Изобретение относится к кленально- сборочным работам, а в частности к способам клепки.
Це;1ь изобретения - снижение металлоемкости за счет исключения использования для клепки каждой заклепки отдельной, остающейся в пакете матрицы.
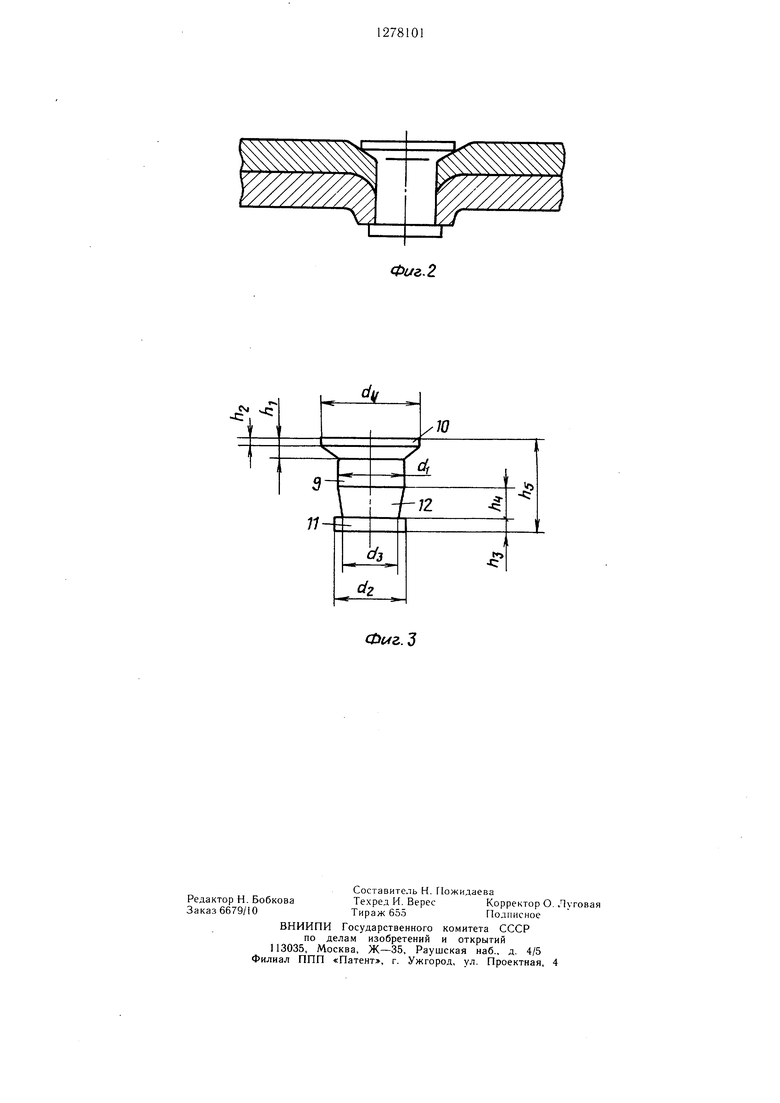
На фиг. 1 изображены элемепты соединения перед пробивкой отверстия в пакете склепываемых деталей; па фиг. 2 - полученное соединение деталей; па фиг. 3 - заклепка с кольцевым коническим участком на стержне.
Способ осуществляют следующим образом.
Пакет склепываем.ы.х деталей 1 устанавливают па стол 2 с матрицей 3, пмеюп1ей сквозное отверстие 4 и соосную ему ко аьце- вую нроточку 5, вынолненную на 11овер.хнос- ти матри1и 1, обращенной к накету склепываемых деталей. Для у/п чщениия условий отделения от матрицы сдеформирозаиного пакета кольцевую проточку 5 выполняют с конической боковой поверхностью, обращенной большим основанием к пакету.
