Изобретение относится к области обработки металлов давлением и сварки, а именно к изготовлению методом ротационной вытяжки, прессовой обработки и сварки стальных сварных сосудов высокого давления и может быть использовано при изготовлении сварных сосудов, работающих под высоким давлением, используемых в различных хозяйственных областях при изготовлении огнетушителей, кислородных и газовых баллонов, ресиверов и других сосудов.
К сосудам предъявляются высокие требования по герметичности и прочности.
При выполнении сварных швов должно обеспечиваться качество с обеспечением провара корня шва и прочности сварных соединений.
Важной задачей при сборке и сварке корпуса сосуда является обеспечение высокой размерной точности и низкого уровня остаточных внутренних напряжений, входящих в сосуд конструктивных элементов после штамповых и операций ротационной вытяжки, а также высокая производительность, низкая себестоимость и малый вес.
Известен способ изготовления осесимметричных корпусов, работающих под давлением (патент RU 2295416 F17C 1).
Способ включает закалку, отпуск, холодную пластическую деформацию методом ротационной вытяжки в два прохода, низкотемпературный отжиг.
Наиболее близким по технической сути и достигаемому результату является способ изготовления стальной конструкции по патенту на изобретение №2449870, В23К 31/02 опубл. 10.05.2012 г., БИ №13, 2013 г., принятому авторами за прототип, при котором вначале изготавливают тонкостенную оболочку, торцевые основания, сборку и сварку подсборок и всего сварного корпуса, окончательную мехобработку и пневмоиспытания на герметичность.
В результате получают осесимметричную сварную конструкцию.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа изготовления стальной осесимметричной конструкции, принятой авторами за прототип относятся: высокая трудоемкость и себестоимость изготовления составных частей сосуда из-за большого количества деталей и сварных швов в подсборках и, в результате, недостаточная жесткость конструкции, высокий уровень остаточных напряжений, вероятность дефектов сварных швов и снижение геометрической точности и эксплуатационной надежности всего корпуса сосуда.
Задачей технического решения, принятого за прототип, является получение осесимметричной сварной конструкции с высоким уровнем прочности сварных соединений.
Общими признаками с предлагаемым авторами способом изготовления осесимметричного стального корпуса сварного сосуда высокого давления являются: изготовление тонкостенной оболочки, торцевых оснований и деталей корпуса с формированием сварочных кромок под замковое соединение, сборка деталей в подсборки и автоматическая сварка, сборка - сварка подсборок с тонкостенной оболочкой автоматической сваркой в среде защитных газов, окончательная мехобработка и пневмоиспытания на герметичность внутренним давлением.
В отличие от прототипа, предлагаемый заявителями способ изготовления осесимметричного стального корпуса сварного сосуда высокого давления, содержащего тонкостенную оболочку и торцевые основания, включающий изготовление деталей корпуса, формирования на них сварочных кромок под замковое соединение, сборку деталей в подсбороки и автоматическую сварку, сборку-сварку подсборок с тонкостенной оболочкой в среде защитных газов и окончательную мехобработку с пневмоиспытаниями внутренним давлением отличается тем, что первое торцевое основание состоит из профильной и утолщенной частей, которые изготавливают обжимом и механической обработкой трубных заготовок, затем формируют на них сварочные кромки под замковое соединение, осуществляют сборку и автоматическую сварку в подузел, производят нормализацию и окончательную механическую обработку подузла с формированием сварочной кромки и пневмоиспытания подузла на герметичность, затем изготавливают тонкостенную оболочку из трубной заготовки ротационной вытяжкой за несколько переходов с промежуточным рекристаллизационным отжигом с образованием концевых утолщений, при этом степень деформации задают возрастающей от первого перехода к каждому последующему, затем выполняют механическую обработку концевого утолщения с образованием сварочной кромки, производят сборку замкового соединения подузла первое торцевое основание с оболочкой методом запрессовки с индукционным нагревом ТВЧ и автоматическую сварку собранного стыка, выполняют высокотемпературный индукционный отпуск стыкового шва, после этого изготавливают второе торцевое основание вытяжкой из кружка прессовой обработкой, затем на его торце формируют сварочную кромку, осуществляют сборку и автоматическую сварку с оболочкой, после чего выполняют нормализацию сварного корпуса, окончательную механическую обработку и пневмоиспытания на герметичность.
В частных случаях, то есть в конкретных формах выполнения, изобретение характеризуется следующими признаками:
- формирование кромок замковых соединений выполняют с криволинейным скосом кромок под углом 8÷12° первого торцевого основания, 23÷27° второго торцевого основания и радиусом при вершине 2÷4 мм, а автоматическую сварку ведут в три-четыре прохода плавящимся электродом в смесях защитных газов с поперечными колебаниями электрода, при этом первый корневой проход выполняют без колебаний;
- сборку замкового соединения подузла основание с оболочкой выполняют методом запрессовки с индукционным нагревом ТВЧ наружной поверхности оболочки в зоне стыка при температуре 350÷400°С с натягом 0,1÷0,5% от внутреннего диаметра оболочки;
- каждый последующий переход ротационной вытяжки тонкостенной оболочки выполняют со степенью деформации, превышающей степень деформации на предыдущем переходе в 1,4÷1,6 раза;
- нормализацию корпуса производят на установке индукционного нагрева индуктором ТВЧ при температуре 780÷800°С на тонкостенной части оболочки и 880÷920°С на утолщениях.
