Изобретение относится к сварке, а именно к устройствам холодной сварки давлением фольговых материалов для изготовления электрических контактов радиотехнических деталей, и может быть использовано для сварки выводов трансформаторов ич медной и алюминиевой фольги, покрытой оксидным слоем, в электротехнической и авиационной промышленности.
Целью изобретения является повышение качества точечном сварки фольги за счет увеличения числа сварочных точек на ограниченной площади фольги под сварку.
На чертеже приведена конструкция пуансона для холодной сварки фольги.
Пуансон для сварки фольги 1 имеет основание 2 и сварочные выступы 3, высота которых больше утроенной толщины свариваемой фольги. Боковые п- верхности сварочных выступов вы- гмчнены в виде кривых, образованных с опряжением двух дуг, одна из которых сопряжена с основанием, а другая - с рабочей поверхностью выступов: раN& 1 оэ
4 4Ь
14
дпуги сопряжении гттп ртгтлгнно г и R. Расстояние- L между точками сопряжения дуг соседних выступов составляет 2,5-3,5 радиуса г дуги, со- пряженной с основанием. Соседние выступы образуют периферийную зону 4.
При сварке фольги в процессе пластической деформации металл фоль- ги выдавливается сварочными выступами 3 в периферийную зону 4. Выдавливание металла происходит по обтекаемым радиусам закругления г и R, что предотвращает прорезание фольги и прилипание ее к выступам пуансона.
г
Если L меньше 2,5 т,плоскость основания между сварочными выступами приближается к окружности, что обусловливает возникновение концент- ратора напряжений при сварке в точке соединения радиусов закругления двух соседних выступов, Это ведет к износу инструмента, прилипанию фоль- ги к пуансону в точке концентрации напряжений, ухудшению качества сварки,
Если L больше 3,5 г, не все пространство между св-арочными выступами заполняется выдавленным металлом, и поэтому не создается достаточное сопротивление деформации. В этом случае не обеспечивается удельное давление, необходимое для схватывания контактных поверхностей
Пример. Испытания пуансона были проведены при холодной сварке давлением электрических контактов выводов трансформаторов, катушки которых намотаны из алюминиевой фольги толщиной S - 200 мкм, на которую предварительно нанесена оксидная пленка мкм с медной фольгой толщиной $ 60 мкм. Сварочные выступы высотой 1 ми выполнены после- довательно на расстоянии L, равном от 1,5 до 4,5 радиуса г дуги сопряжения боковой поверхности выступа с основанием. Сварку осуществляли на
преете: типа ТШ-2М давлением 7,35 103 кН. Качество соединения оценивали по данным металлографического анализа, подсчитывая площадь схватывания,и визуально, осматривал рабочую поверхность пуансона и-фольги после сварки.
Результаты испытаний приведены . в таблице.
Ь/г 1,5 2 2,5 3,5 4 4,5
S, % 30 42 50 60 40 25
По техническим требованиям некондиционными считаются соединения, площадь схватывания которых S 630%.
Конфигурация профиля боковой поверхности выступов пуансона позволяет повысить качество сварки за счет уменьшения количества дефектов (надрывов фольги и прихватывания к инструменту), рациональный выбор расстояния между выступами позволяет увеличить число сварочных точек и суммарную площадь сварного соединения на единице поверхности.
