ю
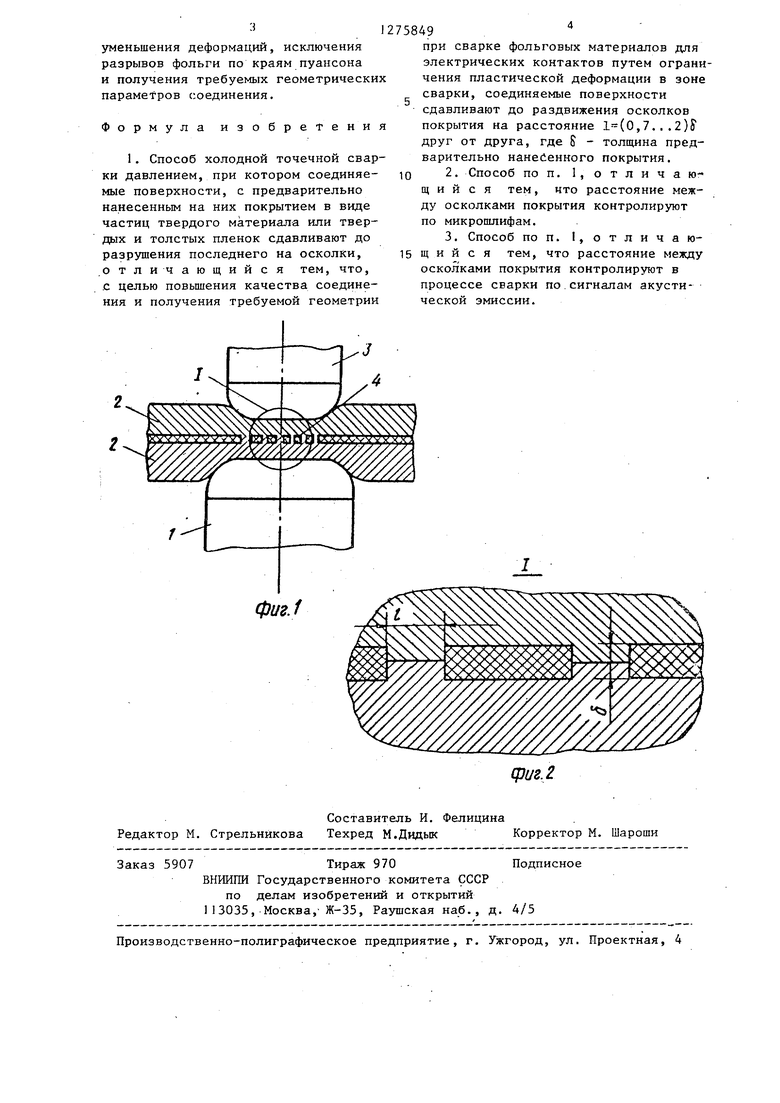
vj Oi 00 Изобретение относится к сварке, в частности, к холодной сварке фольговых материалов для изготовления электрических контактов радиотехнических деталей: выводов трансформатЬров, конденсаторов и т.д., которые изготавливаются из алюминиевой фольги с толстой оксидной и др. диэлектрической пленкой. Целью изобретения является повыше ние качества соединения и получение требуемой геометрии путем ограничения пластической деформации в зоне сварки. На фиг. 1 показана схема сварки соединения из фольговых материалов; на фиг. 2 - фрагмент соединения, когда в процессе сварки осколки пред варительно нанесенной пленки раздвинуты . Схема содержит нижний пуансон i, соединеняемые фольговые материалы 2 верхний пуансон 3, осколки4 нанесен ной, разрушенной, а затем раздвинут пленки. На схеме,даны обозначения, где: о - толщина слоя нанесенной перед сваркой пленки, мкм; t - расстояние между раздвинутыми осколками пленки, мкм. Способ осуществляют следующим образом. Электрический контакт, состоящий из фольговых материалов 2, помещают между нижним 1 и верхним 3 пуансонами и с помощью пресса (не показан) сдавливают. При этом нанесенная на поверхность фольговых материалов 2 твердая толстая пленка разрушается на осколки 4, которые в процессе сварки раздвигаются на расстояние 1(0,7-2), где S - толщина предварительно нанесенной пленки в мкм. В личину давления, которое передают на пуансоны, перед каждой партией изготовления электрических контакто например для трансформаторов, опред ляют заранее на образцах, которые сваривают, затем изготовляют микрошлифы, где хорошо видны ра.сстояния между осколками пленки, которы:е лег замеряют с помощью оптического микро скопа. Данный способ сварки мо:«но легко контролировать и регулировать с помощью регистратора акустических сигналов, которые возникают при разрушении нанесенной на фольговые мате риалы 2 пленки и по этим сигналам 92 с помощью-обратной связи поддерживать оптимапьные параметры процесса сварки, т.е. данный способ можно автоматизировать. Пример. Была проведена холодная точечная сварка давлением электрических контактов выводов трансформаторов, катушки которых намотаны из фольги алюминия толщиной 18 мкм, с предварительно нанесенной оксидной пленкой 8 7 мкм с медной фольгой толщиной 60 мкм. Сварку проводили на установке, состоящей из пресса ПШ-2М, намоточного устройства НП-2, регистратора акустических сигналов РАЭС-3, с помощью многоточечных плоских пуансонов при удельном сварочном давлении 1800 МПа. Качество соединения оценивали по данным металлографического анализа, при этом определяли соотношение 1/6 по микрошлаку соединения, а