(54) УСТАНОВКА ДЛЯ ВЫРЕЗКИ СФЕРИЧЕСКИХ ЭЛЕМЕНТОВ ДЛЯ РЕЗЕРВУАРОВ ИЗ ФОРМОВАННЫХ ЗАГОТОВОК
1
Изобретение относится к резке металлов, а именно к устройствам, для тепловой вырезки элементов сферических оболочек.
Известно устройство для обрезки секторных заготовок для днищ сварных резервуаров, содержащее размещенную на станине опору со сменным ложементом и резак, смонтированный на корпусе 1.
Однако таким устройством нельзя обрезать торцовые кромки сферического злемента.
Известно также устройство для газокислородной обрезки заготовок днищ сварных резервуаров, содержащее станину и дугообразную найравляющую, неподвижно укрепленную одним концом на станине, а вторым концом - на штанге, относительно оси которой поворачивается стол с заготовками. На направляющей установлена подвижная каретка с резаком 2.
Недостатком этого устройства является невозможность вырезки на нем такого существенного элемента сферического днища, каким является замыкающее донышко.
Кроме того, устройство, несмотря на значительные габариты, обеспечивает выполнение только одной операции - вырезки лепестков днищ и не обеспечивает выполнение на этом же устройстве сборки и сварки всего днища.