Формула изобретения
Пуансон для холодной сварки фольги, выполненный в виде основания с выступами, отличающий с,я тем, что, с целью повышения качества сварки, профиль боковой поверхности каждого выступа выполнен в виде кривой, образованной сопряжением двух дуг, одна из которых сопряжена с поверхностью основания, а другая - с рабочей поверхностью выступа, при этом расстояние между соседними выступами, измеренное в точках сопряжения дуг, составляет 2,5...3,5 радиуса дуги, сопряженной с основанием
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ | 1989 |
|
SU1727293A1 |
| Способ диффузионной сварки | 1980 |
|
SU893469A1 |
| Способ холодной точечной сварки давлением | 1985 |
|
SU1275849A1 |
| Пуансон для холодной сварки | 1979 |
|
SU854647A1 |
| Пуансон для холодной сварки | 1986 |
|
SU1415584A2 |
| Способ холодной сварки давлением алюминиевой и медной фольги | 1986 |
|
SU1400825A1 |
| Способ лазерной сварки вакуумно-плотных кольцевых, спиральных и прямолинейных швов металлических деталей и устройство для его осуществления | 2019 |
|
RU2715930C1 |
| Способ отбраковки сварных соединений при сварке давлением | 1987 |
|
SU1470047A1 |
| Клещи для холодной точечной сварки | 1990 |
|
SU1808579A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА С ИЗНОСОСТОЙКОЙ ВСТАВКОЙ | 2001 |
|
RU2187416C1 |
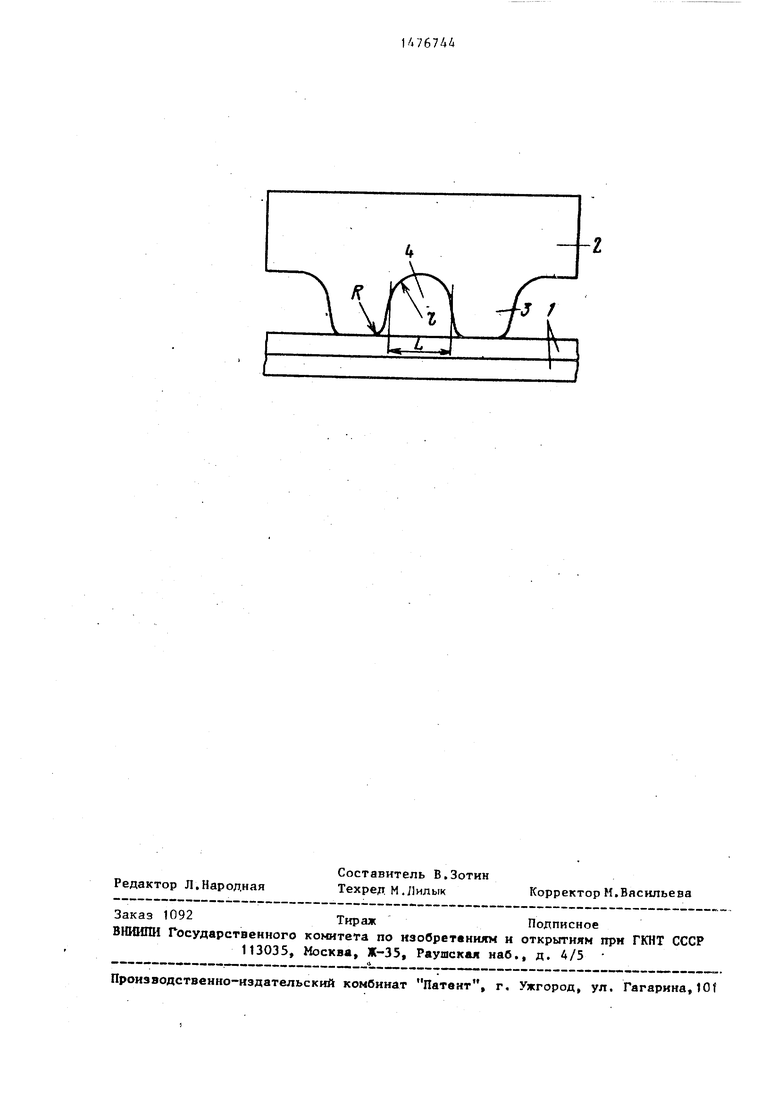
Изобретение относится к оборудованию дпя спарки давлением фольги и может быть использовано для изготовления электрических контактов, в частности для сварки выводов транс- Форматоров из медной и алюминиевой фолыч), покрытой оксидным слоем, применяемых в электротехнической и авиационной промышленности. Цель изобретения - повышение качества точечной сварки фольги. Пуансон для холодной сварки фольги выполнен в виде основания 2 со сварочными выступами 3, высота которых больше утроенной толщины свариваемой фольги 1. Профили боковых поверхностей выступов - представляют собой кривую, образованную сопряжением двух дуг. Одна дуга сопряжена с поверхностью основания, а другая - с рабочей поверхностью выступа. Расстояние между выступами, измеренное в точках сопряжения дуг, соответствует 2,5-3,5 радиуса дуги, сопряженной с основанием. Конфигурация профиля боковой поверхности выступов пуансона позволяет повысить- качество сварки за счет уменьшения количества дефектов (надрывов фольги и прихватывания к инструменту). Рациональный выбор расстояния между выступами позволяет увеличить суммарную площадь сварного соединения на единице поверхности. 1 ил., 1 табл. да (Л
| Баранов И.Б.Холодная сварка пластичных металлов | |||
| JI.: Машиностроение, 1969, с | |||
| Способ получения морфия из опия | 1922 |
|
SU127A1 |
| Пуансон для холодной сварки | 1986 |
|
SU1415584A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
