Изобретение относится к способам сварки давлением, в частности к холодной сварке фольговых материалов, может применяться при сварке давлением материалов, хотя бы один из которых имеет хрупкое покрытие.
Предлагаемый способ сварки может быть использован, например, в авиационной, энергетической промышленности, а также в радиотехнической для изготовления трансформаторов.
Известен способ определения качества сварного шва, по которому регистрируют сигналы акустической эмиссии (АЭ), считывают их в трех временных диапазонах, а затем сравнивают с заранее установленной величиной.
Недостатком этого способа является невозможность использования его в процессе сварки изделий.
Известен способ холодной сварки давлением алюминиевой и медной фольги, по которому алюминиевую и медную фольгу сдавливают с возрастающей нагрузкой, фиксируют момент начала возникновения сигналов акустической эмиссии, регистрируют в процессе сварки, начиная с этого момента времени, сигналы, превышающие заданный порог амплитуды, считают их, судят о качестве сварного соединения по результатам акустикоэмиссионного контроля.
Недостатком указанного способа является то, что акустикоэмиссионный контроль осуществляется после проведения сварки, поэтому нельзя управлять процессом сварки с целью улучшения качества сварного соединения.
Наиболее близким техническим решением к предлагаемому является способ холодной сварки давлением алюминиевой и медной фольги, по которому пуансоном сдавливают фольгу с возрастающей нагрузкой, в процессе сдавливания регистрируют скорость счета сигналов акустической эмиссии, возникающих в результате разрушения оксидного слоя алюминия, определяют давление Рв, соответствующее максимальной скорости счета, снимают внешнее давление при достижении максимальной нагрузки, определяемой по соотношению Рмакс= 5-10 Р.
Недостатком этого способа является низкое качество и стабильность параметров сварных соединений, высокий процент неисправимого брака.
Цель изобретения - повышение качества сварного соединения вследствие повышения прочности и понижения электросопротивления.
Для этого в способе холодной сварки разнородных материалов, преимущественно фольги, при котором свариваемые поверхности деталей подготавливают, детали, покрытые хрупким слоем, размещают между пуансонами сварочной машины и сжимают нарастающим давлением, регистрируют скорость прохождения сигналов акустической эмиссии, амплитуда которых превышает заданную и после достижения определенной величины скорости давление снимают после достижения Р1, которое выбирают из выражения Р1= Р2+А, где Р2 - давление, соответствующее прекращению прохождения сигналов; А - экспериментальная постоянная, зависящая в основном от природы свариваемых материалов, а также сварочных оборудования и оснастки.
На чертеже показана схема сварки алюминиевой фольги с хрупким слоем с медной фольгой в соответствии с предлагаемым способом.
На чертеже изображены свариваемые фольги 1, нагружающее устройство 2, имеющие пуансон 3 и матрицу 4, датчик 5 давления и счетчик 6 давления. На матрице 4 установлен датчик 7 акустической эмиссии. Датчик 7 подключен к аппаратуре (регистратор АЭ сигналов), которая снабжена счетчиком 9 и индикатором 10 скорости сигналов акустической эмиссии. В качестве нагружающего устройства использовали пресс-твердомер ТШ-2М.
П р и м е р. Проводили холодную сварку алюминиевой фольги с хрупким слоем обмоток трансформаторов с выводами из медной фольги. Рабочие детали устанавливали между матрицей 4 и пуансоном 3 и включали нагружающее устройство 2, аппаратуру АЭ 8. В процессе нагружения информация с датчиков 5 и 8 поступала на счетчики 6 и 9 соответственно. По окончании следования сигналов акустической эмиссии (скорости АЭ равна нулю) на индикаторе 10 фиксировали давление Р2 по счетчику 6. После этого определяли давление сварки (МПа) Р1= Р2+А, где А - экспериментальная постоянная.
Экспериментально получено, что для пары металлов Cu-A коэффициент A= 5. Физический смысл Р2 заключается в том, что это давление, при котором происходит наиболее полное разрушение поверхностного слоя (окончание разрушения соответствует прекращению сигналов АЭ), что необходимо для получения максимальной площади S схватывания и минимальной электросопротивления R. Физический смысл А заключается в том, что это дополнительное давление, необходимое для миграции образовавшихся осколков хрупкого слоя на расстояние L, достаточное для сближения и схватывания поверхностей свариваемых металлов.
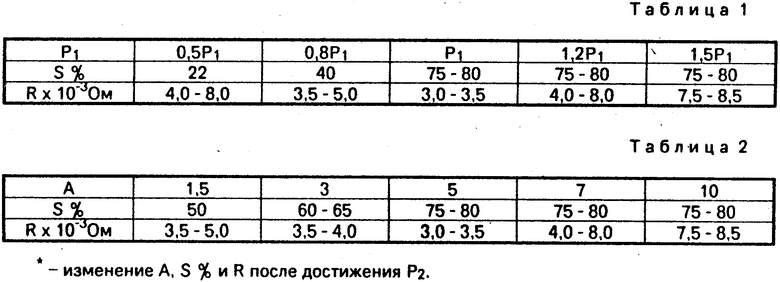
Результаты сварки деталей по предлагаемому способу приведены в табл. 1 и 2.
Площадь схватывания S % определяли металлографическим путем по известному способу контроля качества сварного соединения разнородных металлов.