Наиболее близким к изобретению по технической сущности является установка для 5 вырезки сферических элементов для резервуаров из формованных заготовок, содержащая основание с секторными стойками для крепления элементов резервуара и дуговой приводной направляющей с кареткой, несущей режущие инструменты 3. 10 Однако эта установка не обеспечивает вырезку сферического доныщка резервуара, а также сборку сферических элементов в резервуаре.
Для обеспечения вырезки сферического донышка резервуара на основании смонтирован приводной поворотный и фиксируемый относительно основания стол, а секторные стойки размещены на столе и установлены с возможностью поворота и фиксации относительно оси стола, перпендикулярной к основанию.
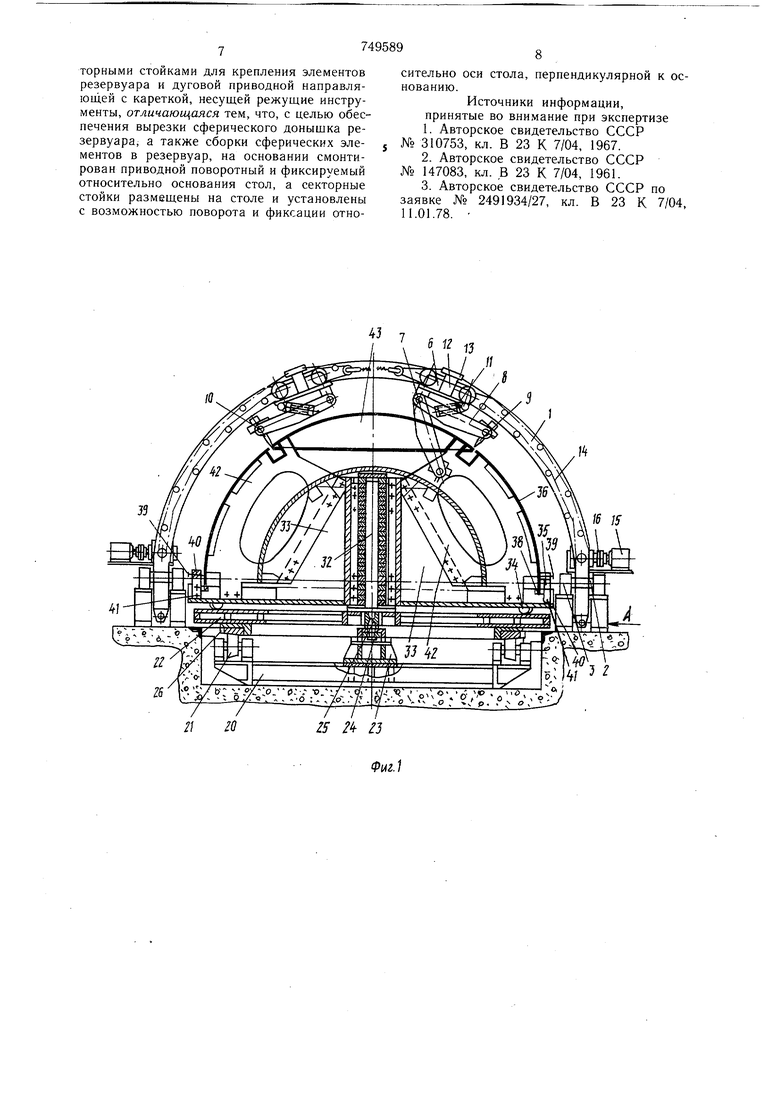
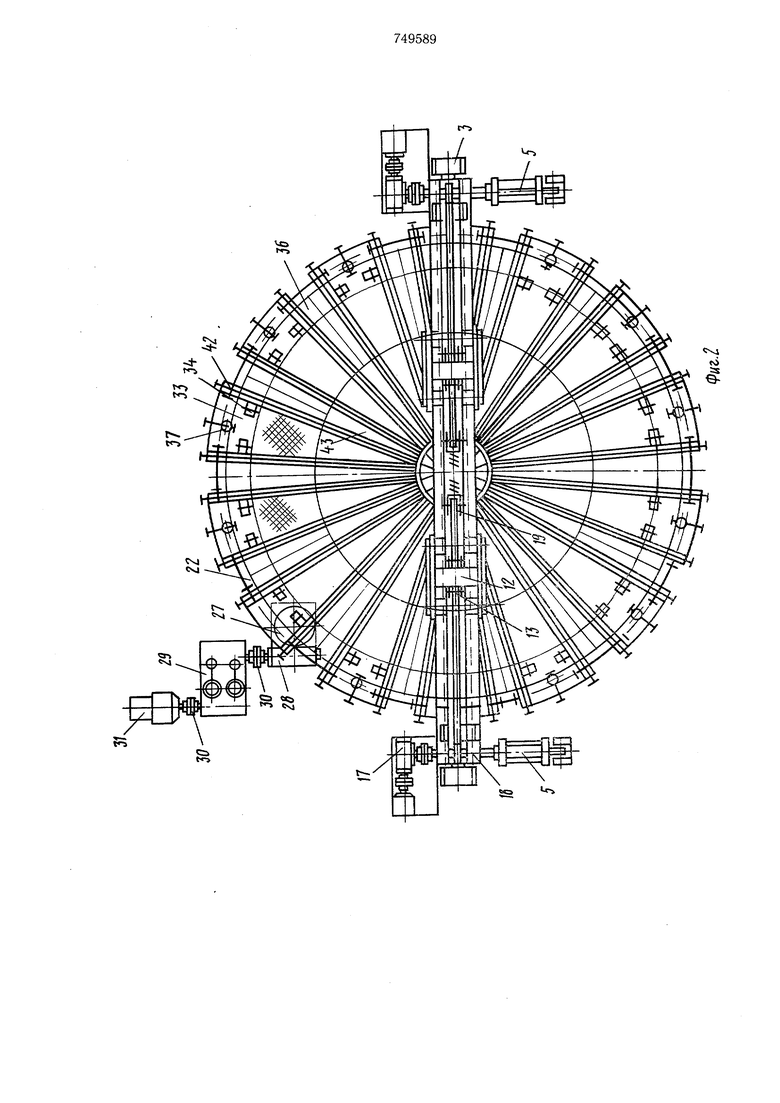
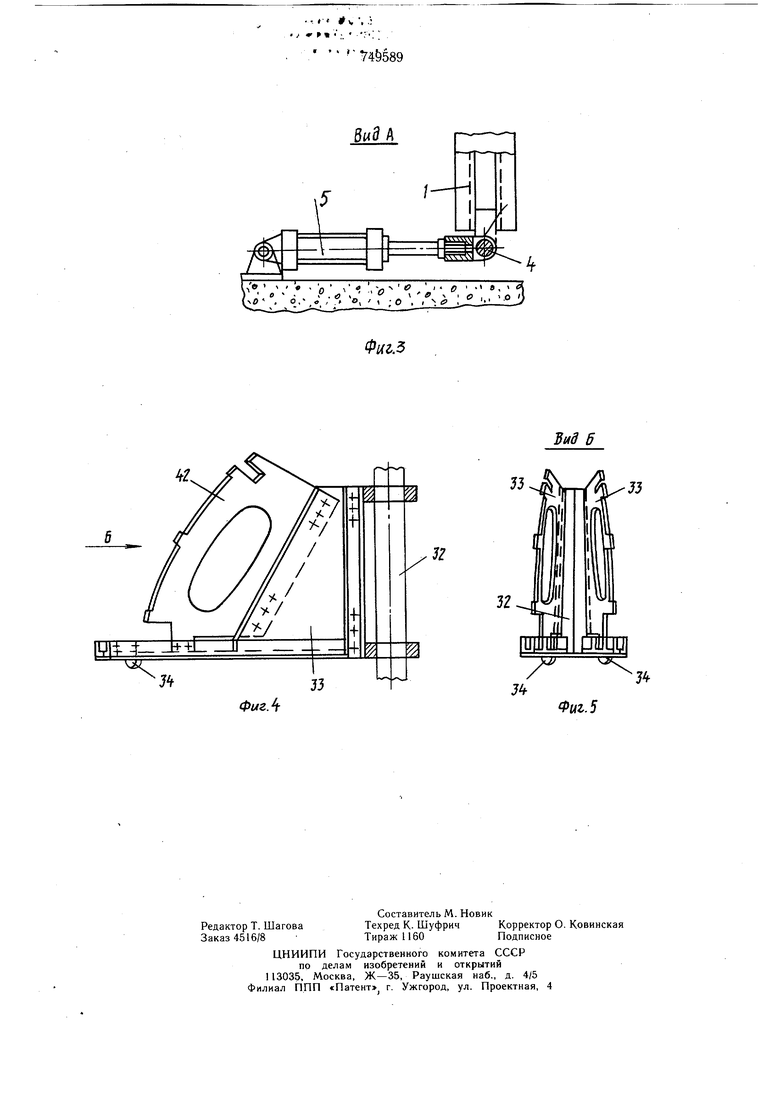
На фиг. 1 изображена предлагаемая установка, общий вид; на фиг. 2 показан вид установки сверху; на фиг. 3 дан вид по стрелке А на фиг. 1; на фиг. 4 - вид секторной стойки спереди; на фиг. 5 - вид по стрелке Б на фиг. 4.
