Изобретение относится к сварке, в частности к составам электродных покрытий штучных электродов, предназначенных преимущественно для дуговой сварки нержавеющих сталей аустенитномартенситного класса.
Целью изобретения является повышение качества сварноко шва путем обеспечения мелкозернистой и однородной структуры металла, а также улучшения отделимости ишака и формирования шва.
Совместное легирование металла сварного шва Малыми добавками алюминия и вольфрама способствует получению однородной структуры и стабильных механических свойств при комнатной 41 отрицательных температурах. Совместное введение в покрытие алюминия, слюды, пота.ша способствует получению хорошей отделимости шлака и стабильному горению дуги.
Электроды с покрытием состава изготавливают посредством нанесения его на проволоку СВ-Х14Н8М2 (ЭП509).
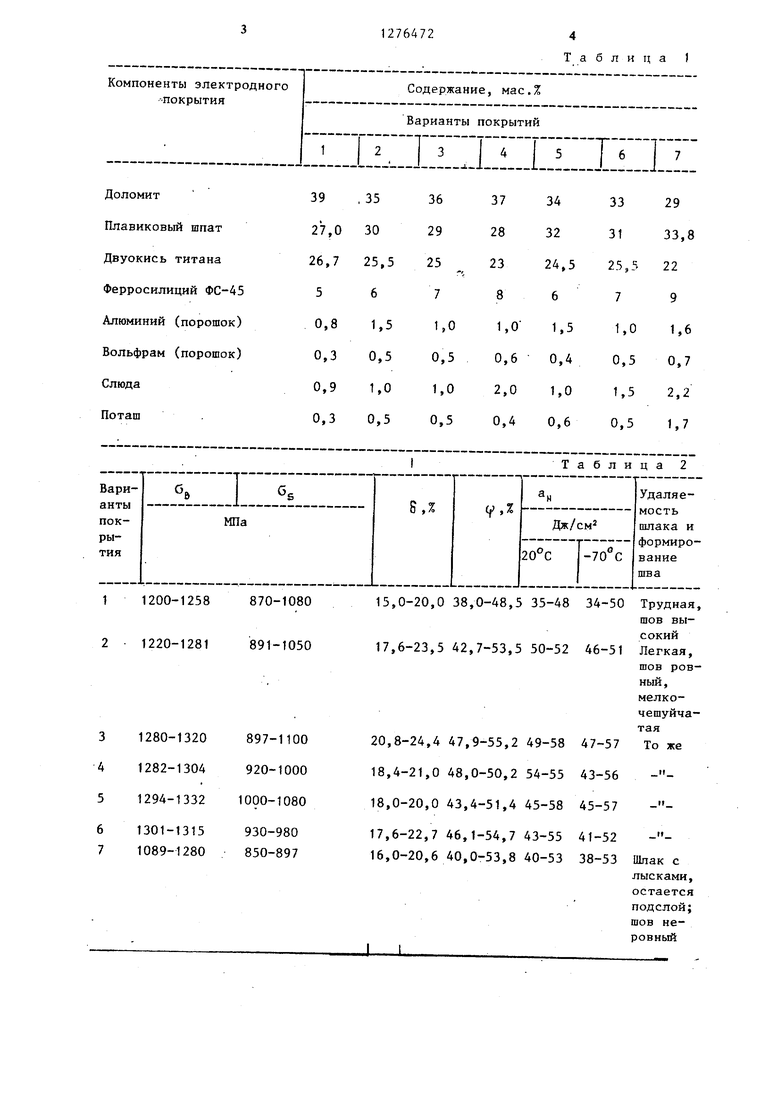
В табл. 1 приведены испытанные составы покрытия.
