10
20
25
.1256840
Изобретение относится к обработе металлов давлением и может быть спользовано для изготовления поковок ипа, пластин из слитков методом своодной ковки на прессах.
Целью изобретения является повыение производительности за счет интенсификации течения металла от центральной зоны к периферии при предварительной протяжке.
На фиг. 1 приведена схема взаимного расположения бойков и поковки при промежуточном обжатии, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - схема взаимного расположения бойков и поковки перед последующим обжатием, вид сбоку; на фиг.4 - то же, вид сверху; на фиг. 5 - боек для осуществления предложенного спо- соба, вид сбоку; на фиг. 6 - то же, вид сверху; на фиг. 7 - сечение А-А на фиг. 5.
Схема, приведенная на фиг. Т-4, включает бойки 1 и -2 и поковку 3.
Способ осуществляют следующим образом.
Предварительно деформируют осевую зону заготовки шириной 0,2-0,4 ширины заготовки разовым обжатием на величину 0,7-0,9 (H-h), где Н - высота заготовки, h - высота готовой поковки, а деформацию боковых зон заготовки осуществляют с увеличивающейся в направлении подачи деформацией по высоте заготовки от О до (H-h) с одновременным увеличением в том же направлении ширины очага деформации от 0,2 до 1,0 ширины заготовки переходным участком бойка с калибровкой поверхности поковки капиб- рукщим плоским участком бойка до получения поковочных размеров пластины.
Пример. Протяжку поковки типа пластины осуществляли из слитка массой 39,5 т углеродистой стали.После закатки цапфы с прибыльной части, биллетировки, ковки блока 900 х 1150 х X 3500 мм и нагрева его протяжку . пластины осуществляли между нижним . плоским и верхним бойком с рабочей поверхностью в виде ступенчатого клипоа уг эл же
и му да По го ку 5 дв эт л с
к н т п
30
35 к
40 п
5 б
50
на с центральным участком, вькгота которой равнялась 0,82 высоты готовой
0
5
поковки, длиной 550 мм и шириной 400 мм, общей длиной бойка 2200 мм, а шириной калибрующего участка 2000 мм, углы наклона составляли ot- 10°, 60 , 6 90°, все конструктивные элементы рабочей поверхности сопряжены между собой радиусами 100-200 мм,
Протяжку начинали с донной части и вели с обжатиями 135-140 мм, формуя выемки глубиной 110-115 мм, а подачу осуществляли равной 400-600 мм. После двух проходов по всей длине заготовки с одной из. ее сторон заготовку кантовали на 180° и осуществляли 5 два прохода с другой стороны, при этом обжатия и подачи выполняли аналогичными первьм проходам. После отрубки донной и прибыпьной частей слитка получили поковку пластины с размерами « 5500 мм
Предпоженный способ протяжки поковки типа пластины осуществляют кузнечным бойком, состояштим из двух частей: калибрующей 4 с плоской рабочей поверхностью 5 и для предварительной деформации, выполненной в виде двухступенчатого клина,при этом рабочая поверхность 6 наклонена к горизонтальной плоскости основания 7 на
30
угол с 5-13°, угол наклона одной боковой поверхности 8 к другой в плане составляет р 30-70°, а наклон
этих же поверхностей к плоскости основания 7 составляет S 30-90°. Все
конструктивные элементы рабочей части бойка сопряжены между собой по радиусам R (0,05-0,1) В, где В - ширина калибрующего участка, а высота ступени 9, меньшей ширины рабочей
поверхности составляет h (0,7-0,9)Н, где Н - высота калибрующего участка 4, а ее ширина составляет b (0,1-0,25)В.
Применение верхнего кузнечного
бойка с рабочей поверхностью предложенной формы позволяет снизить трудоемкость ковки за счет ликвидации кузнечных операций осадки и предварительной протяжки с промежуточным нагревом за счет интенсификации течения металла от центральной зоны к периферии при ковке и обеспечивает равномерную проработку металла по всему сечению поковки.
