Изобретение относится к обработке ме- |я. |лов давлением и может б1)Ггь использо- iHii() ирн ковке туго11;1авких метал.чов.
Це. И) изобретения и()В1 11иение качества поковки за счет ироработкм структуры материала.
фиг. 1 изображеи боек, общий вид; иа (иг. 2 - то же, вид еперели.
Предлагаемый кузнечный боек выио.тнен с н.чоской рабочей иовер.чносизЮ 1 .трямо- гольной Ei нлаие. На рабочей новерхности 1 выно.шеиы два углуб.чення 2 и .3, форма ко- торы.х совиадает с 1|н) усече1Н1ых нрямо- угольиы.х 1Н1рамид, расположенных на диагонали рабочей поверхности 1 и сонряжен- ны.х в ее центре. Причем одна из сторон каждого уг.тубления соиряжена с боковой новерхностыс) б()11ка. Донья углубл(М{ий 2 и 3 расположены на разных уровнях отио- сите, 1ьно зерка.ча бойка.
Конка с исно 1ь:- ованием нредлагаемого бойка осуществляется следующи.м образом.
Заготовку размешают между бойка.мн и проводят осадку с еднничными обжатиями 25--35 /о. При этом предлагаемый боек может ирименяться в иа|)е либо с аиадо1ич- ным бойком, имеюншм зерка.11,ну10 симметрию, .шбо с илоски.м бойко.м. После осадки за1 отовку кантуют на 90 вокруг вертнка,1ь- Hoi i оси и новто)як)т нроцесс. Торен иоков- ки можно калибровать н/юскими бойками.
При осадке цилиндрической заготовки Mi ra. i. i в HepinK) очередь деформируется на н. юской поверхности 1 бойка и начинает заио/1нягь уг, 1уГ)лення 2 и 3. За счет течения мета. кта ио иак. юиным граням уееченны.х нир-амида. 1ьных ччлублений 2 и 3 он иод- |;ержеи сдшп овым де(}к)рмациям. Это обеспечивает доио. 1ните.1ьную н()оработку ,титой дендрнтной структуры.
Течение мета, 1,:1а но г1акло1И ым иоверч- ностям каждого углубления обеспечивает появление сжимающих напряжений за счет всг()ечного течения ме 1алла.
При расно. южегши дна уг,. |уб. 1еннй на раз.тннном уровне металл ностененно участ вует в деформации. Даже нри за1и лнении ОД.НОЙ но. их тн металл все еще деформируе - си в другой, что обеспечивает развитие до- но.чнительных сдвиговых деформаций. При кантовке заготовки в нервую очередь де1|1ор- мируется более вькхжнй е(|и)рмир|)ванн1,1Й выстун, обеспечивая перетекание ме 1ал,1а .
уг, бле1Н1Я заготовки. После этого в деформацию вступает второй сформированный выстун. что обесиечнвает иротивогют1)ки гечения метал.ча. Пен)ерывно черед я обжатие и кантовку заготовки, причем иослед- нюю осуществляют вокруг продольной оси слитка, можно значитсмьно новысить интенсивность проработки литой структуры металла, устранить формирование зон затрудненной деформации, т.е. изменить схему нанряженно-деформированного состс яния металла нри осадке.
Резу;1ьтаты опытной ковки показывают, что нри деформировании молибдена на дан- бойках можно повысить обжатие на
, 10-15% но сравнению с ковкой металла на бойках е углублениями, выполненными на одном уровне, интенсивность проработки ,1итой структуры металла и качество поковок. Деформированные поковки не имеют поверхностных н внутренних дефектов и
0 сгруктура мета, 1;1а от, шчается высокой однородностью и мелкозернистостью.
Таким образом, расноложение дна углуб- , 1ений на раз;1ичных уровнях обеснечивает дж тижение новогч) эсрфекта повышение
качества, выхода в годное ири осадке труднодеформируемых тугонлавких металлов и сплавов.
Формула изобретения
Q Боек для осадки слитков, преимущественно из труднодеформируемых материалов, включающий ирямоугольньи в илане плоский рабочий торец с расноложенными по диагонали на п,тоскости рабочего торца, по крайней мере, ДВУМЯ огкрытыми с двух
5 смежных стор()Н уг.чуб.чениямн нрямоу| о,1ь- пой в нлане формы, две смежные боковые поверхности каждого из которых образованы боковой новерхностыо четы|)ехгранной усеченной нирамиды, обращенной болыним основа 1тем к рабочему торц, отличающийся тем, что, с целью новын1ення качества поковок за счет улучшения (фоработки структ - ры материала, донные части углублениГ расположены на разных уровнях относнте. но рабоче1Ч) т(зрна, нри это.м ребра хтюмя5 г:уть х смежнь1х боковых поверхностей уг- .. 1ений совмещены в точке пересечения диш онал м (1у|-о.- ьног-о в н.лане рабоче- I о торца.