Новая совокупность операций, а также наличие связей между ними позволяет, в частности, за счет:
- выполнения первого торцевого основания из профильной и утолщенной частей снизить трудоемкость изготовления основания, так как изготовление цельнометаллической конструкции потребует большого количества прессовых и промежуточных химико-термических операций;
- изготовления профильной и утолщенной частей первого торцевого основания обжимом и механической обработкой трубных заготовок повысить коэффициент использования металла и получить необходимую форму деталей основания с высокой точностью геометрических размеров и низкой трудоемкостью;
- формирования на профильной и утолщенной частях первого торцевого основания сварочных кромок под замковое соединение обеспечить необходимую геометрическую форму конструктивных элементов стыкового замкового соединения для последующего качественного формирования сварного шва;
- сборки и автоматической сварки профильной и утолщенной частей в подузел первое торцевое основание повысить технологичность и производительность сборочно-сварочных операций, обеспечив при этом провар корня шва по всей длине стыка, отсутствие межслойного непровара, формирование необходимого усиления с плавным переходом от металла шва к основному металлу;
- нормализации подузла первое торцевое основание обеспечить снятие внутренних напряжений после штамповых и сварочных операций с проведением полной перекристаллизации структуры и получением высокой прочности подузла;
- окончательной механической обработки подузла первое торцевое основание с формированием сварочной кромки обеспечить оптимальную форму конструктивных элементов под последующую сборку замкового соединения с оболочкой;
- пневмоиспытаний подузла первое торцевое основание на герметичность проверить качество выполнения сварного соединения профильной и утолщенной частей подузла перед последующей сборкой с оболочкой;
- изготовления тонкостенной оболочки из трубной заготовки ротационной вытяжкой получить высокоточные размеры оболочки с высокой производительностью и высоким коэффициентом использования металла;
- изготовления тонкостенной оболочки ротационной вытяжкой за несколько проходов с промежуточным рекристаллизационным отжигом разделить степень деформации по переходам и снизить внутренние напряжения и наклеп металла после каждого перехода;
- образования в процессе ротационной вытяжки концевых утолщений обеспечить необходимый объем металла для формообразования сварочных кромок;
- задачи степени деформации возрастающей от первого перехода ротационной вытяжки к последующим повысить устойчивость процесса формоизменения и получить оболочку с высокой точностью геометрической формы и с высоким качеством обрабатываемой поверхности;
механической обработки концевого утолщения оболочки с образованием сварочной кромки обеспечить оптимальную форму конструктивных элементов под последующую сборку с подузлом первое торцевое основание;
- сборки замкового соединения подузла первое торцевое основание с оболочкой методом запрессовки с индукционным нагревом ТВЧ получить беззазорное соединение контактируемых поверхностей замкового соединения, обеспечив тем самым повышение коррозионной стойкости внутренней полости сварного корпуса;
- автоматической сварки собранного стыка подузла первое торцевое основание с оболочкой обеспечить провар корня шва по всей длине стыка, отсутствие межслойного непровара, формирование необходимого усиления с плавным переходом от металла шва к основному металлу и в итоге получить прочность сварного корпуса не ниже 0,8 прочности основного металла;
- выполнения высокотемпературного индукционного отпуска стыкового шва обеспечить условия для длительного хранения сварного подузла за счет снятия остаточных напряжений и предотвращения появления холодных трещин в зоне сварного соединения;
- изготовления второго торцевого основания вытяжкой из кружка прессовой обработкой получить необходимую форму основания с высокой производительностью и точностью;
- формирования на торце второго торцевого основания сварочной кромки обеспечить оптимальную форму конструктивных элементов под последующую сварку с оболочкой;
- сборки и автоматической сварки второго торцевого основания с оболочкой получить корпус сварного сосуда с прочностью сварного шва не ниже 0,8 прочности основного металла, обеспечив при этом провар корня шва по всей длине, отсутствие межслойного непровара;
- выполнения нормализации сварного корпуса обеспечить полную перекристаллизацию структуры оболочки, уменьшить анизотропию свойств и получить более высокую прочность сварного корпуса;
- окончательной механической обработки получить корпус сосуда с необходимыми размерами;
- проведения пневмоиспытаний корпуса сосуда на герметичность проверить качество сварных швов и герметичность всего корпуса сосуда.
