1. --i
Известен сварочный автомат для дуговой сварки под флюсом в труднодоступных местах, содержащий штангу с неремеш.аюш,ейся по ней сварочной головкой, укрепленной па каретке, следящую систему с исполнительным механизмом, механизм подачи электродной проволоки и механизм дистанционного управления подачей флюса через бункер.
Предложенный автомат отличается от известного тем, что исполнительный механизм выполнен в виде двух смонтированных на штанге электродвигателей, вращающих в разные стороны параллельные червяки, взаимодействующие с укрепленной на каретке червячной шестерней, расположенной между ними и связанной с механизмом подачи электронной проволоки. Ьункер для флюса выполнен в виде двух цилиндрических, концентрично расположенных с возможностью взаимного поворота кожухов. Внутренний кожух жестко связан с кареткой и снабжен опорами и прорезью, расположенной по его образующей, а наружный - винтовой прорезью, скользящей по опорам и обеспечивающей поворот наружного кожуха при отклонении сварочной головки от свариваемого стыка.
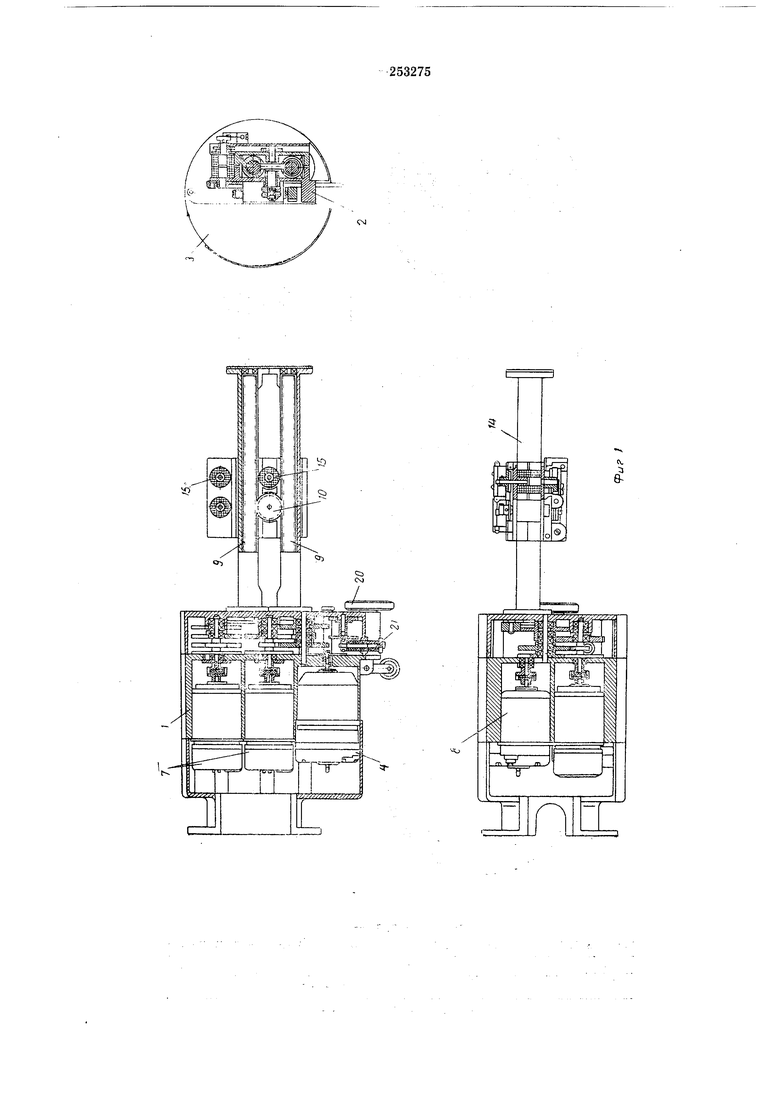
Штангу с корпусом 1, в которой размещены элементы следящих систем и к которой крепится сварочная головка, установленная на каретке 2, заводят внутрь свариваемого изделия, например труоы. Положение каретки с помощью зуочатого венца, расположенного на внешнем кожухе оункера , передается на находящийся за сельсином 4 сельсин-датчик (на чертежах не показан) следящей передачи. Сельсин-приемник ее установлен в олоке контроля и управления (на чертежах не показан) и дает информацию о начальном положении электрода относительно свариваемого стыка.
Затем включают механизм, сообщающий вращение свариваемой трубе, и сварочную головку со следящей системой. Следящая система состоит из исполнительного механизма, датчика 5 положения стыка, установленного
0 на каретке с помощью плавающей подвески 6, и корректирующей обратной связи, состоящей из тахогенераторов 7. Исполнительный механизм выполнен в виде двух электродвис гателей 8 (второй двигатель не виден, так как оба они расположены вертикально один над другим).
шестерней 10 механизма подачи электродной проволоки. Шестерня вращается и проволока подается, но каретка остается неподвилшой.
При появлении сигнала с датчика 5 один из двигателей увеличивает скорость, а другой на столько же уменьшает ее. Каретка при этом перемещается, ликвидируя рассогласование, и устанавливает электрод на стык, а червячная шестерня 10 продолжает вращаться с прежней скоростью. Благодаря этому скорость подачи проволоки не меняется. Для изменения скорости подачи электродной проволоки на двигатели подают приращение напряжения одинакового знака и они получают равное приращение скорости, при этом каретка остается на месте.