Пакет сжимают посредство.м пружины 6 и прижима 7, после чего в пуансон 8, расположенный соосно матрице, встав.чяют заклепку 9 с закладной головкой 10 и кольцевым выступом 11 па противоположном конце, диаметр которого меньще диаметра отверстия 4 в матрице. Стержень заклепки может быть выполнен с кольцевым коническим участком 12, расположеншлм на прилегающем к кольцевому выступу 11 конце и обращенным меньшем основанием к выступу.
На закладную головку заклепки воздействуют усилием, которое обеспечивает пробивку отверстия в пакете деталей торцом заклепки с одновременной установкой ее в образованное отверстие.
При дальнейшем воздействии па головку заклепки ее вдавливают в пакет заподлицо, при этом происходит деформирование головкой заклепки и пуансоном, прилегающей к отверстию зоны пакета, в результате чего осуществляется заполнение материалом склепываемых деталей полости, образованной стержнем заклепки, головкой и кольцевым выступом, и обжатие стержня за- клепкп, обеспечивающее креплепие заклепки в пакете.
Пример. Способ кленки опробывается при образовании неразъемного соединения в пакете из листовой стали марок Ст. 3 сп. 5, 14Г2 с толщипой каждой из деталей 6, 8 и 10 мм. Общая толщина пакета 12, 16 и 20 мм. Размеры закленкп припяты следующими (фиг. 3): di - диаметр стержня, равный 18,3 мм, dj, - дпа.метр торца, равный 18,3 мм, dj- наименьший диаметр стержня, равный 17,3 мм, d.1 -- диа.метр головки, равный 26 мм, hi - высота копической- час
5
0
5
0
5
0
5
0
5
ти головки, равная 3 мм, hj. - высота цилиндрической части головки, равная 2 мм, h, - высота торцовой части стержня, равная 3 мм, h - высота конической части стержня, равная 10 мм, h5 - общая высота заклепки, равная 25 мм.
Материал заклепки - сталь 40Х (из высокопрочного болта М24). Размеры матрицы (фиг. 1); DI: - диаметр отверстия, равный 18,6 мм, DI - наибольший диаметр конической выточки, равный 27 мм, Dj - наи.меньщий диаметр конической выточки, равный 24 мм, И - высота конической выточки, равная 3 мм.
Клепка выполняется на прессе, а также посредством ручного гидравлического домкрата с контролем давления в цилиндре по мано.метру. Для пакета толщиной 16 мм усилие прижатия пакета Р 40 тс, усилие пробивки отверстия и запрессовки заклепки P изменяется в зависимости от перемещения заклепки в сторону матрицы.
Усилие Pi па стадии пробивки отверстия составляет 40-45 для стали 14Г2 и 25- 30 тс для стали Ст. 3, усилие установки стержня в пакете - 35-40 и 20-25 тс соответственно, усилие выпрессовки заклепки 8 и 5 тс соответственно, усилие разрыва образца 14,5 и 12,5 тс соответственно.
Формула изобретения
1.Способ клепки, заключающийся в размещении пакета склепываемых деталей на матрице с отверстием, еооспым оси клепки, пробивке торцом стержня заклепки с закладной головкой отверстия в пакете, установке заклепки в получеппое отверстие и последующем закреплении заклепки в пакете, отличающийся тем, что, е целью снижения металлоемкости, на конце стержня заклепки, противоположном закладной головке, предварительно выполняют кольцевой выстуц, на поверхности матрицы, сопряженной с пакетом соединяе.мых деталей, выполняют кольцевую проточку, расположенную соосно отверстию в матрице, которое выполняют диаметром, превышающим диаметр кольцевого выступа, а закрепление заклепки в пакете осуществляют путем деформирования прилегающей к отверстию зоны пакета до заполнения материалом соединяемых деталей полости, образованной стержнем заклепки, ее головкой и кольцевым выступом.