Новая совокупность операций, а также наличие связей между ними позволяет, в частности, за счет:
- формирования кромок замковых соединений с криволинейным скосом кромок под углом 8÷12° первого торцевого основания, 23÷27° второго торцевого основания и радиусом при вершине 2÷4 мм обеспечить оптимальные условия для получения качественного сварного соединения;
- автоматической сварки в три-четыре прохода плавящимся электродом в смесях защитных газов с поперечными колебаниями электрода и с первым корневым проходом без колебаний сформировать качественное сварное соединение с проваром корня, отсутствием межслойного непровара и уровнем прочности не ниже 0,8 прочности основного металла;
- сборки замкового соединения подузла первое торцевое основание с оболочкой методом запрессовки с индукционным нагревом ТВЧ наружной поверхности оболочки в зоне стыка при температуре 350÷400°С с натягом 0,1÷0,5% от внутреннего диаметра оболочки получить беззазорное соединение контактирующих поверхностей замкового соединения, обеспечив тем самым повышение коррозионной стойкости внутренней полости сварного корпуса;
- выполнения каждого последующего перехода ротационной вытяжки тонкостенной оболочки со степенью деформации, превышающей степень деформации на предыдущем переходе в 1,4÷1,6 раза обеспечить высокую точность геометрических размеров и высокое качество обрабатываемой поверхности, при значении степени деформации каждого последующего перехода менее 1,4 или более 1,6 степени деформации предыдущего перехода возникают дефекты формы, соответственно, в виде волнистости и утяжек, выводящих диаметр и толщину стенки за пределы допускаемых отклонений и снижающих чистоту обрабатываемой поверхности;
- выполнения нормализации корпуса на установке индукционного нагрева индуктором ТВЧ при температуре 780÷800°С на тонкостенной части оболочки и 880÷920°С на утолщениях обеспечить полную перекристаллизацию структуры оболочки, уменьшить анизотропию свойств металла после ротационной вытяжки и получить высокую конструктивную прочность всего корпуса сосуда.
Исследуя уровень техники в ходе проведения патентного поиска по всем видам сведений, доступных в странах бывшего СССР и зарубежных странах, обнаружено, что предлагаемое техническое решение явным образом не следует из известного на сегодня уровня техники, следовательно, можно сделать вывод о соответствии критерию «изобретательский уровень».
Сущность изобретения заключается в том, что в способе изготовления осесимметричного стального корпуса сварного сосуда высокого давления, содержащем тонкостенную оболочку и торцевые основания, включающем изготовление деталей корпуса, формирования на них сварочных кромок под замковое соединение, сборку деталей в подсбороки и автоматическую сварку, сборку и сварку подсборок с тонкостенной оболочкой и окончательную мехобработку с пневмоиспытаниями внутренним давлением в отличие от прототипа, согласно изобретению, первое торцевое основание состоит из профильной и утолщенной частей, которые изготавливают обжимом и механической обработкой трубных заготовок, затем формируют на них сварочные кромки под замковое соединение, осуществляют сборку и автоматическую сварку в подузел, производят нормализацию и окончательную механическую обработку подузла с формированием сварочной кромки и пневмоиспытания подузла на герметичность, затем изготавливают тонкостенную оболочку из трубной заготовки ротационной вытяжкой за несколько переходов с промежуточным рекристаллизационным отжигом с образованием концевых утолщений, при этом степень деформации задают возрастающей от первого перехода к каждому последующему, затем выполняют механическую обработку концевого утолщения с образованием сварочной кромки, производят сборку замкового соединения подузла первое торцевое основание с оболочкой методом запрессовки с индукционным нагревом ТВЧ и автоматическую сварку собранного стыка, выполняют высокотемпературный индукционный отпуск стыкового шва, после этого изготавливают второе торцевое основание вытяжкой из кружка прессовой обработкой, затем на его торце формируют сварочную кромку, осуществляют сборку и автоматическую сварку с оболочкой, после чего выполняют нормализацию сварного корпуса, окончательную механическую обработку и пневмоиспытания на герметичность.
