Изобретение относится к обработке металлов давлением н может быть использовано в кузнечно-прессовых цехах машиностроительных и металлургических заводов дли из1 отов;1ения поковок дисков из слитков методом свободной ковки на крессах.
Цель изобретенияновьпнение качества поковки тина диска путем улучшения деформационной проработки материала, при- ;ieraioinero к торцовым участкам осевой дефектной зоны слитка при предварительной деформации, одновременно позволяющей получить у пего равномерно вогнутую боковую поверхность и тем самым создать благоприятные условия для закрытия песплош- ностей в осевой зоне слитка при последующей осадке его между плоскими плитами,
На чертеже изображено предварительное деформирование торца слитка, установленного на плоской нижней нлите под углом иС : 10-25° к оси верхнего узкого бойка во время первого обжатия.
Предлагаемый способ осуществляют еле- дующим образом.
Нагретый до ковочной температуры слиток 1 биллетивуют, вырубают блок и устанавливают на плиту 2 стола пресса таким образом, чтобы его ось была наклонена в еторону бойка 3 под углом 10-25°. Величина угла наклона оси слитка к оси узкого бойка определяется необходимостью обее- печить устойчивость слитка в наклонном положении, а также уширение металла на торцах заготовки. При меньшем угле накло- на оси слитка ущирепие металла на его торцах недостаточно, при большем - возникает опасность потери слитком устойчивости. Затем верхним узким бойком воздействуют на его торец во взаимно перпендикулярных направлениях на участки дли- ной 0,2-0,3 диаметра слитка со степенью деформации 0,03-0,05 его высоты. Длина участков торца определена необходимостью придания достаточно устойчивого наклонного положения слитку и обеспечения равно- .мерного и одновременного в верхнем и нижнем торцах уширения металла. При меньшей длине участка, на который воздействует узкий боек, уширение будет в виде ярко выраженного «языка, т.е. преимущественно односторонним. При увеличении длины участка .выше указанного предела вогнутость боковой поверхности слитка незначительна и после осадки ноковка имеет бочкообразную форму. Пределы изменения степени деформации определяются необходимостью обеснечить достаточное уширение металла торцов слитка и опасностью получения зажимов. При меньшей степени деформации уширение металла незначительно, при большей - на поверхности торцов возникают зажимы.
После деформирования слитка узким бой- ком производят осадку плоскими плитами до получения заданных размеров ноковки.
д s
0
5 о 0
5
Пример. Слиток массой 64 т из стали 25ХНЗМФА нагревают до ковочной темпе- ра уры и на нрессе уси.чием 6000 те билле- тируют и вырубают цилиндрический блок диаметро.м 1400 мм и высотой 290 мм. После нагрева в печи до 1220°С цилиндричеекий блок устанавливают в вертикальном положении на плоскую нижнюю плиту и прижимают верхним узким бойком участок торца шириной 1000 мм до расстояния 350 мм от края. Движением стола пресса в направле- пии от верхнего узкого бойка цилиндрический блок устанавливают таким образом, чтобы его ось располагалсь под углом с. 20° к оси бойка, и при этом производят обжатие до высоты 2800 мм. После этого движением стола пресса блок возвращают в вертикальное положение и наклоняют его в такой же последовательности на 20° в противоположную сторону, осуществляют обжатие противоположного участка торца дли- пой 350 мм до высоты 2800 мм. Затем блок возвращают в вертикальное положение и, совместив край бойка с вертикальной осью блока, наклоняют его в первоначальном направлении под углом 20° к оси бойка и осуществляют обжатие центрального участка торца до высоты 2750 мм, носле чего возвращают блок в вертикальное положение и наклоняют его на тот же угол в нротивопо- ложную сторону, осуществляют обжатие центрального участка торца, расположенного по другую сторону от его вертикальной оси. После обжатий в этом направлении блок вывозят на плите из-под пресса и краном разворачивают на 90° вокруг вертикальной оси и повторяют деформирование узким бойком в направлении, перпендикулярном направлению предыдущего деформирования. Затем на верхний торец блока устанавливают плоскую осадочную плиту и осаживают его до заданных размеров поковки диска диаметром 1970 мм и высотой 1460мм.
