Изобретение относится к сварочной технике, а именно к контактной стыковой сварке оплавлением полос, и может быть использовано в сварочных комплексах, установленных в высокопроизводительных агрегатах травления, укрупнения рулонов перед холодной прокаткой, профилегибочных и трубных станах, где сваркой обеспечивается непрерывность процесса переработки полос, а сварные соединения прокатывают или формуют вместе с полосами.
При этом необходимым условием для успешной переработки полос (безобрывности при холодной прокатке или горячем редуцировании труб) является тщательная зачистка соединений от грата, состоящего из малопластичного шлака и высаженного при осадке металла стыка.
Целью изобретения является повышение качества зачистки соединения полос при контактной стыковой сварке оп лавлением и повышение качества зачистки при одновременном увеличении долго вечности резцов.
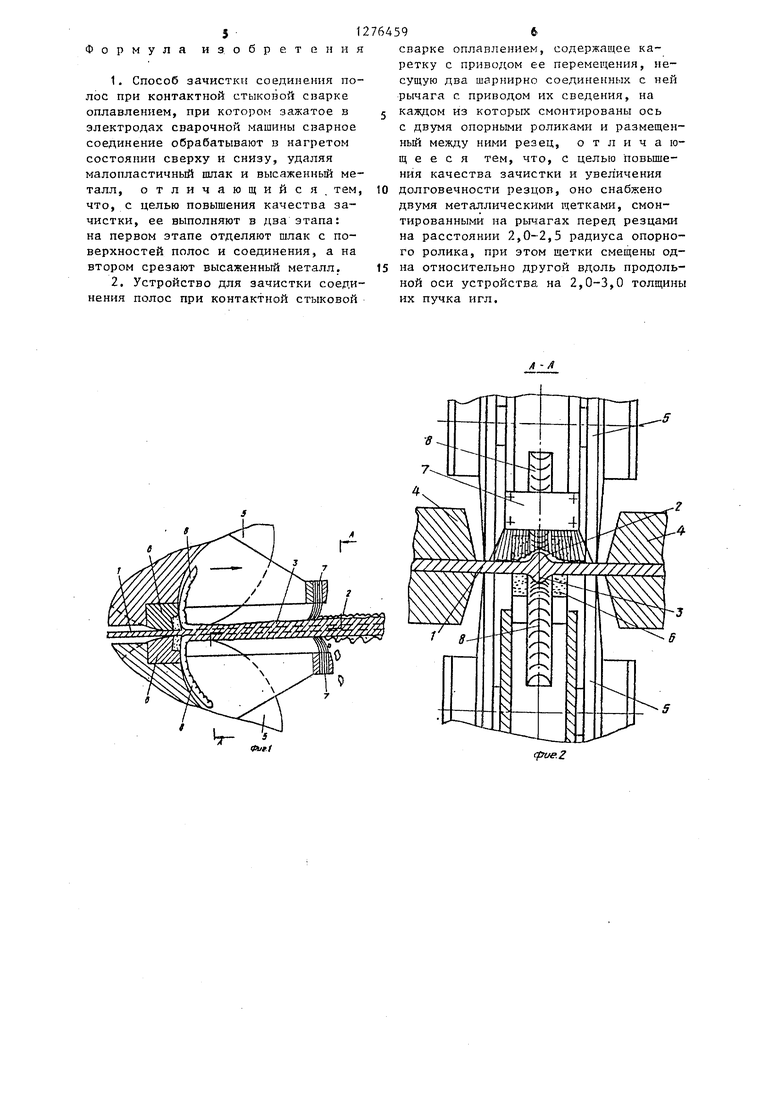
На фиг.1 изображен участок сварног соединения полос в момент зачистки, продольньй разрез; на фиг.2 - то же, поперечный разрез (разрез А-А на фиг..1); на фиг.З - предлагаемое устройство, вид сбоку; на фиг.4 - узел опорных роликов и резцов, вид сбоку, на фиг.З - то же, поперечный разрез (сечение Б-Б на фиг.4, повернуто).
Стыковая сварка полос оплавлением состоит из двух фаз: оплавления, при котором происходят интенсивный выброс капель расплавленного металла и разогрев торцов полос, и осадки, при которой происходит вьиавливание нагретого металла торцов и формирование соединения. В результате первой фазы (оплавления) на поверхности полос 1 вблизи стыка образуется малопластичный пшак 2 в виде спекшихся частиц расплава и окислов, а после осадки в стыке образуется усиление 3 из высаженного металла.
После сварки электроды 4 сварочной машины быстро отводят на расстояние, достаточное для прохождения опорных роликов 5 устройства для зачистки соесоединения полос, а стык устанавливают посередине напротив резца 6 и за;Жимают электродами 4 полосы 1. Так как перехват осуществляется за время не более 5 с, соединение не успевает
охладиться и зачистка осуществляется в нагретом состоянии.