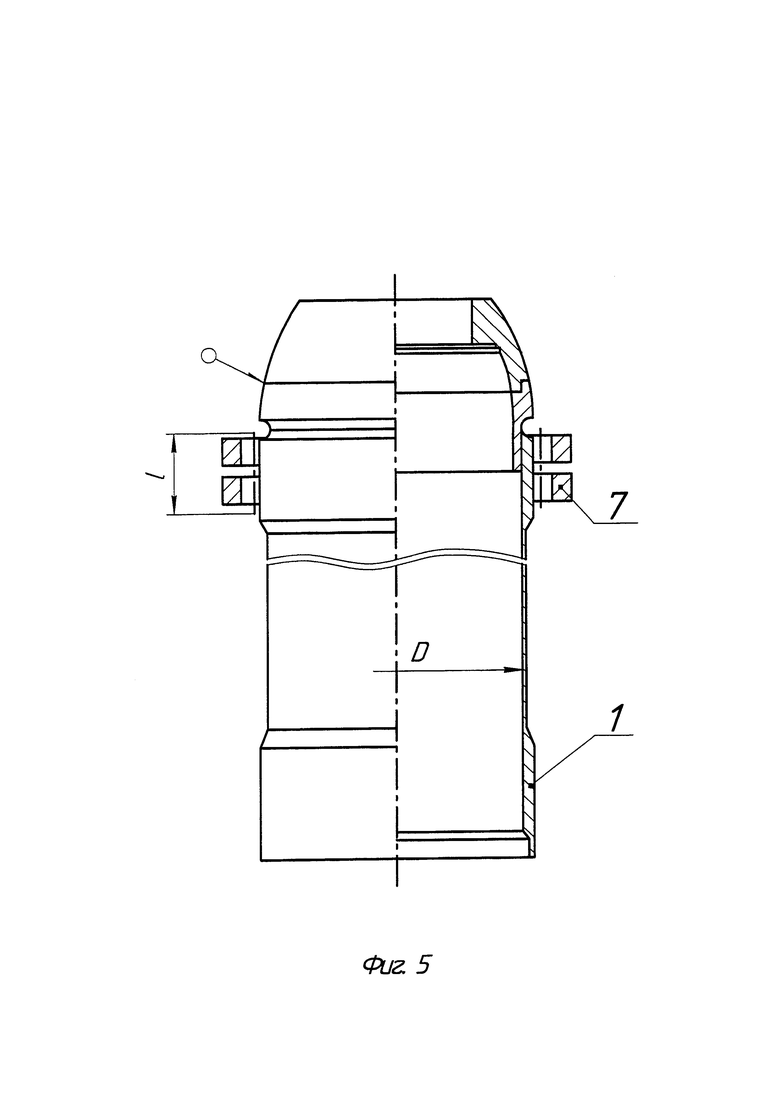
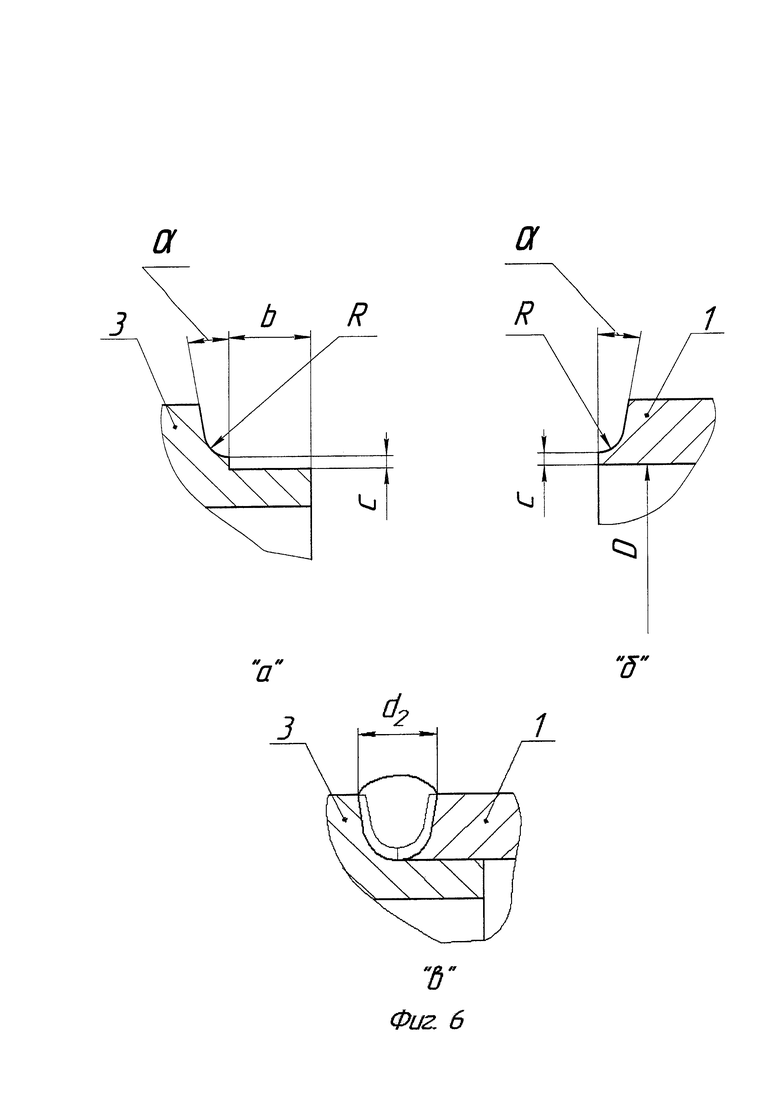
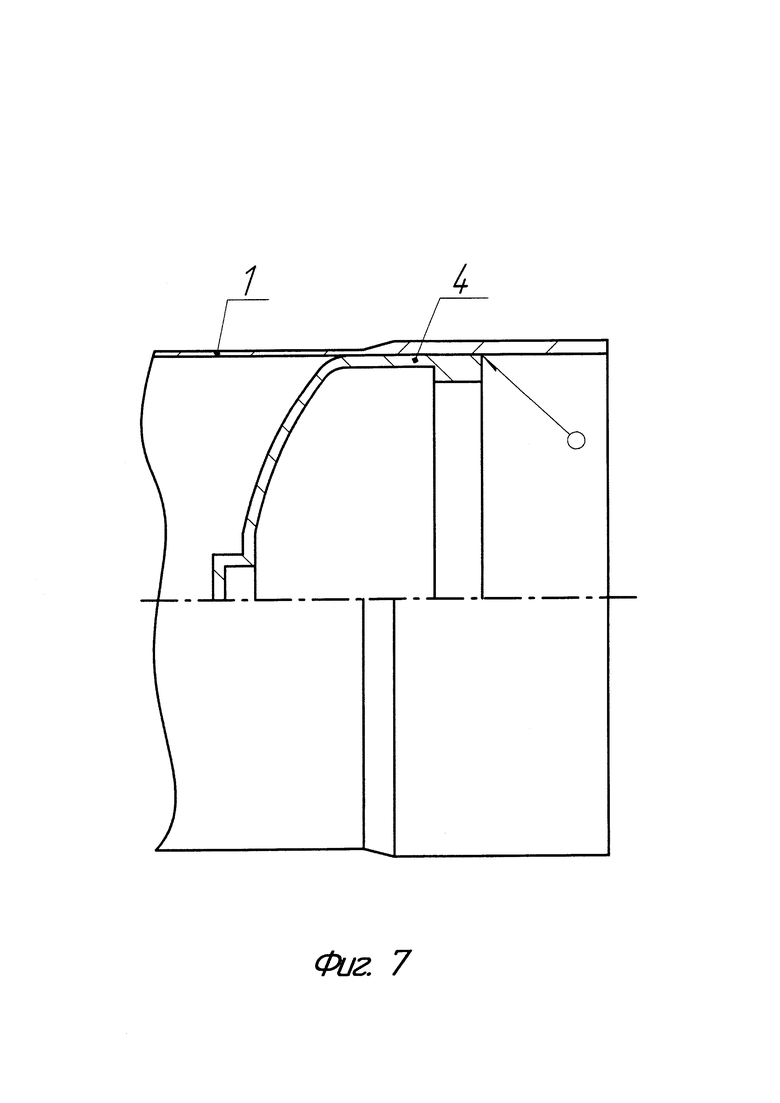
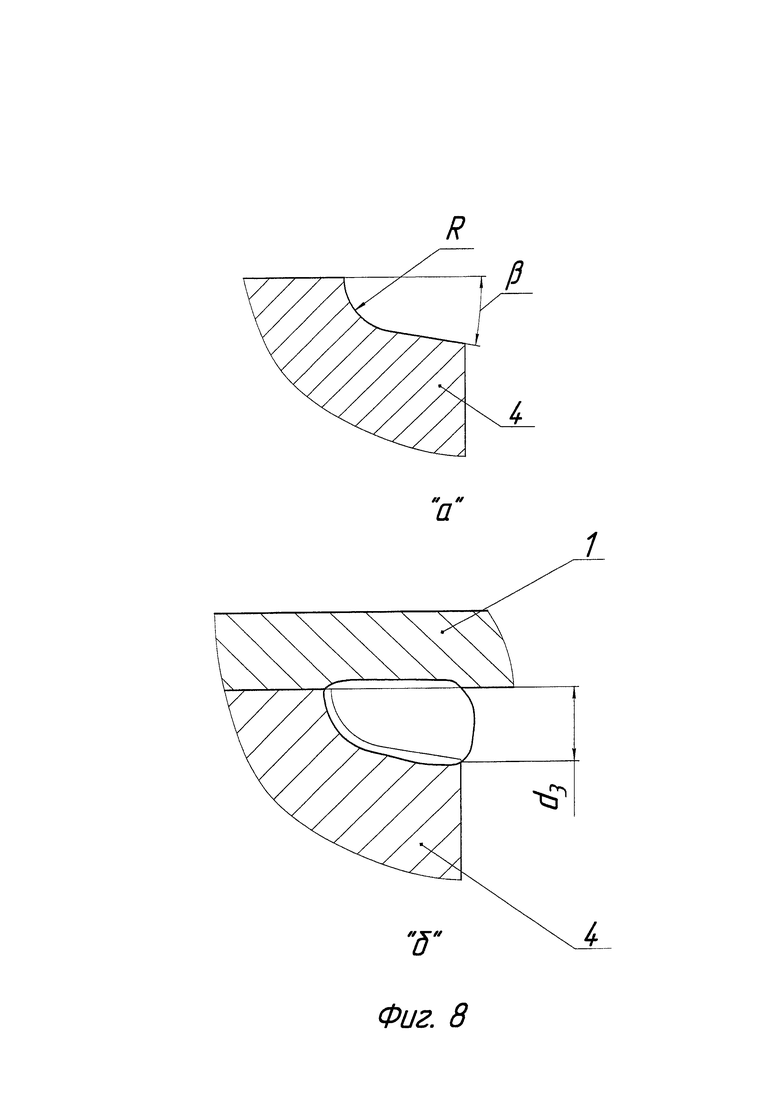
Сущность изобретения поясняется чертежами, где на фиг. 1 изображен общий вид корпуса с тонкостенной оболочкой 1, соединенной сваркой с первым торцевым основанием, состоящим из профильной 3 и утолщенной 2 частей и вторым торцевым основанием 4, участок нормализации А, на фиг. 2 - процесс ротационной вытяжки тонкостенной оболочки 1, где на виде «α» изображен первый переход ротационной вытяжки заготовки 10, толщиной t0 (мм) на оправке 5 деформирующими роликами 6 с получением заготовки 11, толщиной t1 (мм) и внутренним диаметром D (мм), на виде «б» второй переход ротационной вытяжки заготовки 11 с получением заготовки оболочки 1 толщиной тонкостенной части t (мм) и концевыми утолщениями толщиной t1 (мм), длиной L (мм) и внутренним диаметром D (мм), на фиг. 3 изображено первое торцевое основание, состоящее из профильной части 3 и утолщенной части 2, сваренных между собой, на фиг. 4 «а» изображена сварочная кромка утолщенной части 2 с криволинейным скосом под углом α=8÷12° и радиусом при вершине R=3 мм и проточкой шириной а=5 мм и глубиной с=1,5 (мм) max, на фиг. 4 «б» изображена сварочная кромка профильной части 3 с криволинейным скосом под углом α=8÷12°, радиусом при вершине R=3 мм и притуплением кромки толщиной с=1,5 (мм) max, на фиг. 4 «в» изображено замковое сварное соединение профильной 3 и утолщенной 2 частей шириной сварного шва d1=10 (мм) min, на фиг. 5 изображена сборка замкового соединения методом запрессовки подузла первое торцевое основание с тонкостенной