Известные с;5а() -(,1овкм д,1я автоматическо дуговой ciiapKU iieiioBOpOTHbix стыкс-в т;)уб, содержаиые два :- убчатых xo.icca г выемхам;: для надевания их на трубу, одно из которых за-креп.шется на трубе ненодвижно, а другое приводится iio вращение вокруг трубы н несет на себе сварочную горелку и механизм подачи присадочной проволоки, имеют большие габариты и не обеспечивают возможности в труднодоступных местах. Д.ля хттранения казанмого недостатка предлагается для привода механизма подачи ;г,)исад;;чной проволок применить шестерню, сцепленную с зубчатым венцом ненодвижного колеса и через промежуточную шестерню с другой шестерней, сцепленно с тем же венцом, причем оси этих трех шестерен введены в отверст 1я врашаюшегося колеса.
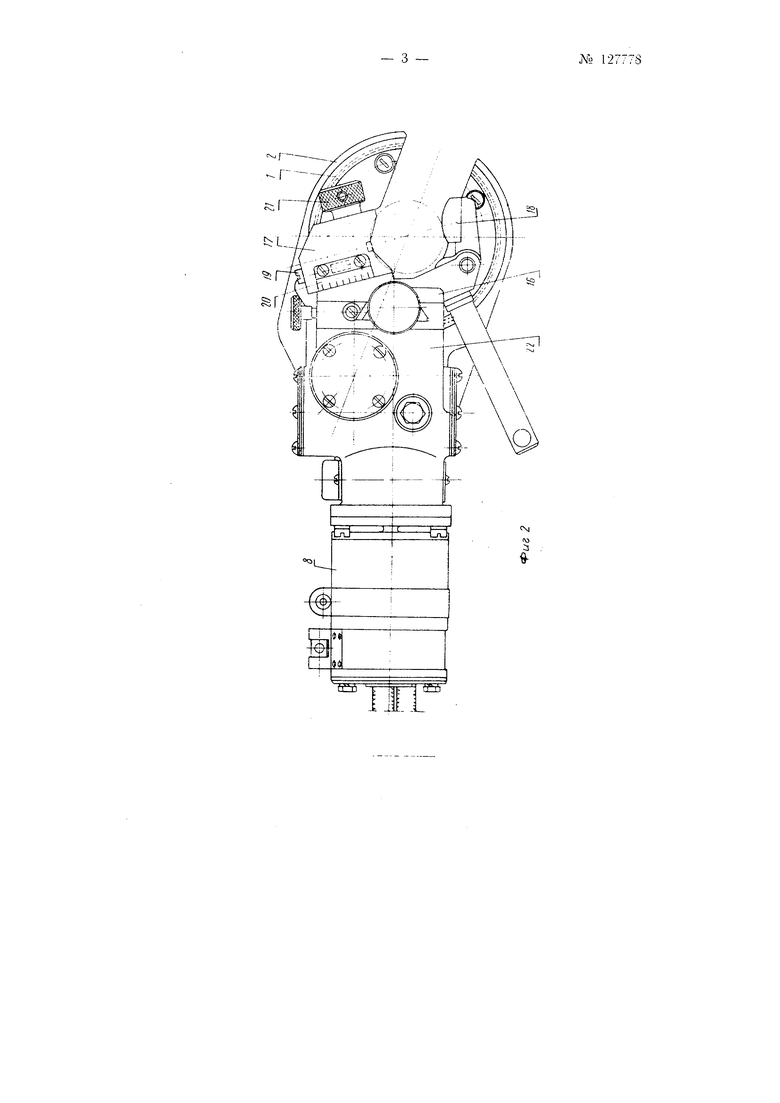
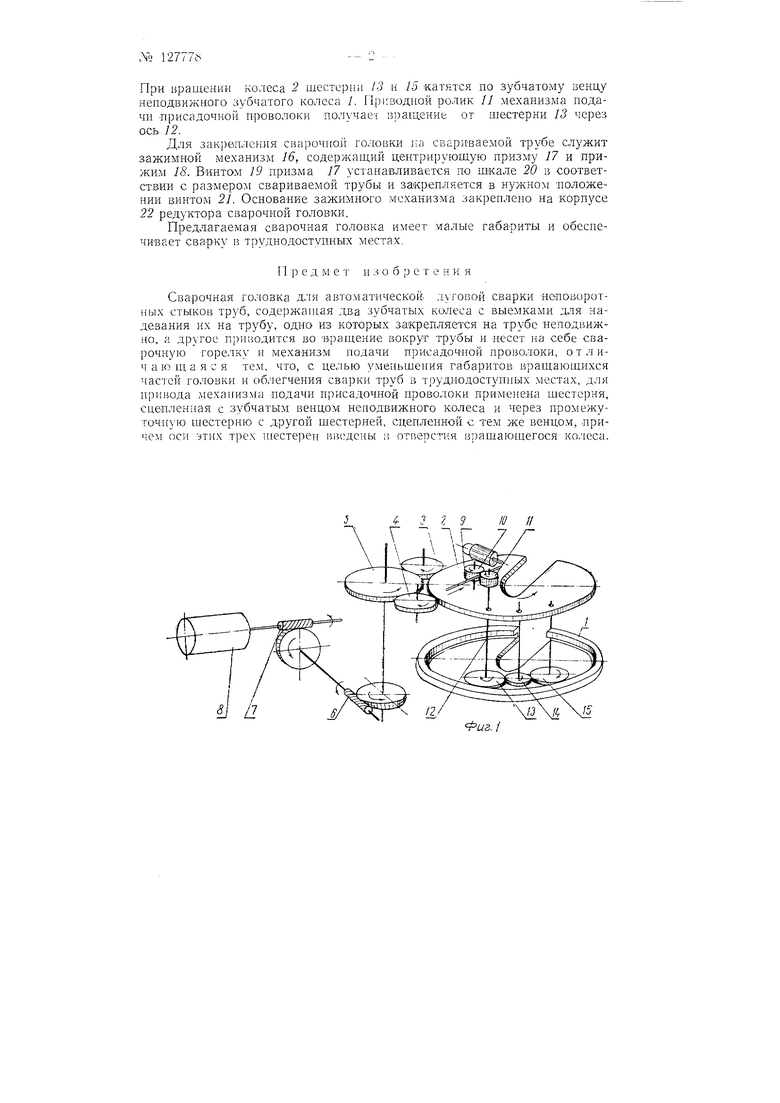
На фиг. 1 представлена кинематическая схема предлагаемой сварочной головки; на фиг. 2-сварочная головка в общем виде.