Электродные покрытия наносились на проволоку диаметром 3 и 4 мм методом опрессовки. В качестве связующего покрытия применялось натриевое содовое жидкое стекло плотностью 1,48-1,52, ; которое добавлялось из расчета 12-16% сухого (безводного) силиката. Коэффициент массы покрытия электродов составлял 35-45%. После изготовления электроды просушивались на воздухе и прокаливались при в течение 1 ч. Перед сваркой элект роды прокаливались при 450 С в течение 3 ч. Электродами с покрытием приведенного состава производилась сварка пластин из нержавеющих сталей аустенитко-мартенситного класса типа Х12Н5М4 толщиной 12-15 мм. Сила тока для электродов диаметром 3 мм 95100 А, а для диаметров 4 мм 135140 А. При сварке на постоянном токе обратной полярности составы покрытий 2-6 обеспечивают хорошие сварочнотехнологические свойства - стабилькое горение дуги, хорошее формирование шва и отделимость шлаковой корки. Электроды позволяют произвюдить сварку во всех пространственньгх положениях.
Содержание плавикового шпата в количестве 28-32% в сочетании с доломитом в пределах 33-37% и двуокись титана в пределах 23-25,5%, обеспечивает хорошее формирование шва, получение lUJiaKOB, равномерно покрывающих шов и не снижает стабильности горения дуги.
Введение в эти покрытия ферросилиция в пределах 6-8%, алюминия в.пределах 1-1,5% и слюды в пределах 1-2% обеспечивает хорошую отделимость шлака без образования подслоя. Поташ в сочетании со слюдой увеличивает пластичность обмазочной массы и повышает стабильность горения дуги. Увеличение или уменьшение содержания компонентов в покрытиях 1, .7 за указанные пределы приводит к ухудшению сварочно-текнологических свойств.
В табл. 2 приведены результаты проверки механических свойств наплавленного металла и металла шва после упрочняющей термообработки (закалка + + обработка холодом + старение).
Как видно из табл. 2, электроды с данным покрытием обеспечивают за счет однородности и мелкозернистости структуры высокие механические свойства сварных швов: прочность, пластичность, ударную вязкость, практически одинаковую при комнатной и отрицательных температурах.
Формула изобретения
Состав электродного покрытия для сварки нержавеющих сталей аустенитно. мартенситного класса, содержащий до ломит, плавиковый шпат, двуокись титана, ферросилиций, отличающийся тем, что, с целью повьш1ения качества сварного шва за счет обеспечения мелкозернистой и однородной структуры металла, а также улучшения отделимости шлака и форми.рования шва, состав дополнительно содержит порошки алюминия и вольфрама, слюду и поташ при следующем соотношении компонентов, мае,7,:
Доломит3 3-37
Плавиковый шпат 28-32 Двуокись титана 23-25,5 Ферросилиций6-8
Алюминий (порошок) 1-1,5
Вольфрам (порошок)0,4-0,6 Слюда1-2
Поташ0,4-0,6
Таблица )
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2015 |
|
RU2595083C1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ | 1993 |
|
RU2102208C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1991 |
|
RU2009823C1 |
| Сварочный электрод | 1990 |
|
SU1754381A1 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2003 |
|
RU2248869C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2009 |
|
RU2397853C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2006 |
|
RU2339495C2 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ПЕРЛИТНЫХ СТАЛЕЙ | 2010 |
|
RU2428291C1 |
| Состав электродного покрытия | 1980 |
|
SU959966A1 |
| Состав электродного покрытия для холодной сварки чугуна | 1991 |
|
SU1799317A3 |
Изобретение относится к сварочному производству, в частности к составам злектродных покрытий для сварки нержавею х аустенитно-мартенситных сталей. Целью изобретения являртся улучшение отделимости шлака и формирования шва, а также получение мелкозернистой и однородной структуры металла шва. Это достигается путем введения 1-1,5% и 0,4-0,1% вольфрама в состав покрытия, а также подбором соотношения компонентов покрытия, которое содержит 33-37% доломита, 28-32% плавикового шпата, 23-25,5% двуокиси титана, 6-8% ферросилиция, а также пластификаторы. (Л 2 .
Таблица 2
| ЭЛЕКТРОД ДЛЯ НАПЛАВКИ | 0 |
|
SU246739A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| 0 |
|
SU202394A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