оболочкой 1 с нагревом индуктором 7, где l мм длина зоны нагрева, D мм внутренний диаметр оболочки 1, на фиг. 6 «а» изображена сварочная кромка сформированная на первом торцевом основании на профильной части 3 с криволинейным скосом под углом α=8÷12°, радиусом при вершине R=3 мм и проточкой шириной b=10 мм и глубиной с=1,5 (мм) max, на фиг. 6 «б» изображена сварочная кромка тонкостенной оболочки 1 с криволинейным скосом под углом α=8÷12°, радиусом при вершине R=3 мм и притуплением кромки толщиной с=1,5 (мм) max, на фиг. 6 «в» изображено замковое сварное соединение первого торцевого основания и тонкостенной оболочки 1 с шириной сварного шва d2=8 (мм) min, на фиг. 7 изображено второе торцевое основание 4, собранное и сваренное с тонкостенной оболочкой 1, на фиг. 8 «а» изображена сварочная кромка второго торцевого основания с криволинейным скосом под утлом β=23÷27° и радиусом при вершине R=3 мм, на фиг. 8 «б» изображено сварное соединение второго торцевого основания 4 и тонкостенной оболочки 1 с шириной сварного шва d3=5 (мм) min.
Вышеописанный способ изготовления стального сосуда высокого давления осуществляется следующим образом.
Первое торцевое основание (фиг. 3) состоит из профильной 3 и утолщенной 2 частей, которые изготавливают из трубных заготовок обжимом и механической обработкой, формируют на них сварочные кромки под замковое соединение, фиг. 4 «а» на утолщенной части и фиг. 4 «б» на профильной части.
Осуществляют сборку и автоматическую сварку в подузел первое торцевое основание (фиг. 4).
Производят нормализацию и окончательную механическую обработку подузла первое торцевое основание с формированием сварочной кромки (фиг. 6 «а») и пневмоиспытания подузла на герметичность.