2.Способ по п. 1, отличающийся тем, что стержни заклепки выполняют с кольцевым копическим участком на прилегающем к кольцевому выступу конце, обращенным меньщим основанием к кольцевому выступу.
3.Способ по п. 1, отличающийся тем, что кольцевую проточку в матрице выполняют с конической боковой поверхностью, обращепной большим основание.м к пакету склепывае.мых деталей.
3
Фиг.2
X
W
0
72
d3
. J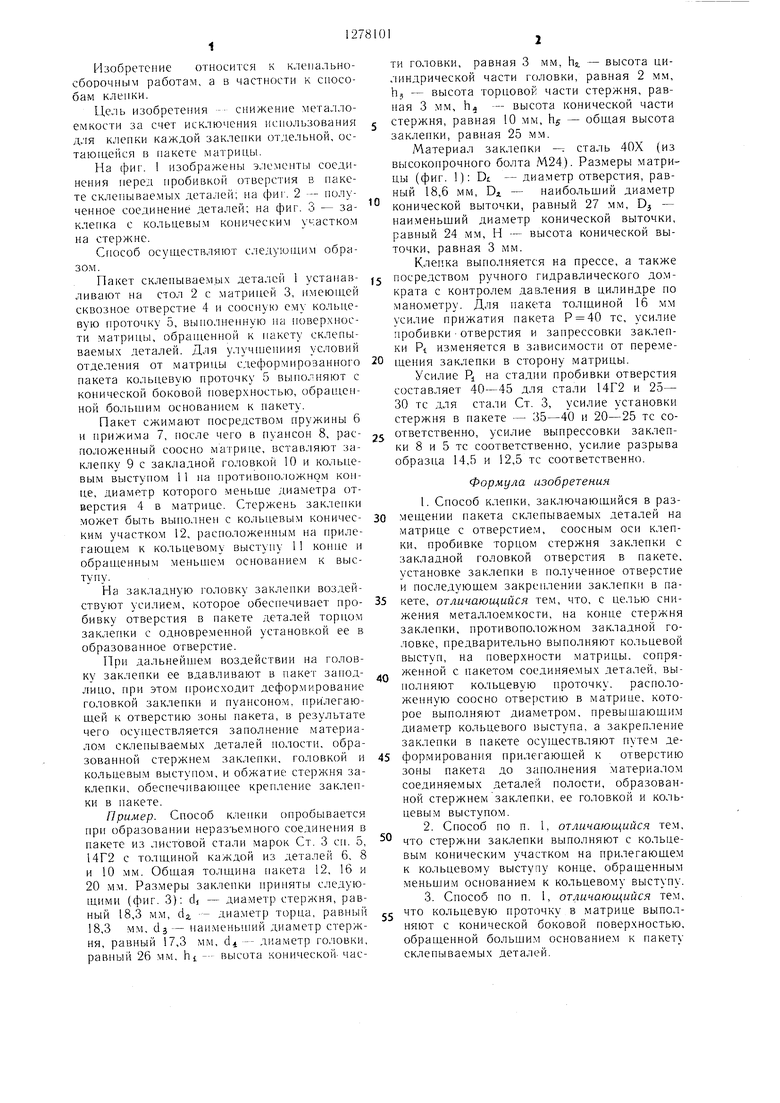
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ клепки деталей из волокнистых композиционных материалов | 1986 |
|
SU1409401A1 |
| Способ клепки | 1978 |
|
SU730440A1 |
| ЗАКЛЕПКА ДЛЯ ОДНОСТОРОННЕЙ КЛЕПКИ | 1972 |
|
SU427175A1 |
| СПОСОБ КЛЕПКИ | 1994 |
|
RU2069118C1 |
| Заклепка | 1977 |
|
SU720207A1 |
| ЗАКЛЕПКА | 2005 |
|
RU2274773C1 |
| СПОСОБ КЛЕПКИ | 1992 |
|
RU2074046C1 |
| Способ образования заклепочного соединения | 1985 |
|
SU1338955A1 |
| Способ односторонней клепки полыми заклепками шикеры-Кирпичева и устройство для его осуществления | 1984 |
