Изобретение относится к обработке металлов давлением а именно к уст- ройствам для восстановления профиля зубьев зубчатых колес.
Цель изобретения - расширение технологических возможностей за счет обработки зубчатых колес внутреннего зацепления и повышение качества восстанавливаемых зубчатых колес путем предотвращения налипания шихты на инструмент.
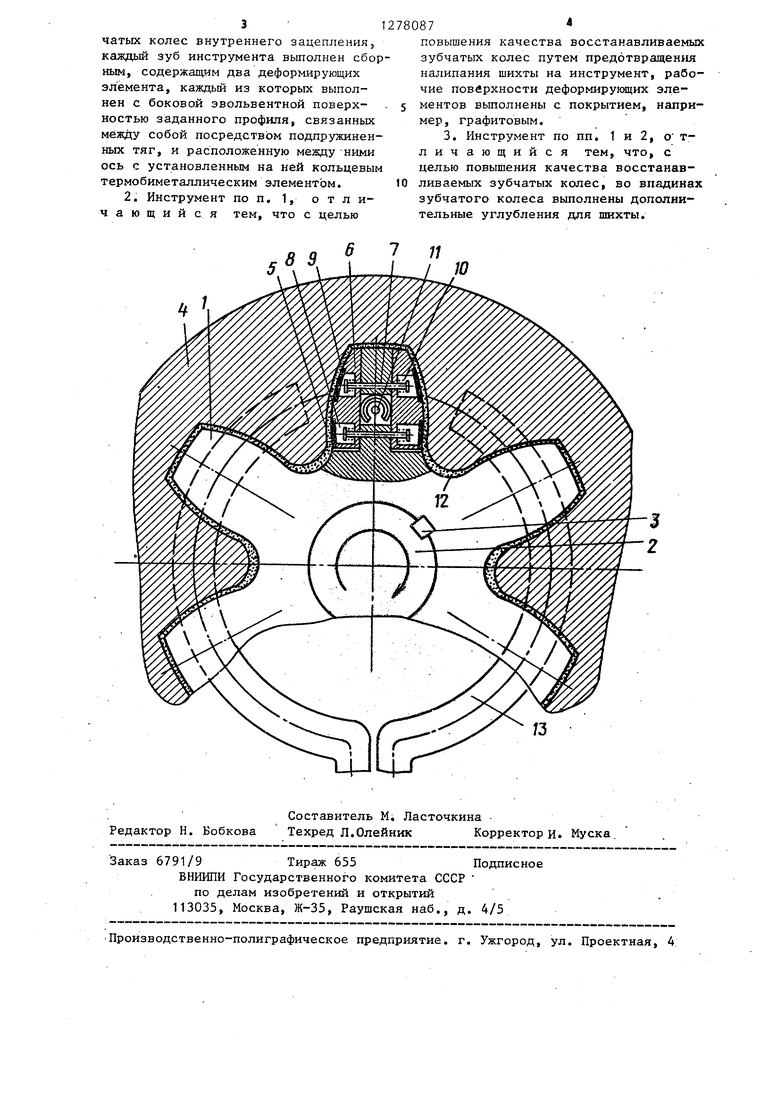
: На чертеже показана схема устройства для восстановления профипя зубьев зубчатых колес внутреннего зацепления.
На. схеме обозначены инструмент 1 в вид,е зубчатого колеса, установленного на валу 2, который передает крутящий момент через шпонку 3„ Восстанавливаемое зубчатое колесо 4 установлено с зазором, в которьш засыпана шихта 5с На инструменте 1 каждьй зуб выполнен сборным, содержащим два деформвдующих элемента 6, скрепленных между собой тягами 7, подпружиненными цилиндрическими пру™ жинами 8 сжатия. Для п редотвращения попадания шихты 5 в цилиндрическую полость, в которой находятся тяги 7j, полости закрыты металлическими заглушками 9.
В корпусе инструмента, между торцовыми поверхностями деформирующих элементов 6 с боковыми эвольвеятными поверхностями, установлен с возможностью термического расширения термобиметаллический элемент 10 на оси 11 Для подачи шихты в зоны восстановления во впадинах инструмента 1 имеются углубления 12, Нагрев зоны спекания шихты из металлического тв12рдо- сплавного порошка различных марок с добавками бора и кремния осуществляет индуктор 13, расположенньш под восстанавливаемым эвольвентным профилем,
Устройство для восстановления профиля зубьев зубчатых колес работает следующим образом.
