Изобретение относится к технологии изготовления тонкостенных сферических оболочек двойной кривизны, в частности для тонкостенных металлических емкостей, предназначенных в качестве тары для хранения и транспортировки жидкостей, газа и любых других продуктов в пищевой, химической промы1;.1ленности и сельскохозяйственном производстве, а также сыпучих материалов.
Целью изобретения является упропхение изготовления с одновременным повышением степени герметичности и жесткости оболочки.
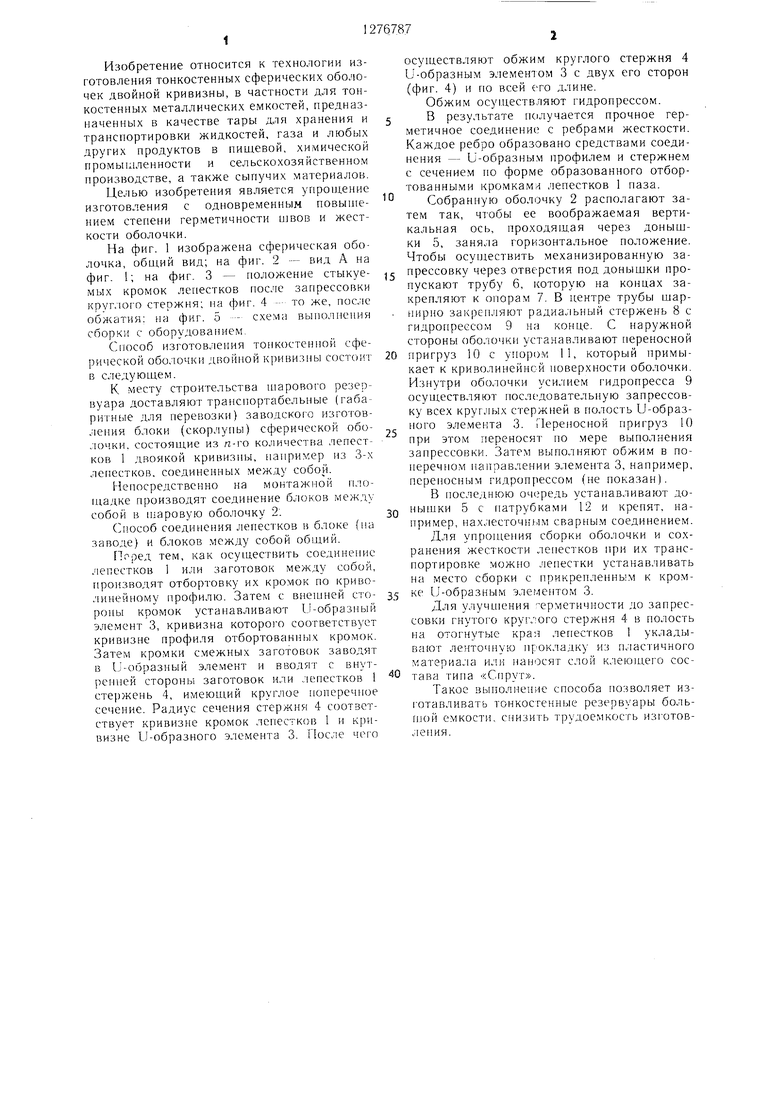
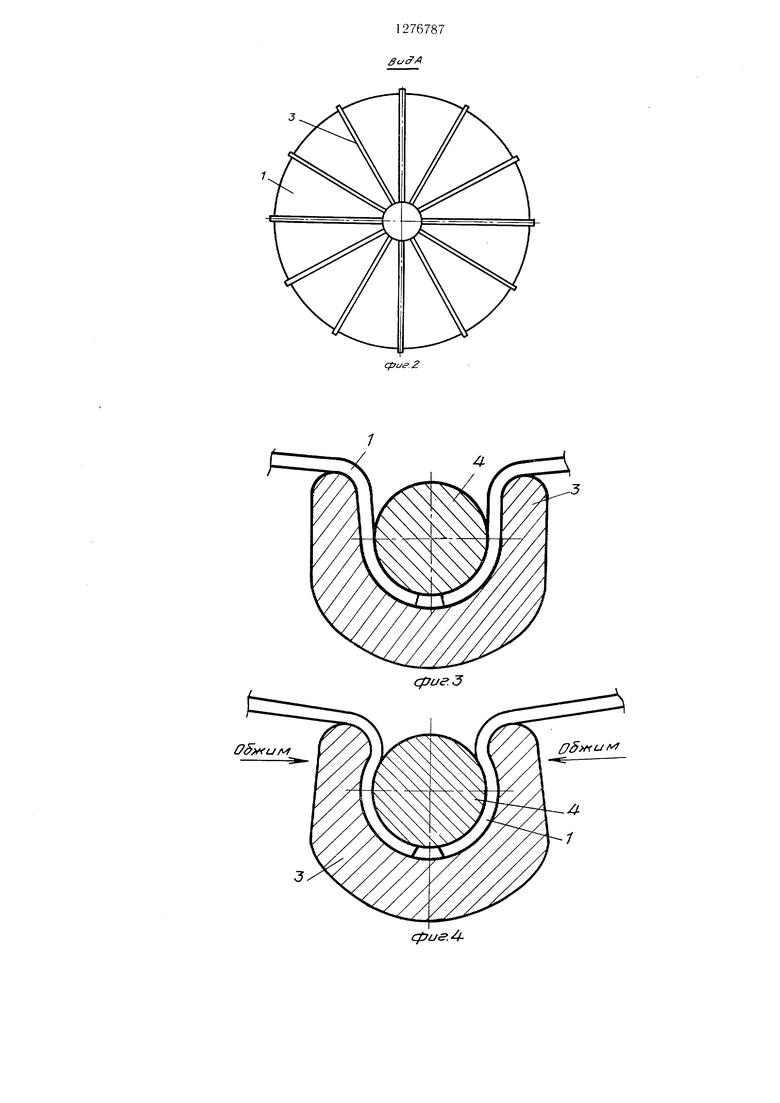
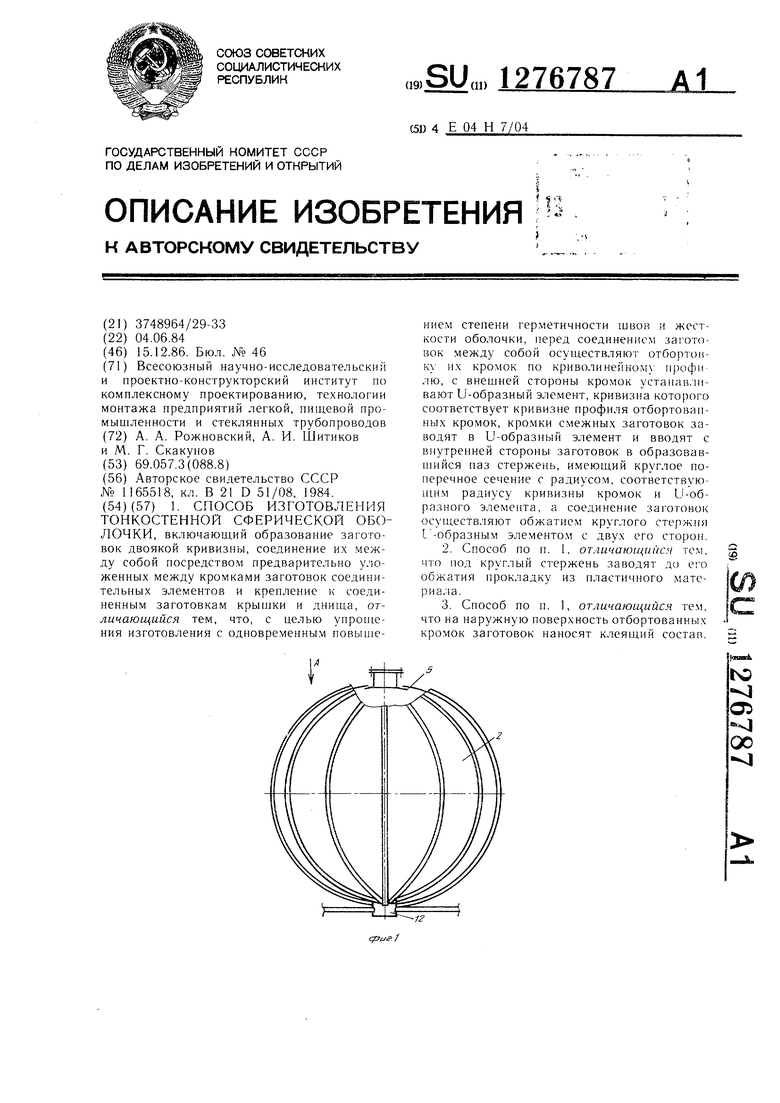
На фиг. 1 изображена сферическая оболочка, общий вид; на фиг. 2 -- вид А на фиг. 1; на фиг. 3 - положение стыкуемых кромок лепестков после запрессовки круглого стержня; па фиг. 4 - то же, после
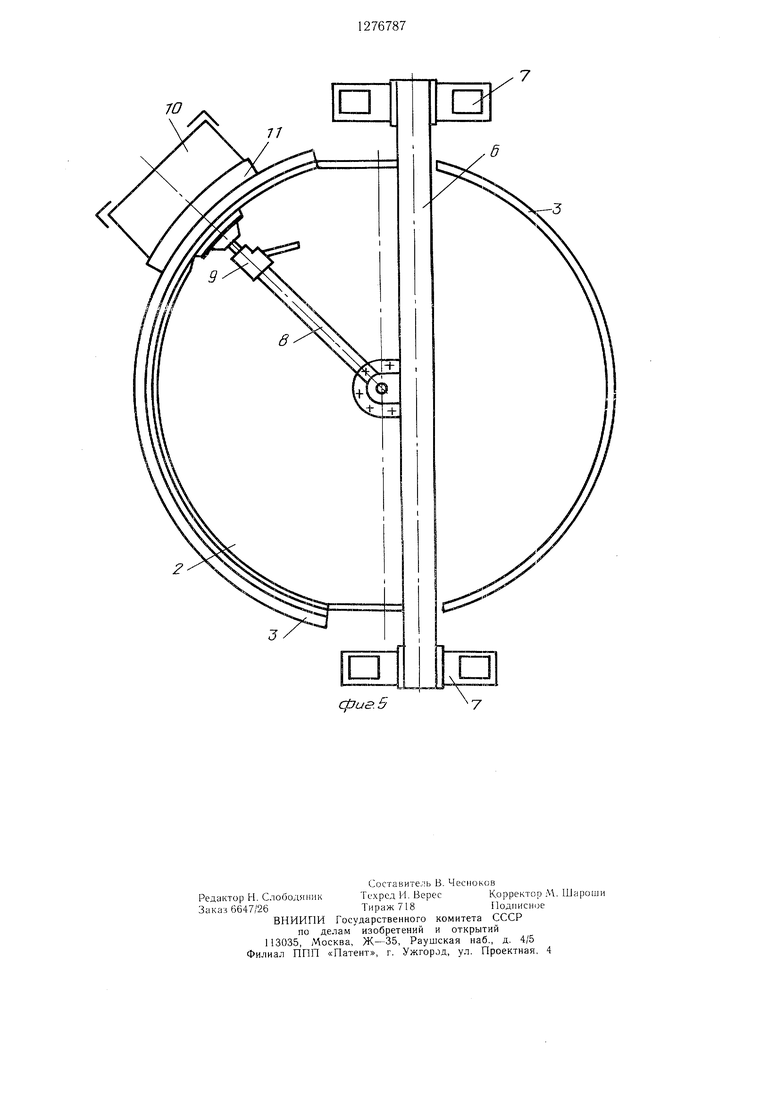
обжатия: на фиг. 5 схема выполпения
сборк - с оборудованием.
Способ изготовления топ костей пой сферической оболочки двойной кривизны состоит в следующем.
К месту строительства шарового резервуара доставляют трапснортабельные (габаритные для перевозки) заводского изготов- лепия блоки (скорлупы) сферической оболочки, состоящие из п-го количества лепестков 1 двоякой кривизны, паприкер из 3-х лепестков, соединенных между собой.