|
SU1225667A1 |
| Способ образования неразъемного соединения | 1991 |
|
SU1752476A1 |
Изобретение касается клепально-сбо- рочных работ. С целью снижения металлоемкости при клепке используют заклепку 9 с закладной головкой 10 и кольцевым выступом 11 на противоположном конце. На обращенной к пакету соединяемых деталей поверхности матрицы выполняют кольцевую проточку 5. После пробивки торцом заклепки 9 отверстия в пакете соединяемых деталей и установки заклепки в этом отверстии осуществляют закрепление заклепки путем деформирования ее головкой, прилегающей к отверстию зоны пакета. При этом происходит затекание материала соединяемых деталей в полость, образованную стержнем заклепки и ее головкой и кольцевым выступом. 2 з.п. ф-лы, 3 ил. ,/ (Л го | СХ) Фмг. 7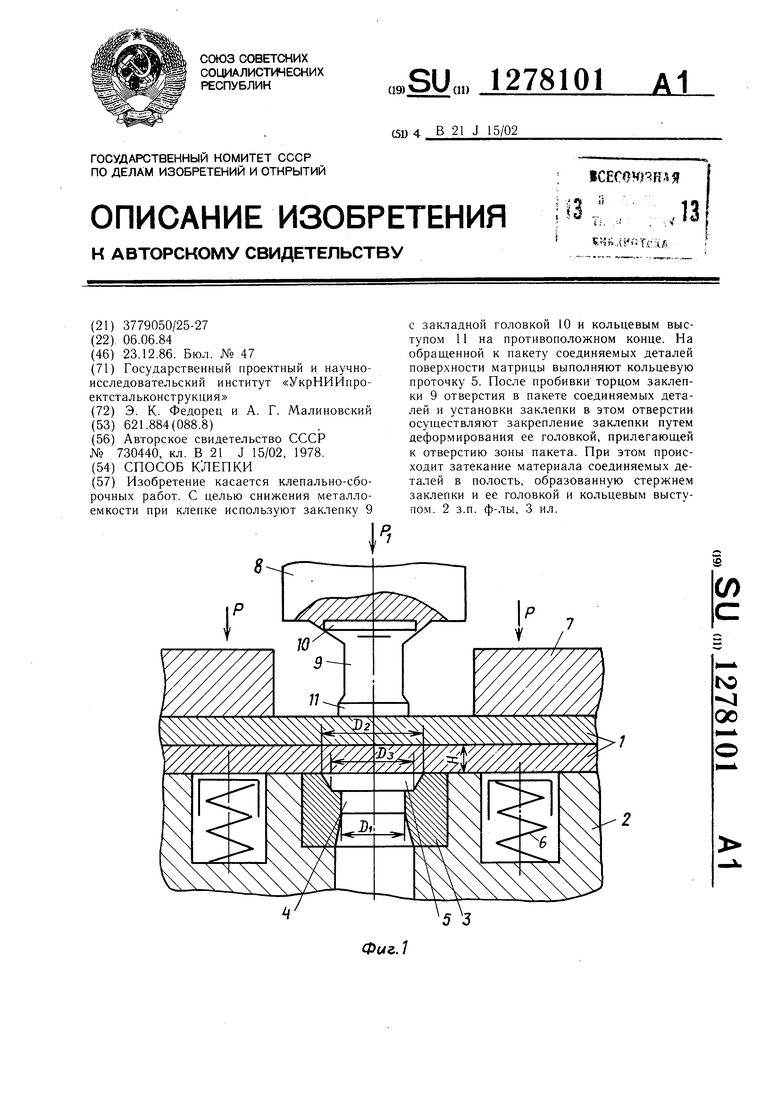
| Способ клепки | 1978 |
|
SU730440A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