Затем изготавливают тонкостенную оболочку из трубной заготовки 10 толщиной t0 (мм) ротационной вытяжкой (фиг. 2) за два перехода. Первый переход (фиг. 2 «а») выполняют деформирующими роликами 6 на оправке 5 с получением заготовки 11 с толщиной стенки t1 (мм) и внутренним диаметром D (мм). Выполняют рекристаллизационный отжиг.
После этого выполняют второй переход (фиг. 2 «б») с получением заготовки оболочки толщиной t (мм) с двумя концевыми утолщениями длиной L (мм), толщиной t1 (мм) и внутренним диаметром D (мм).
Затем выполняют механическую обработку концевого утолщения тонкостенной оболочки 1 с образованием сварочной кромки (фиг. 6 «б»), где D (мм) внутренний диаметр оболочки.
Производят сборку замкового соединения подузла первое торцевое основание с оболочкой 1 методом запрессовки с индукционным нагревом ТВЧ (фиг. 5) индуктором 7 с натягом 0,1÷0,5% от внутреннего диаметра D (мм) оболочки 1.
Индукционный нагрев выполняют по наружной поверхности оболочки в зоне стыка на длине l (мм) при температуре 350÷400°С
Выполняют автоматическую сварку собранного стыка и высокотемпературный индукционный отпуск стыкового шва.
Затем изготавливают второе торцевое основание 4 вытяжкой из кружка прессовой обработкой, после этого на его торце формируют сварочную кромку (фиг. 8 «а»).
Осуществляют сборку и автоматическую сварку второго торцевого основания 4 с оболочкой 1 (фиг. 7, фиг. 8 «б»).
После чего производят нормализацию сварного корпуса на установке индукционного нагрева на участке А (фиг. 1) на тонкостенной части оболочки при температуре 780÷800°С и на утолщениях при температуре 880÷900°С.
