Изобретение относится к клепально- сборочным работам, в частности к способам клепки пакетов, преимущественно из волокнистых композиционных материалов.
Известен способ образования неразъемного соединения, заключающийся в том, ч го в пакете выполняют отверстие, причем в одном из его элементов - сквозное, а во втором - кольцевое глухое. В последнем размещают соединительный элемент с закладной головкой и сквозным ступенчатым отверстием. Замыкающую головку образуют из центрального стержня упомянутого глухого отверстия и располагают внутри соединительного элемента.
Недостатками известного способа являются:
высокая трудоемкость получения глухого кольцевого отверстия в элементе из однородного материала;
ограниченная применимость, только в смешанных пакетах, причем один из элементов обязательно должен быть из однородного материала.
Известен также способ образования неразъемного соединения, преимущественно на пакетах .из волокнистых композиционных материалов, заключающийся в образовании отверстия в деталях пакета, установке в него с противоположных сторон двух втулок с фланцами, одна из которых выполнена с кольцевой проточкой на внутренней поверхности, приложении сжимающего усилия к фланцам втулок и фиксации втулок.
Недостатками известного способа являются относительно высокая металлоемкость силовой точки и повышенная себестоимость ее производства.
Целью изобретения является снижение металлоемкости силовой точки и повышение экономичности.
Поставленная цель достигается тем, что согласно способу образования неразъемного соединения, заключающемуся в образоХ|
вании отверстия в деталях пакета, установке в него с противоположных сторон двух втулок с фланцами, одна из которых выполнена с кольцевой проточкой на внутренней поверхности, приложении сжимающего усилия к фланцам втулок и фиксацию втулок, наружный диаметр одной из втулок вы полняют равным внутреннему диаметру другой втулки, кольцевую проточку выполняют на внутренней поверхности втулки большего диаметра втулки устанавливают в отверстие пакета конценгрично друг другу, а фиксацию втулок осуществляет осевого пластического сжатия внутренней втулки с заполнением ее материалом поло Сти кольцевой проточки наружной втулки, причем кольцевую протоик во втулке вы полнчют на расстоянии от ее фланца, где Si - топщина элемента пакета, примыкающего к фланцу наружной втутси. b - ширина кольцевой протолки
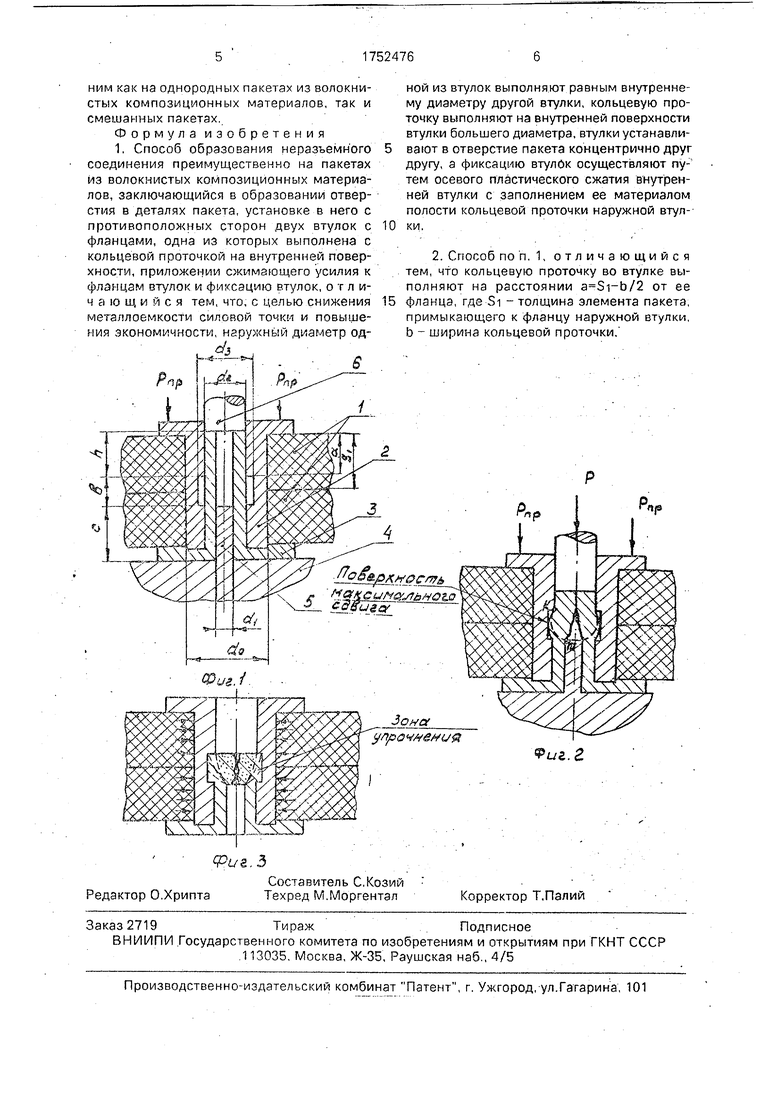
На фиг 1 приведено исходное полохе- чие пакэта и крепежного элемента в штзм- ПОБСЙ оснчстке перед образованирм неразъемного соединения, на фиг 2 - про- ме /точная стацит процесса образования неразъемного соединения, на фиг 3 - неразъемное соединение