Непосредственно на монтажной площадке производят соединение блоков между собой в ПJapoвyю оболочку 2.
Способ соединения лепестков н блоке {па заводе) и блоков между собой общий.
Поред тем, как осущ,ествить соединение лепестков 1 Hjm заготовок между собой, производят отбортовку их кромок по криво- .линейному профилю. Затем с вне1пней стороны кромок устапавливают lJ-образный элемент 3, кривизна которо) о соответствует кривизне профиля отбортованньгх кромок. Затем кромки с.межных заготовок заводят в У-образный элемент и вводят с внутренней стороны заготовок или .ленестков 1 стержень 4, имеющий круглое поперечное сечение. Радиус сечения стержня 4 соответствует кривизне кромок ленестков 1 и кривизне U-образного элемента 3. После чего
осунхествляют обжим круглого стержня 4 и-образным элементом 3 с двух его сторон (фиг. 4) и но всей его длине.
Обжим осунхествляют гидропрессом.
В результате получается прочное герметичное соединение с ребрами жесткости. Каждое ребро образовано средствами соединения - U-образным профилем и стержнем с сечением по форме образованного отбортованными кромками лепестков 1 паза.
Собранную оболочку 2 располагают затем так, чтобы ее воображаемая вертикальная ось, проходящая через доныщ- ки 5, заняла горизонтальное положение. Чтобы осунгествить механизированную запрессовку через отверстия под доныщки пропускают трубу 6, которую на концах закрепляют к опорам 7. В центре трубы щар- пирно закреп,11яют радиальный стержень 8 с гидропрессом 9 на конце. С наружной стороны оболочки устанавливают переносной
пригруз 10 с упором 11, который примыкает к криволинейной поверхности оболочки. Изнутри оболочки усилием гидропресса 9 осущеетвляют последовательную запрессовку всех круглых стержней в полость U-образ- пого элемента 3. Переносной пригруз К) при этом переносят по мере выполнения запрессовки. Затем выполняют обжим в поперечном нанравлении элемента 3,например, переносным гидропрессом (не показан). В последнюю оч1.федь устапавливают доныщки 5 с патрубками 12 и крепят, например, нaxлecтoчн,Iм сварным соединением. Для упрощения сборки оболочки и сохранения жесткости ле 1естков нри их транспортировке можпо лепестки устанавливать на место сборки с прикрепленным к кромке lj-образным элементом 3.
Для улучн1ения -ерметичности до запрессовки гнутого круглого стержня 4 в полость па отогнутые края лепестков 1 укладывают ленточную нрокладку из п;1астичного материала наносят слой клеюнито состава типа «Спрут.
Такое вьпюлнение способа позволяет из- | отавливать тонкостенные резервуары большой емкости, с 1изить трудоемкость изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ СФЕРИЧЕСКОЙ ОБОЛОЧКИ | 2005 |
|
RU2295415C1 |
| Установка для вырезки сферических элементов для резервуаров из формованных заготовок | 1977 |
|
SU749589A1 |
| Способ монтажа тонкостенной сферической оболочки | 1984 |
|
SU1245386A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК С ДВОЯКОЙ КРИВИЗНОЙ ПОВЕРХНОСТИ (ВАРИАНТЫ) | 2009 |
|
RU2419503C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ОБОЛОЧКИ С КРИВОЛИНЕЙНЫМИ РАБОЧИМИ ПОВЕРХНОСТЯМИ | 2008 |
|
RU2398646C2 |
| Строительный элемент | 2021 |
|
RU2771568C1 |
| Способ изготовления строительного элемента | 2021 |
|
RU2770712C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ | 2009 |
|
RU2438813C2 |
| Способ монтажа тонкостенной сферической оболочки | 1984 |
|
SU1165518A1 |
| Способ изготовления осесимметричного стального корпуса сварного сосуда высокого давления | 2018 |
|
RU2686431C1 |
cffus.
70
2
фиг. 5
с.
| Способ монтажа тонкостенной сферической оболочки | 1984 |
|
SU1165518A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