Металлографический анализ показывает, что при давлении Р<Р1, хрупкий слой разрушается полностью, что приводит к низким S. При P>P1 происходит разрушение (продавливание) свариваемых материалов, что выражается в увеличении R. При Р= Р1 имеют наибольшее значение S и наименьшее R. Наблюдается наилучшее размельчение осколков хрупкого слоя и отсутствие разрушения свариваемых материалов.
Если А<5, расстояние между осколками хрупкого слоя недостаточно для образования, если А>5, S увеличивается незначительно, а R резко увеличивается, что связано с разрушением свариваемых материалов. Экспериментально установлено, что при A= 5, когда Sмакс и Rмин, L= (3-5) α , где α - толщина хрупкого слоя.
Изобретение позволяет повысить качество сварных соединений на 20% , что позволяет сократить неисправимый брак на 30% по сравнению с прототипом. (56) Авторское свидетельство СССР N 1381858, кл. В 23 K 20/00, 1985.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ холодной сварки давлением алюминиевой и медной фольги | 1986 |
|
SU1400825A1 |
| СПОСОБ ХОЛОДНОЙ СВАРКИ | 1985 |
|
SU1381858A1 |
| СПОСОБ ОТБРАКОВКИ СВАРНЫХ СОЕДИНЕНИЙ ПРИ СВАРКЕ ДАВЛЕНИЕМ | 1985 |
|
SU1380432A1 |
| Способ отбраковки сварных соединений при сварке давлением | 1987 |
|
SU1470047A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПРОЦЕССА ИНДУКЦИОННОЙ СВАРКИ | 1998 |
|
RU2139531C1 |
| Способ холодной точечной сварки давлением | 1985 |
|
SU1275849A1 |
| Способ диффузионной сварки | 1980 |
|
SU893469A1 |
| СПОСОБ СОЕДИНЕНИЯ ПРОВОДОВ ИЗ МАТЕРИАЛОВ С РАЗЛИЧНЫМИ ФИЗИКО-МЕХАНИЧЕСКИМИ СВОЙСТВАМИ | 1993 |
|
RU2072286C1 |
| СПОСОБ ХОЛОДНОЙ ШОВНОЙ СВАРКИ | 1992 |
|
RU2023558C1 |
| Способ контроля качества сварного шва | 1977 |
|
SU785743A1 |
Использование: холодная сварка разнородных металлов с повышением прочности и понижением электрического сопротивления. Сущность изобретения: в процессе сварки давление увеличивают и регистрируют скорость прохождения сигналов акустической эмиссии, амплитуда которых превышает заданную. Давление снимают после достижения определенной величины скорости прохождения этих сигналов. Оптимизируются условия образования соединения. 1 ил. , 2 табл.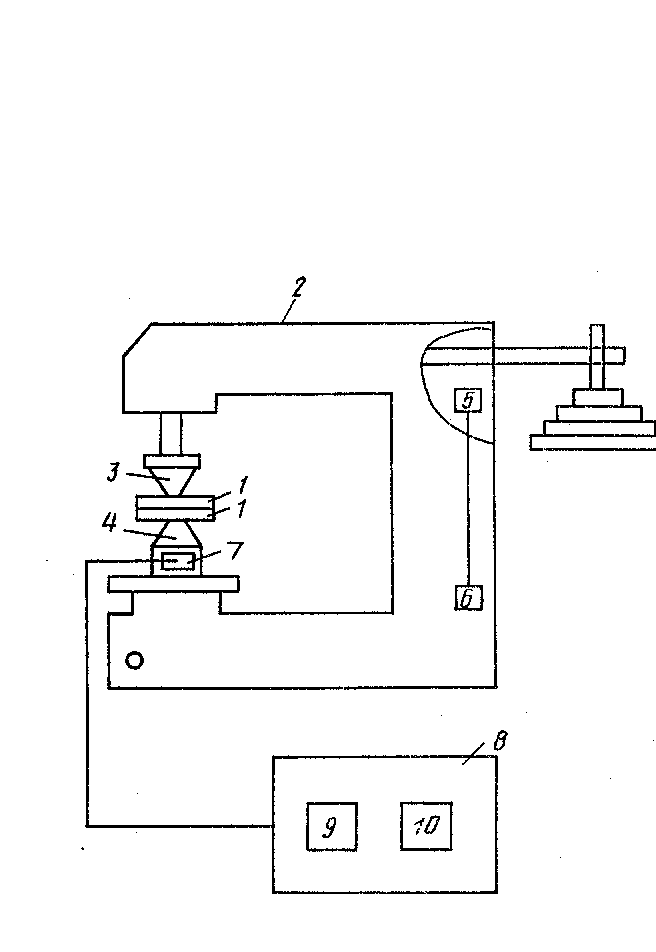
СПОСОБ ХОЛОДНОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ, при котором свариваемые поверхности деталей подготавливают, детали размещают между пуансонами сварочной машины и сжимают возрастающим давлением сварки, при этом регистрируют прохождение сигналов акустической эмиссии, амплитуда которых превышает заданную, а затем в зависимости от характера этих сигналов снимают давление сварки, отличающийся тем, что, с целью повышения качества сварного соединения вследствие повышения прочности и понижения электрического сопротивления, давление снимают после достижения им величины P1, которую выбирают из выражения
P1 = P2 + A,
где P2 - давление, соответствующее прекращению прохождения сигналов акустической эмиссии;
A - экспериментальная постоянная, зависящая в основном от природы свариваемых металлов, сварочных машины и оснастки.