При этом зачистку производят в дв этапа: вначале отделяют малопластичньй шлак 2 и наплывы расплава стыка металлическими щетками 7, а затем срезают резцами 6 усиление 3. Оставшиеся на верхней поверхности полос мелкие частицы шлака вьщувают сжатым воздухом, подаваемым в зону реза, а чистая сливная стружка 8 направляетс передней гранью резца в стружкоприемник (не показан).
Таким образом, разделение операци зачистки соединения полос на два этапа, в первом из которых отделяют шла с поверхностей полос и соединения, а на втором - срезают чистый нагретый высаженный металл стыка, обеспечивае качественную зачистку соединения по всей его длине.
Устройство для зачистки соединения полос при контактной стыковой сварке оплавлением содержит каретку 9, привод 10 ее перемещения, два шарнирно соединенных с кареткой 9 рычага 11, на каждом из которых смонтированы оси 12 с двумя опорными роликами 5 и расположенными между ними резцами 6. Перед резцами 6 на рычагах 11 установлены две металлические щетки 7. Каретка 9 направляющими роликами. 13 опирается на станину 14. Ее привод 10 перемещения выполнен в виде гидроцилиндра. Задние концы рычагов соединены гидроцилчндром 15, предназначенным для сведения и разведения опорных роликов 5 с резцами 6. Резцы жестко прикреплены болтами 16 к смонтированным на передних концах рычагов кронштейнам 17, передняя поверхность которых является продолжением передней грани резцов 6 и служит для отвода стружки. Оси 12 вьшолнены с эксцентриситетом е относительно своих цапф 18 и установлены в расточках кронштейнов 17. На цапфах 18 осей 12 на подшипниках 19 смонтированы опорные ролики 5. Для регулирования положения опорных роликов 5 по высоте относительно режущей кромки резцов 6 с осями 12 жестко соединены поворотные рычаги 20 с фиксирующими резьбовыми рукоятками 21. Для размещения поворотных рычагов 20 в кронштейнах 17 выполнены пазы 22. К кронштейнам 17 прикреплены по обе стороны от резцов 6 выступающие перед опорными ро3ликами 5 щеки 23, На передней части щек 23 закреплены металлические щетки 7 в виде пучков 24, 25 и 26 сталь ных игл. При этом пучки 25 предназначены для отделения малопластичного шлака с поверхностей сварного соединения и полос вблизистыка, а пучки 24 и 26 - для зачистки боковых гране электродов сварочной машины. Расстоя ние закрепления щеток 7 от резцов 6 не превышает 2,0-2,5 радиусов опорны роликов 5 и выбирается из условия свободного прохода и удаления в конце реза стружки, длина которой при зачистке широких (1200-1700 мм) поло достигает с учетом усадки 500 мм. Bepkняя и нижняя шетки 7 смещены одна относительно другой на 2,0-3,0 толщины пучка игл для предотвращения их запутывания при сведении рьиа гов 11 до зачистки, В кронштейнах 17 выполнены каналы 27 для подвода через штуцер 28 и резиновьй ш.панг 29 (на, фиг.4 показан не полностью) сжатого воздуха в зону резания, Устройство работает следующим образом. Перед работой предварительно наст раивают опорные ролики 5 относительно неподвижно закрепленных резцов 6. Для этого ослабляют резьбовые рукоятки 21, поворотом рычагов 20 и вместе с ними эксцентриковых осей 1 изменяют положение образующей (лини контакта с полосами) опорных ролико 5 относительно неподвижной режущей кромки резцов 6 в зависимости от тех нологических требований к глубине зачистки соединений. Затем фиксируют в нужном положении поворотные рычаги 20 затяжкой резьбовых рукояток 21. После сварки и перезажатия (перехвата) соединения в электродах 4, необходимого для обеспечения свободного прохода опорных роликов 5с резцами 6 в промежутке между электродами 4, включают привод 10 перемещения каретки 9. Каретка 9 вместе со сведенными гидроцилиндром 15 рычагами 11 перемещается по станине 14 к зачищаемому (соединению 30, зажатому в электродах 4-сварочной машины. Первыми в контакт с полосами 1 соединением 30 и электродами 4 вступают металлические щетки 7, вначале одна, потом другая, которые производят отделение малопластичного шлака 2 и зачистку боковых поверхностей 594 -электродов 4, Частицы ишака с ниж}1их поверхностей полос 1 и соединения 30, а также боковых поверхностей нижних электродов 4 падают в зазор между электродами 4, а с верхней поверхности полос 1 они сдуваются сжатым воздухом, поступающим по каналу 27 в кронштейргах 17, Таким образом, перед срезанием высаженного металла с помощью резцов 6 созданы наиболее благоприятные условия для образования