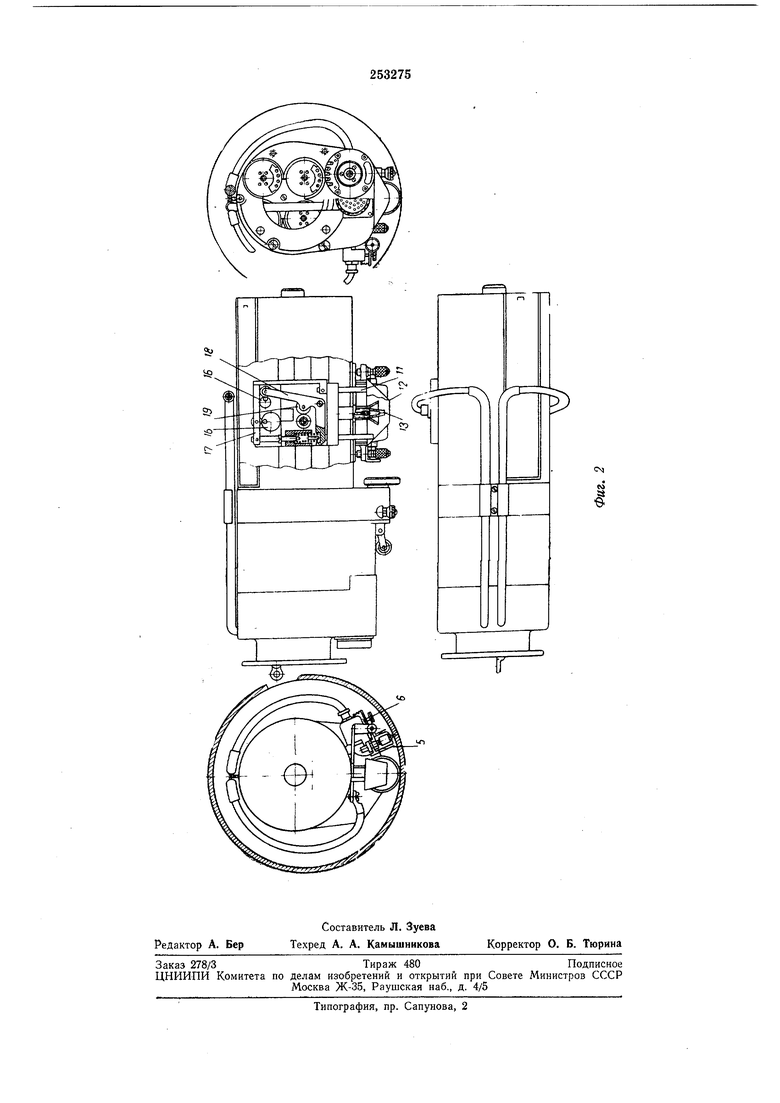
Бункер 3 для флюса выполнен в виде двух цилиндрических концентрично расположенных кожухов. Внутренний кожух имеет прорезь, расположенную на образующей, и снабжен опорами 11 для крепления к ним воронки ./2. Через эту прорезь проходит сварочный мундштук 13. Внешний кожух имеет винтовую прорезь, которая, совмещаясь с прорезью внутреннего кожуха, образует ромбовидное отверстие, через которое флюс поступает в воронку, а из нее - в зону сварочной дуги. При отклонении сварочной головки в сторону от свариваемого стыка каретка перемещается по направляющим 14. Опоры // воронки заставляют внещний кожух бункера поворачиваться, меняя отверстие для подачи флюса. Подачей проволоки, флюса и подъемом датчика управляют дистанционно с блока контроля и управления с помощью электромагнитных храповых муфт 15. Они при помощи эксцентриков 16 поднимают штанги 17 флюсовой воронки (прекращают подачу флюса) и отводят рычаг 18 прижимного ролика 19
(прекращают подачу электродной проволоки).
Угловое положение свариваемой трубы или обечайки через опорный ролик 20 и фрикционный вариатор 21 передается на сельсин. Сельсин-приемник этой передачи, установленный в блоке контроля и управления автомата, дает информацию о положении свариваемого изделия.
Предмет изобретения
Автомат для дуговой сварки под флюсом в труднодоступных местах, содержащий
штангу с перемещающейся по ней сварочной головкой, укрепленной на каретке, следящую систему с исполнительным механизмом, механизм подачи присадочной проволоки и механизм дистанционного управления подачей
флюса через бункер, отличающийся тем, что, с целью повышения качества сварки за счет повышения точности слежения, исполнительный механизм выполнен в виде двух смонтированных на штанге электродвигателей, вращающих в разные стороны параллельные червяки, взаимодействующие с укрепленной на каретке червячной шестерней, расположенной между ними и связанной с механизмом подачи присадочной проволоки, а бункер для
флюса выполнен в виде двух цилиндрических, концентрично расположенных и установленных с возможностью взаимного поворота кожухов, внутренний из которых жестко связан с кареткой и снабжен опорами и прорезью,
расположенной по его образующей, а наружный - винтовой прорезью, скользящей по опорам и обеспечивающей поворот наружного кожуха при отклонении сварочной головки от свариваемого стыка.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ МНОГОДУГОВОЙСВАРКИ | 1968 |
|
SU221873A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| СВАРОЧНЫЙ АВТОМАТ | 2010 |
|
RU2430821C1 |
| УСТРОЙСТВО для ДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ стыков ТРУБ в ЗАЩИТНЫХ ГАЗАХ | 1973 |
|
SU364402A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1978 |
|
SU749605A1 |
| Автомат для сварки под флюсом | 1984 |
|
SU1180203A1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ ДЕТАЛЕЙ С ИЗНОШЕННОЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 2002 |
|
RU2215625C1 |
| Устройство для сборки запрессовкой и сварки с подачей присадочной проволоки цилиндрического тела с концевыми элементами | 1986 |
|
SU1368148A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ | 1972 |
|
SU326032A1 |