0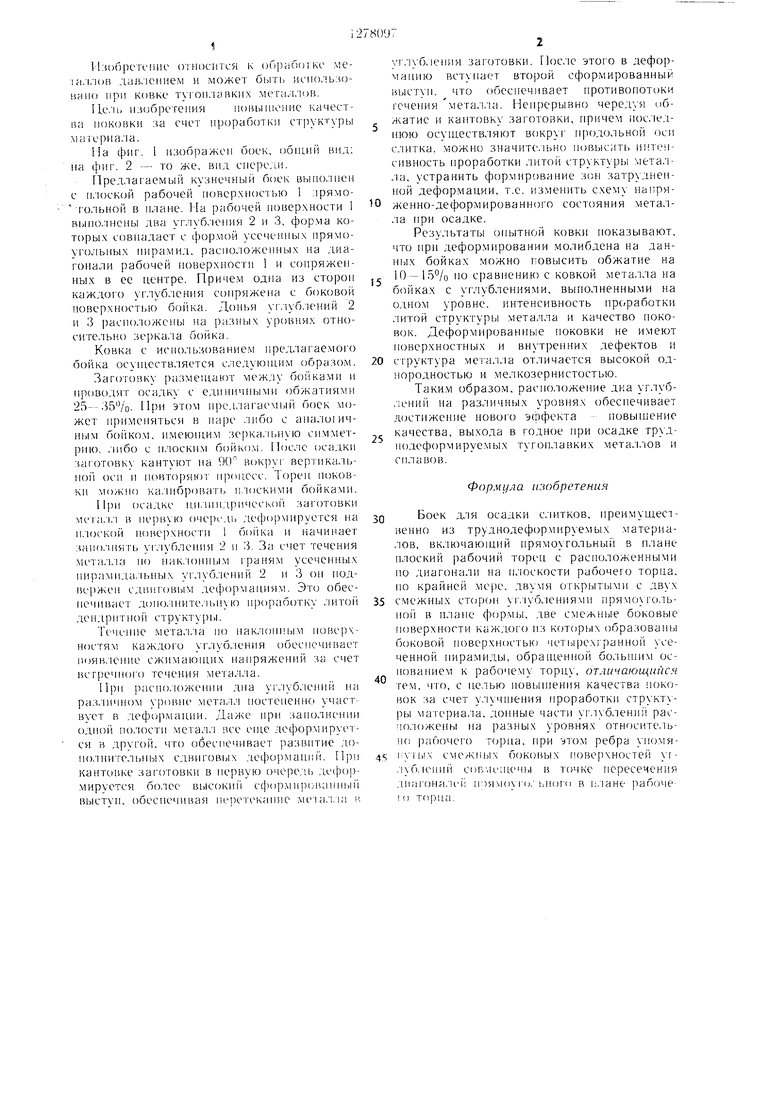
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ протяжки поковок типа пластин и кузнечный боек для его осуществления | 1984 |
|
SU1256840A1 |
| Способ ковки труднодеформируемых металлов и сплавов | 1980 |
|
SU869926A1 |
| Инструмент для радиальной ковки | 1990 |
|
SU1773543A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2011 |
|
RU2457061C1 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2011 |
|
RU2474484C1 |
| СПОСОБ КОВКИ ЗАГОТОВКИ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2008 |
|
RU2406588C2 |
| СПОСОБ КОВКИ ПЛИТ ИЗ СЛИТКОВ | 2010 |
|
RU2459682C1 |
| Способ ковки поковок | 1984 |
|
SU1248711A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486985C2 |
Изобретение относится к области обработки металлов давлением, к устройствам для ковки труднодеформируемых металлов. Целью изобретения является повышение качества поковки за счет проработки литой структуры бойком с прямоугольным в плане плоским рабочим торцом с расположенными по диагонали двумя открытыми с двух смежных сторон углублениями прямоугольной в плане формы. Две смежные боковые поверхности каждого из углублений образованы боковой поверхностью четырехгранной усеченной пирамиды, обращенной большим основанием к рабочему торцу. Донные части этих углублений расположены на разных уровнях относительно рабочего торца. Ребра смежных боковых поверхностей углублений совмеш.ены в точке пересечения диагоналей рабочего торца. Расположение дна углублений на разных уровнях обеспечивает дополнительную сдвиговую деформацию, устраняет формирование зон затрудненной деформации. 2 ил. & (Л ГчЭ 00 о со 
| Тюрин В | |||
| А | |||
| Теория и процессы ковки слитков па прессах | |||
| - М.: Машиностроение, 1979, с | |||
| Способ приготовления кирпичей для футеровки печей, служащих для получения сернистого натрия из серно-натриевой соли | 1921 |
|
SU154A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