Установка содержит приводную направляющую 1, выполненную в форме дуги полуокружности. Направляющая снабжена горизонтальными осями 2, которые расположены в диаметральной горизонтальной плоскости направляющей и покоятся на опорах 3. Концы направляющей имеют серьги 4, при помощи которых они скрепляются с пневмоцилиндрами 5, служащими приводом поворота направляющей. На направляющей 1 смонтированы каретки 6, оборудованные скрепленными с ними щарниром 7 и рычагами 8. Противоположный конец рычага 8 служит опорной поверхностью для крепления рабочего инструмента, причем на рычаге одной каретки закреплен инструмент 9 для тепловой резки, а на рычаге другой каретки - инструмент 10 для сварки. Рычаги 8 соединены с пневмоцилиндрами 11. Инструменты для вырезки и сварки расположены в диаметральной вертикальной плоскости направляющей.
К боковым стенкам корпусов кареток 6 прикреплены кронщтейны 12, оборудованные осями 13, к которым прикреплены тяговые цепи 14, входящие в систему цепного привода передвижения кареток. Привод состоит из электродвигателя 15 постоянного тока, муфты 16, червячного редуктора 17, приводной 18 и натяжной 19 звездочек. Причем каждая каретка имеет свой независимый привод перемещения.
На основании 20 по его периферии смонтированы ролики 21, служащие поверхностью качения приводного поворотного стола 22.