фигЛ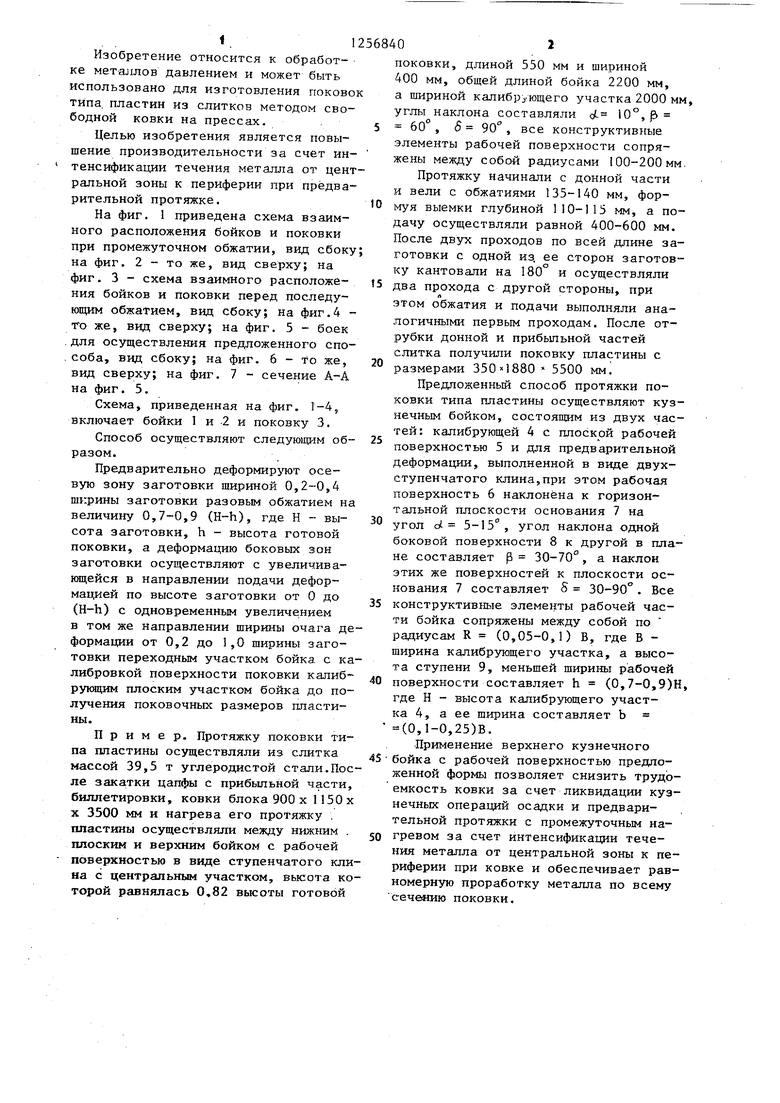
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки поковок типа кубиков | 1987 |
|
SU1442318A1 |
| Способ получения крупных поковок | 1978 |
|
SU795691A1 |
| Инструмент для кузнечной протяжки | 1982 |
|
SU1042863A1 |
| Способ ковки поковок типа пластин | 1990 |
|
SU1761364A1 |
| Способ ковки поковок типа пластин | 1984 |
|
SU1266631A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| Способ изготовления буртовых валов | 1988 |
|
SU1590185A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2011 |
|
RU2457061C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| Способ получения заготовок дисков | 1988 |
|
SU1608008A1 |

1. Способ протяжки поковок типа пластин, при котором при единичном обжатии предварительной протяжки одновременно деформируют два участ;ка, при этом на одном участке деформируют осевую зону, на другом - боковые зоны, а окончательную протяжку ведут плоским участком бойка, отличающийся тем, что, с целью повышения производительности за счет интенсификации течения металла от центральной зоны к периферии при предварительной протяжке, деформированию подвергают осевую зону шириной 0,2- 0,4 ширины заготовки разовым обжатием на величину 0,7-0,9 (П-h), где Н - высота заготовки, h - высота готовой детали, а боковые зоны деформируют увеличивающимся обжатием в направлении подачи от О до (H-h) с одновременным увеличением в том же направлении зоны деформации на 0,2-1,0 ширины заготовки. 2. Кузнечный боек для протяжки поковок типа пластин, состоящий из двух частей, одна из которых вьтолнена с плоской рабочей калнбрукицей поверхностью, а другая вьтолнена в плане, осесимметричной с переменными шириной и рабочей поверхностью для предварительного деформирования, отличающийся тем, что, с целью повьш1ения производительности за счет интенсификации течения металла от центральной зоны к периферийной,часть бойка для предварительного деформирования выполнена в виде двухступенчатого тела с наклоном его рабочей поверхности к горизонтальной плоскости на 5-15, с наклоном боковых поверхностей на 30-90° и углом наклона в плане одной боковой поверхности относительно другой, равным 30-70°,при этом высота ступени меньшей ширины составляет 0,7-0,9 высоты калибрующего участка, а ее пгарина 0,1-0,25 ширины калибрующего участка. i (Л tc ел О) 00 4iki
fJoffata
(риг
дуиг.
{fJuff.S
Редактор Л. Повхан
Составитель Л, Коммель
Техред М.Ходанкч Корректоре. Шекмар
Заказ 4861/7 Тираж 655Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Инструмент для ковки поковок типаплАСТиН | 1979 |
|
SU829298A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