сливнор стружки. Затем на зачищенные от шлака поверхности полос 1 вкатываются опорные ролики 5, которые определяют глубину зачистки, так как являются базо11 для режущих кромок резцов 6 относительно поверхностей полос 1, Резцы 6, в зависимости от настройки опорных роликов 5, срезают усиление 3 в стыке заподлицо с поверхностями полос 1 ши с заглублением на заранее заданную величину. Отходящая от нижнего резца 6 слпвная стружка 8 горячего пластичного металла направляется передними гранями резца 6 и кронштейна 17 в Зазор между щеками 23 и нижней щеткой 7, свободно проходит в нем и падает в конце реза в короб (не показан). Верхняя стружка 8, удерживаемая (также как и П1Жняя) от бокового смещения и попадания под опорные ролики 5 щеками 23, направляется передними гранями резца 6 и кронштейна 17 в стружкоулавливатель (не показан). После зачистки привод 10 каретки 9 переключается на реверс и устройство возвращается в исходное положение. Предлагаемые способ и устройство позволяют значительно повысить качестйо зачистки за счет образования сливной CTp oKKij на всей длине соединения, исключают возможность пропусков реза пз-за попадания стружки и частиц шлака под опорные ролики, увеличивают долговечность резцов иобеспечнвают зачистку на требуемую , заранее настроенную величину. За счет повышения качества зачисти снижаются обрывы сварных соедиений при их последующей прокатке римерно вдвое, что приводит к снижеию простоев прокатных станов из-за орывов и позволяет увеличить их роизводительность. б р е т е и и я Формула и 1.Способ эачистк соединения полос при контактной стыковой сварке оплавлением, при котором зажатое в электродах сварочной машины сварное соединение обрабатывают в нагретом состоянии сверху и снизу, удаляя малопластичный шлак и высаженньй металл, отличающийся, тем, что, с целью повышения качества зачистки, ее выполняют в два этапа: на первом этапе отделяют шлак с поверхностей полос и соединения, а на втором срезают высаженный металл. 2.Устройство для зачистки соединения полос при контактной стыковой 1 9 сварке оплавлением, содержащее каретку с приводом ее перемещения, несущую два шарнирно соединенных с ней рьгаага с приводом их сведения, на каждом из которых смонтированы ось с двумя опорными роликами и размещенный между ними резец, о т л и ч а ющ е е с я тем, что, с целью повьшения качества зачистки и увеличения долговечности резцов, оно снабжено двумя металлическими щетками, смонтированными на рычагах перед резцами на расстоянии 2,0-2,5 радиуса опорного ролика, при этом щетки смещены одна относительно другой вдоль продольной оси устройства на 2,0-3,0 толщины их пучка игл.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЧИСТКИ ЭЛЕКТРОДОВ СВАРОЧНОЙ МАШИНЫ ГРАТОСНИМАТЕЛЕМ | 2011 |
|
RU2471598C1 |
| РЕЗЦОВЫЙ ГРАТОСНИМАТЕЛЬ СВАРОЧНОЙ МАШИНЫ | 2011 |
|
RU2471599C1 |
| РЕЗЦОВЫЙ УЗЕЛ ГРАТОСНИМАТЕЛЯ СВАРОЧНОЙ МАШИНЫ | 2011 |
|
RU2471597C1 |
| Резцовая головка гратоснимателя | 1982 |
|
SU1073038A1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ СОЕДИНЕНИЙ ПОЛОС ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ОПЛАВЛЕНИЕМ | 2011 |
|
RU2456140C1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2428292C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2011 |
|
RU2467848C1 |
| Машина для контактной стыковой сварки полос оплавлением | 1984 |
|
SU1146163A1 |
| Способ контактной стыковой сварки оплавлением полос | 1983 |
|
SU1134331A1 |
| СПОСОБ УДАЛЕНИЯ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2012 |
|
RU2515864C1 |

Изобретение относится к сварочной технике и может быть использовано при обработке полос после контактной стыковой сварки. Целью изобретения является повышение качества зачистки соединения и увеличение долговечности резцов. После сварки включают привод перемещения каретки 9, на которой размещены резцы 6 и две металлические щетки 7. Первыми в работу вступают металлические щетки, вначале одна, потом другая, которые производят отделение малопластичного щлака и заi чистку боковых поверхностей электродов. Затем резцами 6 срезают усиле(Л С ние в стыке заподлицо с поверхностями полос. 2 с.п.ф-лы. 5 ил.
| Кабанов Н.С., Слепак Э.Ш | |||
| Технология стыковой контактной сварки | |||
| М.: Машиностроение, 1970, с | |||
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
| Авторское свидетельство СССР № 254681, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