При вращении колеса 4 с вн /трен- ним зацеплением на валу 2 шиз:та 5 по действием центробежных сил двигается от центра вращения зубчатого колеса 4 к окружности его впадин,,. По мере процесса уплотнения порояжа из углублений 12 подаются дополнительные дозы шихты 5 до тех nopj по- ка зазоры между инструментом 1 и
зубчатым колесом не заполнятся уплотненной массой шихты 5 Процесс формования шихты осуществляется в течение 10-15 с, после чего включают индукционную установку ТВЧ. Под действием температуры нагрева биметаллический элемент 10, установленный на оси 11, начинает разжиматься, оказьшая изнутри дополнительное дав-
ление на деформируюш 1е элементы 6, перемещающиеся под воздействием сил давления биметаллического элемента на тягах 7, Производится дополнительное прессование шихты к внутреннему
профилю колеса 4, ,Цля предотвращения налипания порошка к деформирующим элементам 6 последние вьшолнены с покрытием из графита. Процесс длится до момента дост,ижения температуры зоны нагрева 1050 с соответствующего спеканию шихть с поверхностью внутреннего зубчатого профиля колес, После окончания процесса нагрева биметаллический элемент10 возвращается в исходное состояние и деформирующие элементы 6 под действием пружин 8 отжимаются от внутренней поверхности зубчатого колеса 4.
.Применение предлагаемого инструмента позволяет повысить качество наносимых покрытий, их физико-механические свойства и равномерность структуры вследствие того, что имеющийся износ по рабочим поверхностям
неравномерен, причем неравномерность износа составляет около 50%,Поэтому применение предлагаемого устройства по сравнению с известными устройствами, предназначенными для восстановления зубчатых колес при равной производительности процесса восстановления, позволяет примерно на 30% повысить количество годных изделий.
Выполнение во впадинах инс-трумен- та углублений позволяет обеспечить подачу дополнительного порошка в зону восстановления (под действием центробежных сил) и достичь высокой плотности наносимого покрытия (5 - 8%) .
Формула изоб-ре тения
1, Инструмент для восстановления зубчатых колес методом накатки..вы- полненньй в виде зубчатого колеса, отличающийся тем, что, с целью расши;рения технологических возможностей за счет обработки зуб3 1
чатых колес внутреннего зацепленияэ каждый зуб инструмента вьшолнен сбор ным, содержащим два деформирующих элемента, каждый из которых выполнен с боковой эвольвентной поверхностью заданного профиля, связанных между собой посредством подпружиненных тяг, и расположенную между -ними ось с установленным на ней кольцевым термобиметаллическим элементом.
2. Инструмент по п. 1, отличающийся тем, что с целью
78087
повышения качества восстанавливаемых зубчатых колес путем предотвращения налипания шихты на инструмент, рабочие поверхности деформирующих эде5 ментов выполнены с покрытием, например, графитовым.
3. Инструмент по пп. 1 и 2, о т- личающийся тем, что, с целью повышения качества восстанав- 10 ливаемых зубчатых колес, во впадинах зубчатого колеса выполнены дополнительные углубления для шихты.
8 9.
/3
Редактор Н. Бобкова
Составитель М, Ласточкина
Техред Л.Олейник Корректоры. Муска,
Заказ 6791/9 Тираж 655Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое, предприятие, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления зубьев зубчатых колес и устройство для его осуществления | 1985 |
|
SU1284647A1 |
| Устройство для получения покрытий на зубчатых профилях | 1981 |
|
SU954186A1 |
| Устройство для восстановления профиля зубьев зубчатых колес | 1986 |
|
SU1400782A1 |
| Устройство для подачи заготовок | 1979 |
|
SU846201A1 |
| Устройство для восстановления профиля зубьев | 1987 |
|
SU1581445A1 |
| Червячный обкатник | 1978 |
|
SU829280A1 |
| Инструмент для обработки зубчатых колес | 1979 |
|
SU848134A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ | 1998 |
|
RU2134183C1 |
| СПОСОБ ПОВЫШЕНИЯ ДОЛГОВЕЧНОСТИ ЗУБЧАТЫХ КОЛЕС РЕДУКТОРОВ | 1992 |
|
RU2072059C1 |
| Способ восстановления изношенных зубчатых колес | 1974 |
|
SU640837A1 |
Изобретение касается обработки металлов давлением, а именно устройств для восстановления профиля зубьев зубчатых колес. Целью изобретения является расширение технологических возможностей за счет обработки зубчатых колес внутреннего зацепления и повьшение качества восстанавливаемых зубчатых колес путем предотвращения налипания шихты на инструмент. Инструмент выполнен в виде зубчатого колеса, казвдый зуб которого состоит из двух деформирующих элементов с рабочими боковыми поверхностями эвольвентного профиля. Между деформирующими элементами на оси установлен термобиметаллический кольцевой элемент, который при нагреве создает дополнительное усилие прессования шихты за счет раздвиже- ния деформируницих элементов. Для возврата деформирующих элементов в первоначальное положение служат подпру-, жиненные тяги, расположенные между деформирунщими элементами. 2 з.п. ф-лы, 1 ил. с V)
| Способ восстановления профиля зубьев зубчатых колес | 1974 |
|
SU490543A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