Выполняют окончательную механическую обработку и пневмоиспытания на герметичность сварного корпуса.
Пример.
Первое торцевое основание (фиг. 3), состоящее из профильной 3 и утолщенной 2 частей изготавливают из трубных заготовок соответственно ∅410×15 мм и ∅360×30 мм из стали 30, которые обжимают по наружному диаметру на механических кривошипно-шатунных прессах и подвергают токарной обработке с формированием сварочных кромок (фиг. 4 «а») на утолщенной части 2 и (фиг. 4 «б») на профильной части.
Осуществляют сборку и автоматическую сварку в подузел на установке сборки-сварки с программным управлением в среде защитных газов аргона (Ar) и углекислого газа (СО2). Сварку производят в четыре прохода без перерывов до полного заполнения разделки. Поперечные колебания электрода включаются на втором проходе после выполнения корневого шва.
В результате получают первое торцевое основание (фиг. 3) со сварным швом (фиг. 4 «в») шириной d1=10 (мм) min.
Далее производят нормализацию сваренного подузла в камерной электропечи при температуре 860÷880°С в течении 90 минут по достижению заданной температуры металла.
Выполняют окончательную механическую обработку подузла с формированием сварочной кромки (фиг. 6 «а»).
Затем проводят пневмоиспытания первого торцевого основания на герметичность внутренним пневматическим давлением в ванне с жидкостью.
Тонкостенную оболочку (фиг. 1) изготавливают из трубной заготовки ∅412×12 мм стали 30 методом ротационной вытяжки на давильно-раскатном станке за два перехода (фиг. 2). Первый переход ротационной вытяжки (фиг. 2 «а») выполняют деформирующими роликами 6 на оправке 5 со степенью деформации

Выполняют рекристаллизационный отжиг при температуре 635÷650°С в шахтной электропечи в течении 110÷120 мин.
Второй переход ротационной вытяжки (фиг. 2 «б») выполняют со степенью деформации

Степень деформации последующего второго перехода ротационной вытяжки ε2=50% превышает степень деформации первого перехода ε1=33,3% в 1,5 раза.
Получают заготовку тонкостенной оболочки 1 с концевыми утолщениями толщиной t1=8 мм и длиной l=60 мм и тонкостенной частью толщиной t=4 мм и внутренним диаметром
D=412-2×12=388 мм,
где 412 мм - наружный диаметр заготовки, 12 мм - толщина заготовки.
Затем выполняют токарную обработку концевого утолщения оболочки 1 с образованием сварочной кромки (фиг. 6 «б»).
Производят сборку замкового соединения подузла первое торцевое основание с оболочкой 1 методом запрессовки с индукционным нагревом ТВЧ (фиг. 5) индуктором 7 в зоне стыка на длине l=40 мм при температуре 350÷400°С с натягом 0,388÷1,94 мм, что составляет 0,1÷0,5% от внутреннего диаметра D=388 мм оболочки 1.
Выполняют автоматическую сварку собранного стыка в среде защитных газов в три прохода без перерыва до полного заполнения разделки (фиг. 6 «в») с получением сварного шва шириной d2=8 (мм) min.
После этого производят высокотемпературный индукционный отпуск сварного шва двух-кольцевым индуктором при температуре 650÷690°С, обеспечивающим ширину зоны отпуска не менее 30 мм. Равномерность прогрева обеспечивается вращением заготовки.
Второе торцевое основание 4 (фиг. 1) изготавливают вытяжкой из кружка 3диаметру оболочки 1 D=388 мм и толщиной, равной толщине оболочки 1 на концевом утолщенном участке t1=8 мм.
Затем осуществляют сборку и автоматическую сварку в среде защитных газов второго торцевого основания 4 с тонкостенной оболочкой 1 на установке сварки с программным управлением (фиг. 7). Сварку ведут в два прохода до полного заполнения разделки без поперечных колебаний электрода. В результате получают сварное соединение со сварным швом (фиг. 8 «б») шириной d3=5 (мм) min.
После чего выполняют нормализацию вращающегося в шпинделе станка сварного корпуса непрерывно-последовательным способом (фиг. 1, участок А) на установке индукционного нагрева кольцевым индуктором при температуре 780÷800°С на тонкостенной части оболочки 1 и 880÷920°С на утолщениях.
Выполняют окончательную механическую - токарную обработку сварного корпуса и проводят испытания на герметичность сварных швов внутренним пневматическим давлением методом погружения в ванну с жидкостью.
Выполнение способа изготовления осесимметричного стального корпуса сварного сосуда высокого давления, в соответствии с изобретением обеспечивает размерную точность, качество обработанной поверхности, технологичность изготовления, конструктивную прочность сварных соединений и надежность.
Изобретение может быть использовано при производстве сварных сосудов высокого давления.