В центральной части основания 20 установлена стойка 23, снабженная вертикально поставленной осью 24, сопряженной с втулкой 25 поворотного стола 22. На. нижней поверхности поворотного стола 22 закреплено зубчатое колесо 26, входящее в зацепление с приводной щестерней 27 привода поворотного стола. Привод состоит из червячного редуктора 28, коробки скоростей 29, муфт 30 и электродвигателя 31 постоянного тока,
На верхней поверхности поворотного стола 22 жестко закреплена вертикальная колонна 32. На колонне шарнирно закреплены секторные стойки 33. Каждая секторная стойка снабжена двумя опорными катками 34, которыми она опирается на верхнюю поверхность поворотного стола 22, а также двумя упорами 35 для постановки и фиксации на них обрабатываемого лепестка 36 щарового днища. Секторные стойки оснащены также винтовыми фиксаторами 37, при помощи которых они скрепляются или раскрепляются с поворотным столом 22.. По ширине секторные стойки выполнены менее щирины нижнего основания обрабатываемого лепестка. Упоры 35 имеют опорную площадку 38 и винтовые зажимы 39. Осью 40 упор 35 соединен с секторной стойкой 33 и снабжен фиксатором 41.
К секторным стойкам 33 прикреплены сменные опоры 42 (по две к каждой стойке), выполненные по радиусу кривизны, соответствующему радиусу кривизны обрабатываемого лепестка 36 и замыкающего доныщка 43 щарового днища.
Установка работает следующим образом.
Винтовыми фиксаторами 37 секторные стойки 33 скрепляют с поворотны.м столом 22. Пневмоцилиндры 5 отводят дугообразную направляющую 1 в наклонное положение на угол, достаточный для установки доныщка 43 на опоры 42 секторных стоек 33. После установки замыкающего донышка, представляющего собой сферическую формованную заготовку, его перемещают пневмоцилиндром 5i направо - в рабочее вертикальное положение относительно поворотного стола.
Приводом, состоящим из электродвигателя 15, муфты 16, червячного редуктора 17 и звездочек 18 и 19, перемещают по направляющей 1 каретку 6, несущую режущий инструмент 9 в положение, при которой режущий инструмент будет находиться над одной из точек на линии реза торцовой кромки донышка 13. Включают режущий инструмент 9 в режим резания и одновременно включают привод, состоящий из червячного редуктора 28, коробки скоростей 29 муфт 30 и электродвигателя 31 поворота стола 22.
При это.м доныщко 43 вместе с поворотным столом 22 поворачивается относительно неподвижного резака 9 со скоростью, необходимой для процесса резки. По завершении резки торцовой кромки замыкающего донышка 43 останавливают вращение стола 22.
После этого приводом, имеющим электродвигатель 5, отводят дугообразную направляющую в нерабочее - наклонное положение. Снимают с установки замыкающее доныщко 43 и возвращают дугообразную направляющую 1 в рабочее положение. Формованную заготовку, устанавливают нижней кромкой на опорные площадки 38 упоров 35 и опирают на опоры 42. Винтовыми зажимами 39 фиксируют лепесток 36 в таком положении. Включают привод 31 поворотного стола 22 и подводят закрепленный лепесток под дугообразную направляющую 1 в положение, при котором начальная линия реза, отмеченная на боковой кромке лепестка, окажется под режущим инструментом 9. При этом исходная линия реза и
режущий инструмент находятся в одной вертикальной диаметральной плоскости. Включают привод, имеющий электродвигатель 31 поворотного стола 22. Приводом, имеющим электродвигатель 15, перемещают каретку
6, несущую режущий инструмент 9, так чтобы режущий инструмент 9 разместился над верхней или нижней точкой кромки, которую принимают за исходную точку реза. Останавливают привод передвижения каретки. При этом устройство подготовлено для обрезки боковой кромки лепестка 36
Включают режущий инструмент 9 и одновременно включают привод, имеющий электродвигатель 15 передвижения каретки. Обрезают боковые кромки лепестка 36. После обрезки привод, имеющий электродвигатель 15, выключают.
Для обрезки второй боковой кромки включают привод, имеющий электродвигатель 31 поворотного стола 22, и выставляют вторую боковую кромку относительно режущего инструмента, как было указано выще.
Обрезают вторую боковую кромку лепестка 36. Затем привод каретки выключают.
На опорные площадки 38 упоров 35 секторной стойки 33, соседней с секторной стойкой, несущей лепесток с уже обрезанными боковыми кромками, устанавливают второй лепесток. Обрезают боковые кромки второго лепестка по выщеописанной технологии.