Зубчатое колесо / с вн тренним зубчатым венцом и выемкой для установки на свари1заемую трубу закр.еп.чено на ; ;;nyce С 5ароч.)й го,товки. Второе зубчатое колес:; 2 также имеет для установк на С15ари:-;аем ю труб} и через зубчатые ко.теса 3. 4 и Ли две че;)вячные пары 6 и 7 но.тучает ispanieiine от электропривода 8.
I р; сад;лЧная п:5ово, .9 юдается роликами 10 11, установ.ченны-Viii на з бчатом Ko.iece 2. Pcxinx // осью 12 с Н1есте;жей 13. Пг-е.чедняя через лромежсточнхю п еете;)ню 14 связана с шестерней 15. Оси njecTepeH /,, 14 и /5 закреп.чены на колесе 2. Шестернп 13 и 15 входят в зацеп чение с зчбчатым вениом нсно.авижного колеса /. Горелка для органо-дуговой сварки (на чертеже не показана) закрепляетея на колесе 2. При сварке вращенле от электропривода А псреда.ется зх бчатому кодеру 2. Последнее враихается и перемешает сварочную горелк и механизм подачи присадочной пров;),1оки вок:пт с:-:ари15аемого стыка.
Л 12777 --- 2
При вращении колеса 2 шестерни /, и 75 катгася по зубчатому венцу неподвижного зубчатого колеса I. Првводной ролик 11 механизма подачи Присадочной проволоки получает вращение от шестерни 13 через ось 12.
Для закрелления сварочиой головки i;a свариваемой трубе СоТужит зажимной механизм 16, содержаш,ий центрируюшую призму П и прижим 18. Винтом 19 призма П устанавливается по шкале W в соответствии с размером свариваемой трубы и закрепляется в нужном положении винтом 21. Основание залсимного механизма закренлено на корпусе 22 редуктора сварочной головки.
Предлагаемая сварочная головка имеет малые габариты и обесиечивает сварку в труднодоступных местах.
П р е д м е т и зебре т е н и я
Сварочная головка для автоматической, луговой сварки неповоротных -стыков труб, содержан ая два зубчатых колеса с выемками для надевания их на трубу, одно из которых закрепляется на трубе неподвижно, а другое при юдится во в|)аи;ение вокруг трубы и несет на себе сварочную горелку и механизм подачи присадочной проволоки, отличаю ni а я с я тем, что, с целью уменьшения габаритов врашаюшихся частей головки и облегчения сварки труб в т1Ууднодоступпых местах, для привода механизма подачи присадочной проволоки при1менена шестерня, сцепленная с зубчатым венцом неподвижного колеса и через промежуточиую шестерню с другой шестерней, сцепленной с тем же вендом, причем оси этих трех Н1естереи введены в отверстия врашаюшегося ко.чеса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочная головка | 1960 |
|
SU136491A1 |
| Двухдуговая головка для сварки кольцевых швов | 1980 |
|
SU925595A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
| Устройство для автоматической сварки | 1972 |
|
SU631059A3 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ КОНВЕКТИВНЫХ СЕКЦИЙ ВОДОГРЕЙНЫХ КОТЛОВ | 2019 |
|
RU2717762C1 |
| Сварочная головка для автоматической сварки криволинейных элементов | 1983 |
|
SU1159747A1 |
| Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопроводов | 2018 |
|
RU2690388C1 |
| АВТОМАТ ДЛЯ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ В ТРУДНОДОСТУПНЫХ МЕСТАХ | 1969 |
|
SU253275A1 |
| Устройство для автоматической сварки неповоротных кольцевых стыков | 1978 |
|
SU766793A1 |