также измеряли электросопротивление контактов R после сварки. Полученные результаты приведены ниже, По техническим требованиям R должно быть равно (3-б) , если ,7S, зона, сварки не полностью превращается в очаг локализации деформации и участков, в которых произойдет сварка, будет меньше, чем участков в которых, она не произойдет. Поэтому, хотя разрушение пленки про- . изошло, соединения не получилось и электросопротивление контакта будет больше.. Если , то зона сварки полностью превратится в очаг локализации деформации, а по краям пуансонов даже произойдет частичное разрушение фольги, которое можно объяснить вырождением зойы локализации деформации в узкую тороидальную форму с заклиниванием конусов скольжения. Такие разрушения фольги также приводят к увеличению электросо- противления контактов. То есть в обоих случаях качество сварного соединения ухудшается. Раздвижение осколков пленок на расстояние, равное (0,7-2)8, позволяет повысить качество сварного соединения и особенно при сварке фольг с толщиной, соизмеримой с толщинами наносимых на них пленок, за счет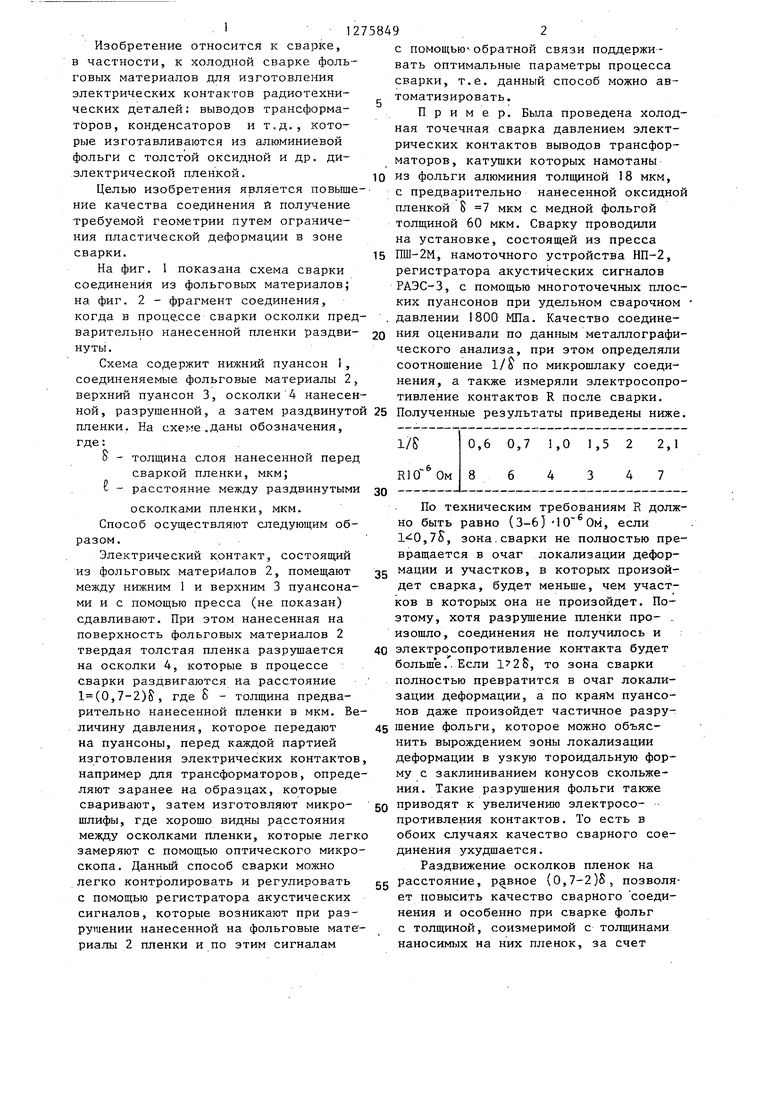
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ | 1989 |
|
SU1727293A1 |
| Пуансон для холодной сварки фольги | 1987 |
|
SU1476744A1 |
| Способ диффузионной сварки | 1980 |
|
SU893469A1 |
| Способ холодной сварки давлением алюминиевой и медной фольги | 1986 |
|
SU1400825A1 |
| Первичный преобразователь гигрометра точки росы | 1989 |
|
SU1711057A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ | 2002 |
|
RU2231939C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНДЕНСАТОРА | 1990 |
|
RU2022387C1 |
| ВЫСОКОВОЛЬТНЫЙ ТОНКОПЛЕНОЧНЫЙ КОНДЕНСАТОР | 2024 |
|
RU2831110C1 |
| Способ диффузионной сварки и устройство для его осуществления | 1986 |
|
SU1449287A1 |
| МНОГОСЛОЙНЫЙ АНОД | 2007 |
|
RU2339110C1 |
Изобретение относится к холодной сварке преимущественно фольговых материалов для электрических контактов. Целью изобретения является повышение качества соединения и получение требуемой геометрии путем ограничения пластической деформации в зоне сварки. На соединяемые поверхности перед сваркой наносят покрьпие и виде частиц твердого материала или твердых и толстых пленок, в прогессе сварки свариваемые поверхности сдавливают до разрушения покрытия ил ссколки и раздвижения их на расе ояние ,1
| Способ холодной сварки | 1961 |
|
SU145827A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Айбидер С.Б | |||
| и др | |||
| Холодная сварка металлов с применением твердых мелкодисперсных частиц | |||
| Сварочное производство,1964, № 10, с | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