При наличии двух лепестков с обрезанными боковыми кромками стыкуют их соседние боковые кромки. Для чего освобождают одну из секторных стоек, на которых размещены лепестки с обрезанными боковыми кромками, от фиксации с поворотным столом 22. Вручную перемещают раскрепленную секторную стойку до смыкания боковых кромок двух лепестков. После этого раскрепленную секторную стойку фиксируют винтовым фиксатром 37 относительно поворотного стола 22.
Включают привод, имеющий электродвигатель 31 поворотного стола 22 и подводят состыкованные лепестки под дугообразную направляющую 1 в положение, при котором стык оказыватеся под инструментом 10 для сварки, закрепленным на второй каретке 6. Включают этот привод. Приводом, имеющим электродвигатель 15, перемещают каретку 6 так, чтобы сварочный инструмент 10 разместился над верхней или нижней точкой стыка кромок.
Останавливают привод перемещения каретки. При этом устройство подготовлено для сварки стыка кромок двух лепестков. Включают сварочный инструмент 10 и одновременно привод перемещения каретки. Производят сварку стыка боковых кромок двух лепестков. После чего этот привод выключают.
Аналогично выщеописанному производят установку, обрезку кромок, стыковку и сварку третьего и последующих лепестков до тех пор, пока все они не сомкнутся в конструкцию, составляющую щаровое днище без замыкающего доныщка 43. После этого обрезают верхнюю и нижнюю кромки. Для этого освобождают фиксаторы 41 упоров 35 и откидывают их, поворачивая на осях 40. При этом вся сваренная конструкция удерживается, опираясь на опоры 42 секторных стоек. Включают привод перемещения каретки 6 с режущим инструментом 9 и перемещают его на линию реза верхней или нижней кромки.
Останавливают привод перемещения каретки. При этом устройство подготовлено 5 для обрезки нижней или верхней кромок. Включают режущий инструмент 9 в режим резания и одновременно привод вращения поворотного стола. Последовательно обрезают верхнюю и нижнюю кромки всех лепестков в сборе, что существенно повыщает
0 точность геометрических размеров днища в целом и качество поверхности реза.
Пневмоцилиндром 5 отводят направляющую 1 в наклонное нерабочее положение. Устанавливают на верхнюю кромку сваренной конструкции замыкающее доныщко 43. Пневмоцилиндром 5 возвращают направляющую 1 в рабочее - вертикальное положение. Приводом каретки 6 со сварочным инструментом 10 выводят инструмент в исходное положение для сварки стыка замыкающего доныщка 43 со сваренной конструкцией. Включают привод поворотного стола 22 и одновременно - сварочный инструмент. Производят сварку стыка. Останавливают привод поворатного стола 22 и выключают сварочный инструмент. Отводят направляющую в нерабочее положение и снимают готовое изделие с устройства. Установка при этом находится в готовности для повторения технологического цикла. При переходе к обработке элементов щарового днища другого типораз.мера на секторные стойки 33 устанавливают соответствующих размеров сменные опоры 42. При этом с помощью пневмоцилиндра 11 перемещают рычаг 8 в положение, при котором рабочий инструмент занимает положение, оптимальное для
выполнения соответствующих работ - резки или сварки.
Использование предлагаемого устройства позволит значительно сэкономить использование производственных площадей за
Q счет совмещения выполнения на одном и том же устройстве технологических операций вырезки элементов, составляющих конструкцию изделия, сборки и сварки их в конструкцию окончательной готовности. При этом весь технологический процесс осуs ществляется на одном устройстве по замкнутому циклу при высокой степени механизации всех операций.
Экономическая оценка использования только одной установки предлагаемой конструкции в условиях производства химическо0го машиностроения дает годовой экономический эффект порядка 50 тыс. руб.
Формула изобретения
Установка для вырезки сферических элементов для резервуаров из формованных заготовок, содержащая основание с секторными стойками для крепления элементов резервуара и дуговой приводной направляющей с кареткой, несущей режущие инструменты, отличающаяся тем, что, с целью обеспечения вырезки сферического донышка резервуара, а также сборки сферических элементов в резервуар, на основании смонтирован приводной поворотный и фиксируемый относительно основания стол, а секторные стойки размещены на столе и установлены с возможностью поворота и фиксации относительно оси стола, перпендикулярной к основанию.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 310753, кл. В 23 К 7/04, 1967.