Во время предварительной деформации цилиндрического блока, установленного под углом к направлению воздействия верхнего узкого бойка, образуется тело вращения с вогнутой боковой новерхностью; верхняя торцовая поверхпость имеет вид ступенчатой вогнутой, а нижняя - выпуклой с центральным плоским участком, следовательно, деформации подвергаются только зоны затрудненной деформации, прилегающие к торцам блока. При окончательной осадке плоскими плитами до поковочных размеров диска происходит выпрямление торцовых и боковой поверхностей, а в осевой дефектной зоне при этом создаются благоприятные условия для закрытия несплошностей в материале.
Предлагаемый способ ковки слитка позволяет получить поковки типа дисков высокого качества структуры материала по все- .му объему.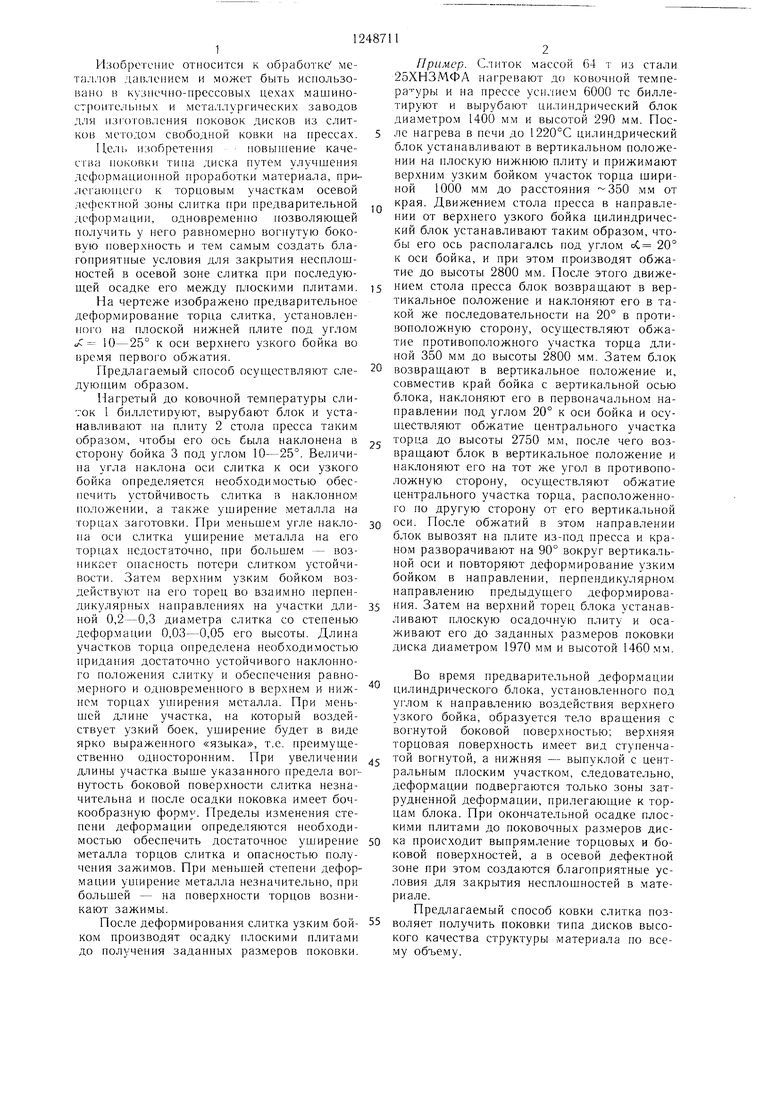
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки поковок типа дисков | 1989 |
|
SU1710176A1 |
| Способ ковки поковок | 1988 |
|
SU1608005A1 |
| СПОСОБ КОВКИ ПЛИТ ИЗ СЛИТКОВ | 2010 |
|
RU2459682C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПОКОВОК КОВКОЙ | 2007 |
|
RU2369459C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| Инструмент для ковки слитка | 1987 |
|
SU1683854A1 |
| Кузнечный инструмент для протяжки | 1987 |
|
SU1542688A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ РЕАКТОРА | 2010 |
|
RU2449852C2 |
| Способ подготовки заготовок к окончательной обработке | 1986 |
|
SU1423240A1 |
| Способ ковки заготовок | 1981 |
|
SU1161219A1 |

| Технологическая карта НКМЗ им | |||
| Ленина | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