В настоящее время разработана техническая документация, проведены испытания и намечено серийное производство продукции по предложенному способу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления осесимметричного сварного корпуса сосуда высокого давления | 2019 |
|
RU2700230C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ОСЕСИММЕТРИЧНЫХ КОРПУСОВ СОСУДОВ, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2015 |
|
RU2584622C1 |
| Способ изготовления стальной осесимметричной сварной конструкции | 2016 |
|
RU2626116C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОРПУСОВ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ ИЗ ВЫСОКОПРОЧНЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2015 |
|
RU2605877C1 |
| Способ изготовления тонкостенных сварных корпусов с концевыми утолщениями из разнородных алюминиевых сплавов | 2016 |
|
RU2620539C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК С КОНЦЕВЫМИ УТОЛЩЕННЫМИ КОЛЬЦАМИ | 2014 |
|
RU2567421C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ИЗ КОНСТРУКЦИОННОЙ КОМПЛЕКСНОЛЕГИРОВАННОЙ ХОЛОДНОДЕФОРМИРУЕМОЙ СТАЛИ | 2014 |
|
RU2566109C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ СЛОЖНОКОМБИНИРОВАННОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ | 2010 |
|
RU2449870C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ | 2010 |
|
RU2438843C1 |
Изобретение относится к области обработки металлов давлением и к сварке, а именно к изготовлению сварных сосудов высокого давления. Первое торцевое основание получают в результате сварки замкового соединения профильной и утолщенной частей, изготовленных из трубных заготовок обжимом и механической обработкой. Затем его подвергают нормализации и пневмоиспытаниям на герметичность. Тонкостенную оболочку с концевыми утолщениями изготавливают из трубной заготовки ротационной вытяжкой и механической обработкой. Сборку замкового соединения подузла первое торцевое основание и оболочки производят методом запрессовки с индукционным нагревом ТВЧ с последующей автоматической сваркой собранного стыка. Второе торцевое основание изготавливают вытяжкой из кружка прессовой и механической обработкой, после чего производят его сборку и автоматическую сварку с оболочкой. Повышается прочность и точность геометрической формы сосуда высокого давления. 4 з.п. ф-лы, 8 ил.
1. Способ изготовления осесимметричного стального корпуса сварного сосуда высокого давления, содержащего тонкостенную оболочку и торцевые основания, включающий изготовление деталей корпуса, формирования на них сварочных кромок под замковое соединение, сборку деталей в подсборки и автоматическую сварку, сборку-сварку подсборок с тонкостенной оболочкой в среде защитных газов и окончательную мехобработку с пневмоиспытаниями внутренним давлением, отличающийся тем, что профильную и утолщенную части первого торцевого основания изготавливают обжимом и механической обработкой трубных заготовок, затем формируют на них сварочные кромки под замковое соединение, осуществляют сборку и автоматическую сварку в подузел, производят нормализацию и окончательную механическую обработку подузла с формированием сварочной кромки и пневмоиспытания подузла на герметичность, затем изготавливают тонкостенную оболочку из трубной заготовки ротационной вытяжкой за несколько переходов с промежуточным рекристаллизационным отжигом с образованием концевых утолщений, при этом степень деформации задают возрастающей от первого перехода к каждому последующему, затем выполняют механическую обработку концевого утолщения с образованием сварочной кромки, производят сборку замкового соединения подузла первого торцевого основания с оболочкой методом запрессовки с индукционным нагревом ТВЧ и автоматическую сварку собранного стыка, выполняют высокотемпературный индукционный отпуск стыкового шва, после этого изготавливают второе торцевое основание вытяжкой из кружка прессовой обработкой, затем на его торце формируют сварочную кромку, осуществляют сборку и автоматическую сварку с оболочкой, после чего выполняют нормализацию сварного корпуса, окончательную механическую обработку и пневмоиспытания на герметичность.
2. Способ по п. 1, отличающийся тем, что формирование кромок замковых соединений выполняют с криволинейным скосом кромок под углом 8÷12° первого торцевого основания, 23÷27° второго торцевого основания и радиусом при вершине 2÷4 мм, а автоматическую сварку ведут в три-четыре прохода плавящимся электродом в смесях защитных газов с поперечными колебаниями электрода, при этом первый корневой проход выполняют без колебаний.
3. Способ по п. 1, отличающийся тем, что сборку замкового соединения подузла первого торцевого основания с оболочкой выполняют методом запрессовки с индукционным нагревом ТВЧ наружной поверхности оболочки в зоне стыка при температуре 350÷400°С с натягом 0,1÷0,5% от внутреннего диаметра оболочки.
4. Способ по п. 1, отличающийся тем, что каждый последующий переход ротационной вытяжки тонкостенной оболочки выполняют со степенью деформации, превышающей степень деформации на предыдущем переходе в 1,4÷1,6 раза.
5. Способ по п. 1, отличающийся тем, что нормализацию корпуса производят на установке индукционного нагрева индуктором ТВЧ при температуре 780÷800°С на тонкостенной части оболочки и 880÷920°С на утолщениях.
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ СЛОЖНОКОМБИНИРОВАННОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ | 2010 |
|
RU2449870C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ОСЕСИММЕТРИЧНЫХ КОРПУСОВ СОСУДОВ, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2015 |
|
RU2584622C1 |
| US 4055976 A, 01.11.1977. | |||

