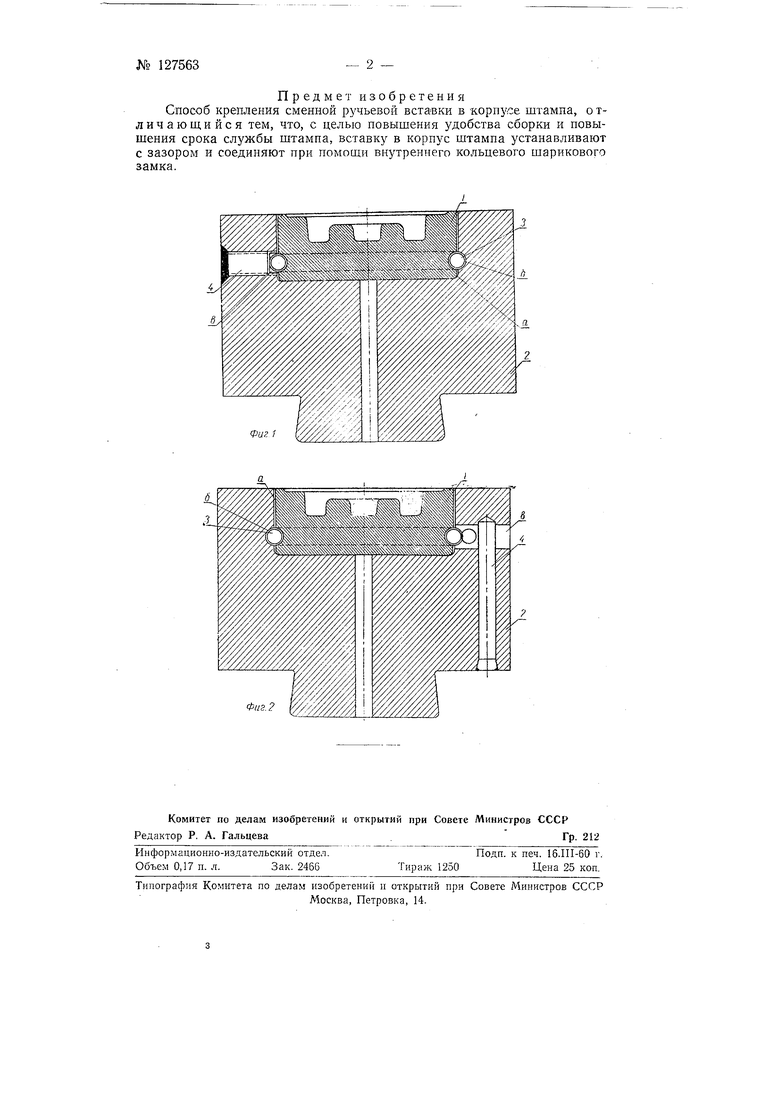
На фиг- 1 изображен в вертикальном разрезе корпус с укренленной в нем вставкой с пробкой, вводимой сбоку; на фиг. 2 - то же, с пробкой, вводимой со стороны хвостовика корпуса.
Вставка Л входит в гнездо корпуса 2, выполненное но форме вставки с зазором а. В стенке гнезда и по периферии вставки прорезаны полусферические канавки б радиусом, превышающим радиус шарика 3 на 0,25 мм, что после посадки вставки в гнездо создает между шариками н сферической канавкой зазор в 0,5 мм на диаметр. Для заправки шариков в сферическую канавку, в корнусе, по оси канавки, выполнено отверстие в диаметром в 1,5-2 раза превышающим диаметр шарика. Отверстие имеет резьбу для ввинчивания пробки 4.
При заправке шариков в канавку корпус наклоняют на 45 . После заполнения канавки шариками ввинчивается пробка и производится заварка отверстия.
Вариант с введением пробки со стороны хвостовика (в тех случаях, когда это возможно) предотвращает возможность самопроизвольного выпадания пробки во время работы.
В собранном виде вставка прочно удерживается в корпусе штампа шариковым замком. В процессе работы, в результате более интенсивного нагрева вставки по сравнению с корпусом, зазор между ними значительно сокращается.
Предмет изобретения
Способ крепления сменной ручьевой вставки в корпусе штампа, о тличающийся тем, что, с целью повышения удобства сборки и повышения срока службы штампа, вставку в корпус штампа устанавливают с зазором и соединяют при помоши внутреннего кольпевого шарикового замка.
Фиг 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ШТАМП ДЛЯ ОБЪЕМНОЙ ГОРЯЧЕЙ ШТАМПОВКИ | 1990 |
|
RU2005573C1 |
| СПОСОБ КРЕПЛЕНИЯ КРУПНОГАБАРИТНЫХ РУЧЬЕВЫХ ВСТАВОК В КОРПУСЕ ШТАМПА | 1971 |
|
SU311694A1 |
| Штамп для горячей штамповки | 1985 |
|
SU1311833A1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1991 |
|
RU2007248C1 |
| Соединение охватываемой и охватывающей деталей | 1991 |
|
SU1805231A1 |
| УСТРОЙСТВО ДЛЯ ТРИБОТЕХНИЧЕСКИХ ИСПЫТАНИЙ МАТЕРИАЛОВ | 2011 |
|
RU2482464C2 |
| ЗАДВИЖКА | 2004 |
|
RU2246653C1 |
| ДЕРЖАТЕЛЬ БЫСТРОСМЕННОГО ИНСТРУМЕНТА С МЕХАНИЗМОМ РЕГУЛИРОВКИ ВЫСОТЫ ЦЕНТРА (ВАРИАНТЫ) | 1993 |
|
RU2102195C1 |
| КОМПЛЕКТ ОПОРНО-БАЗИРУЮЩИХ ГНЕЗД ПОД МЕХАНИЧЕСКИ ЗАКРЕПЛЯЕМЫЕ ПЕРЕТОЧЕННЫЕ РЕЖУЩИЕ ПЛАСТИНЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2217268C2 |
| ЗАДВИЖКА | 2003 |
|
RU2228474C1 |