В пакет состоящем из элементов 1 например из волокнистых композиционных материалов типа углепластика метопом сверления игл пробивки образуют сквозное отверстие диаметром do Дапее г отверстие пакета размещают крепежный элемент, состоящий из двух втулок 2 и 3 с фланцами, сопрягая их по внутреннему диаметру внешней втулки (фиг 1) Для первоначально в отверстие пакета устанавливают втулку 2, имеющую внутренний диаметр /2 и высоту цилиндрической части превышающую толщин/ пакета, на расстоянии а от фланца втулки 2 предварительно выпопня- ют кольцевую проточку шириной b и дна метром ds, причем a Si-b/2 где Si - голщииз элемента 1 пакета прилегающего к внешнрй втулке . Затем во втулку 2 вставляют втулку 3 цилиндрическая асть которой сопряжена с отверстием втулки 2, а внутренний диаметр равен ch Торец цилиндрической части втулки 3 располагают между кольцевой проточкой и фланцем втулки Причем указанная длина цилиндрической части втулки 3 определяется из условия полного заполнения свободного объема кольцевой проточки из выражения
Jh
Ь22
dz -di
- 1
Способ осуществляют следующим образом
Крепежный элемент совместно с пакетом располагают на поддержке 4, в отверстие которого на глубину С устанавливают ирифт 5
Для получения неразъемного соединения пакет по фланцам втулок 2 и 3 фиксируют усилием РПр Причем с целью обеспечения
0 качественной фиксации пакета на стороне фланца втулки 3, прилегающей к пакету, предварительно вь юлняют кольцевую выемку с диаметром, не менее диаметра стержня втул чи 2
5Воздействуя усилием Р на пуансон 6
перемещают последний в направлении пя кету Перемещение пуансона б приводит к деформированию стержня втулки 3, ограничиваемому расположенным в отверстии
0 втулки 3 штифтом 5 В результате материал цилиндрической части втулки 3 заполняет свободные объемы кольцевой проточки и централы,от отверстия Причем на криволинейной осесимметричиой поверхности
5 определяемой еомефпческими параметра ми и физико-механическими свойствами кре пежчого элемента, между точками К и m образуются поверхность максимальною сдв/irg, смешаемые типовым воздействием ч
0 свободном объеме кольцевой проточки в результате чего формируются упрочненная пе- ремьпка обеспечивающая в совокупности с прочностными характеристиками втулки 2, требуемые прочностные характеристики на
5 срез
Толщина стенок и фпанцев втулок 2 и 3 ширина кольцевой проточки, заполняемая материалом втулки 3, выбираются из усло- шн равнопрочное™
0Способ апробирован при образовании
чепаз емного соединения на пакетах из уг- леплпстика мзрки KMV 4 Л толщиной 2 мм Крепежный элемент изготовляли из алюминиевого сплава Д16Т Отверстие в пакете
5 получали do-4,1 мм методом пробивки Гео- мэтршеские размеры неразъемного соединения мм, 5 мм, da-3,1 мм мм, фланцы втулок диаметром х -8 мм и толщиной 1 мм Начальная высота втулки 3
0 равнялась 5,9 мм Осчастку изготавливали по 7 квалитету точности из стали У8
Применение способа снижает себестоимость производства сияовой точки так как уменьшает энергозатраты на сборку пакета