2.Авторское свидетельство СССР № 147083, кл. В 23 К 7/04, 1961.
3.Авторское свидетельство СССР по заявке № 2491934/27, кл. В 23 К 7/04, 11.01.78. 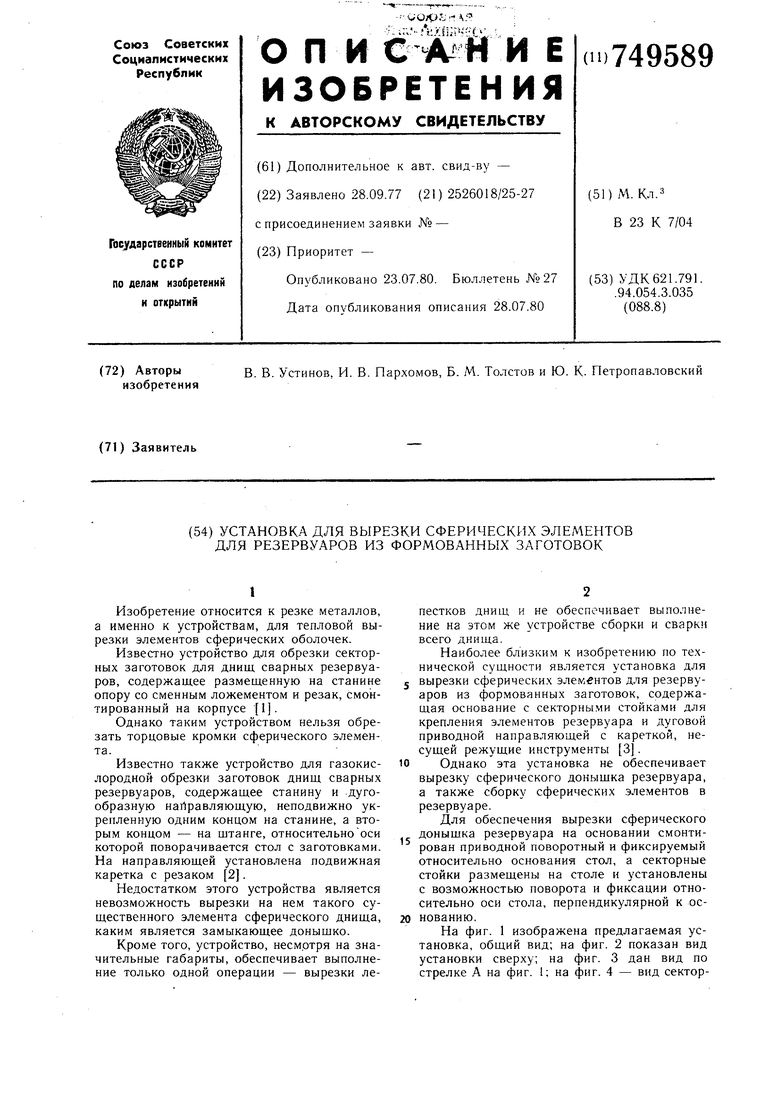
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вырезки элементов оболочек из сферических заготовок | 1976 |
|
SU647073A1 |
| Установка для разметки и вырезки сферических элементов | 1977 |
|
SU694307A1 |
| Устройство для обрезки выводов радиоэлементов на печатных блоках | 1983 |
|
SU1127706A1 |
| Станок для обрезки кромок листового материала | 1973 |
|
SU476158A1 |
| Устройство для газокислородной обрезки заготовок днищ сварных резервуаров | 1961 |
|
SU147083A1 |
| Дисковые ножницы для резки листов | 1979 |
|
SU814599A1 |
| Станок для обрезки выпрессовок на автопокрышках | 1967 |
|
SU286845A1 |
| Устройство для обработки кромок лепестков сферической формы | 1974 |
|
SU525518A1 |
| Устройство для кислородной вырезки деталей | 1982 |
|
SU1073023A1 |
| Стенд для сборки под сварку | 1986 |
|
SU1425018A1 |
1 /
/ / 15 /J
// 10 ,
х/-. ,ov
W . о V О . Х р . . N о t3
O . e 0
K.« . o,-,/; , «, , f ; 0 . Л
биЗД
.a
4f,
J
Фиг A
Фиг. 5