5 на 10-15%, уменьшается количество деталей крепежного элемента с 3-х до 2-х, устраняет такой элемент как стерхень и в совокупности с изменением конструкции втулок позволяет уменt шить на 50% вес (по отношению к весу стержня) Способ применим как на однородных пакетах из волокнистых композиционных материалов так и смешанных пакетах
Формула изобретения 1 Способ образования неразъемного соединения преимущественно на пакетах из волокнистых композиционных материалов, заключающийся в образовании отверстия в деталях пакета установке в него с противоположных сторон двух втулок с фланцами, одна из которых выполнена с кольцевой проточкой на внутренней поверхности, приложении сжимающего усилия к фланцам втулок и фиксацию втулок, отличающийся тем что, с цепью снижения металлоемкости силовой точкм и повышения -экономичности наружный диаметр од
УО&ДХНРСЩ
м®ЈЈ - ГУ&Л1эногя Gdsuiaf
Фиг. 1
0
5
ной из втулок выполняют равным внутренне му диаметру другой втулки кольцевую проточку выполняют на внутренней поверхности втулки большего диаметра, втулки устанавливают в отверстие пакета концентрично друг другу, а фиксацию втулок осуществляют путем осевого пластического сжатия внутренней втулки с заполнением ее материалом полости кольцевой проточки наружной втулки
2 Способ поп 1 отличающийся тем что кольцевую проточку во втулке выполняют на расстоянии от ее фланца где Si - толщина элемента пакета примыкающего к фланцу наружной втулки b - ширина кольцевой проточки
Ър
П(9
3ajia улрочне&ия
Фиг г
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ образования неразъемного соединения | 1988 |
|
SU1538981A1 |
| Способ образования неразъемного соединения | 1987 |
|
SU1489918A1 |
| Способ образования неразъемного потайного соединения | 1989 |
|
SU1673246A1 |
| Способ образования неразъемного соединения | 1986 |
|
SU1323201A1 |
| Способ образования неразъемного соединения и крепежный элемент для его осуществления | 1988 |
|
SU1569074A1 |
| Способ потайной клепки | 1988 |
|
SU1574343A1 |
| СПОСОБ КЛЕПКИ | 1993 |
|
RU2049593C1 |
| Способ клепки деталей из волокнистых композиционных материалов | 1986 |
|
SU1409401A1 |
| СПОСОБ КЛЕПКИ | 1992 |
|
RU2006331C1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ | 1991 |
|
RU2007250C1 |
Использование: клепально-сборочные работы, клепка пакетов из волокнистых композиционных материалов Сущность изобретения: в отверстие склепываемого пакета с двух сторон концентрично друг другу устанавливают втулки с фланцами. На внутренней поверхности наружной втулки ча расстоянии a Si-b/2 от ее фланца выполнена кольцевая проточка, где Si - толщина элемента пакета, примыкающего к фланцу наружной втулки; b - ширина кольцевой проточки. К фланцам втулок прикладывают сжимающее усилие и осуществляют фиксацию втулок путем осевого пластического сжатия внутренней втупки с заполнением ее материалом полости кольцевой проточки наружной втулки 1 з п. ф-лы, 3 ил.
| Способ образования неразъемного соединения и крепежный элемент для его осуществления | 1988 |
|
SU1569074A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
