11 Изобретение относится к способам термообработки катушек металла и может быть использовано в металлургической и других отраслях промышле ности. Целью изобретения является повышение качества термообработки за счет предотвращения образования оки ной пленки. Сущность способа заключается в следующем. Катушки полосового металла загру жают в отжигательную печь, содержащую камеры нагрева и охлаждения, и в процессе прохождения их через печ проходят термическую обработку. Перед загрузкой в печь обрабатываемо го металла камеру нагрева продувают азотом до содержания 0,001% 0 в ат мосфере;, а.камеру охлаждения продувают азотом до содержания менее 0,0002% 0 в атмосфере. На фиг,1 и фиг.2 представлена отжигательная печь, разрез. фиг.З - схема движения потоков за1ДИТНОЙ атфосферы. Печь содержит камеру 1 нагр.ева, камеру 2 охлаждения, платформу 3 с катушками. В камере нагрева имеется впускная дверь 4, решетка 5 и рект фикационная пластина 6, вентилятор 7 с двигателем М для создания конвективных потоков, а также излучающая труба 8 и предусмотрено простра ство 9 для подъема двери 10, отделяющей камеру нагреве от камеры охлаждения. В камере охлаждения установлена выпускная дверь 11, охладительная решетка, ректификационная пластина 12, двигатель М и вентилятор 13 дл конвекционного потока охладд тельног газа. Платформа 3 находится на рельса 14, которые уложены в камерах 1 и 2, и имеет колеса 15, Кроме того, печь имеет пространство 16 с большим количеством бороздок 17 которые устанавливешзтся. на платформе 3, а также тяговые устройства 18-20,
Впускная дверь 4 закрывается пос- , ле того, как катушка 21 попадает на платформу 3, а затем загружается в камеру 1 нагрева при помощи тягового устройства 18, В этом случае осуществляется продувка N камеры нагрева перед повьш1ением температуры камеры
шириной 1270 мм, весом 26 т.
Характеристика вентилятора (в камере) - камера нагрева; 37 кВ,
Характеристика потока, 1000м /мин, 55 камера охлаждения, 75 кВ.
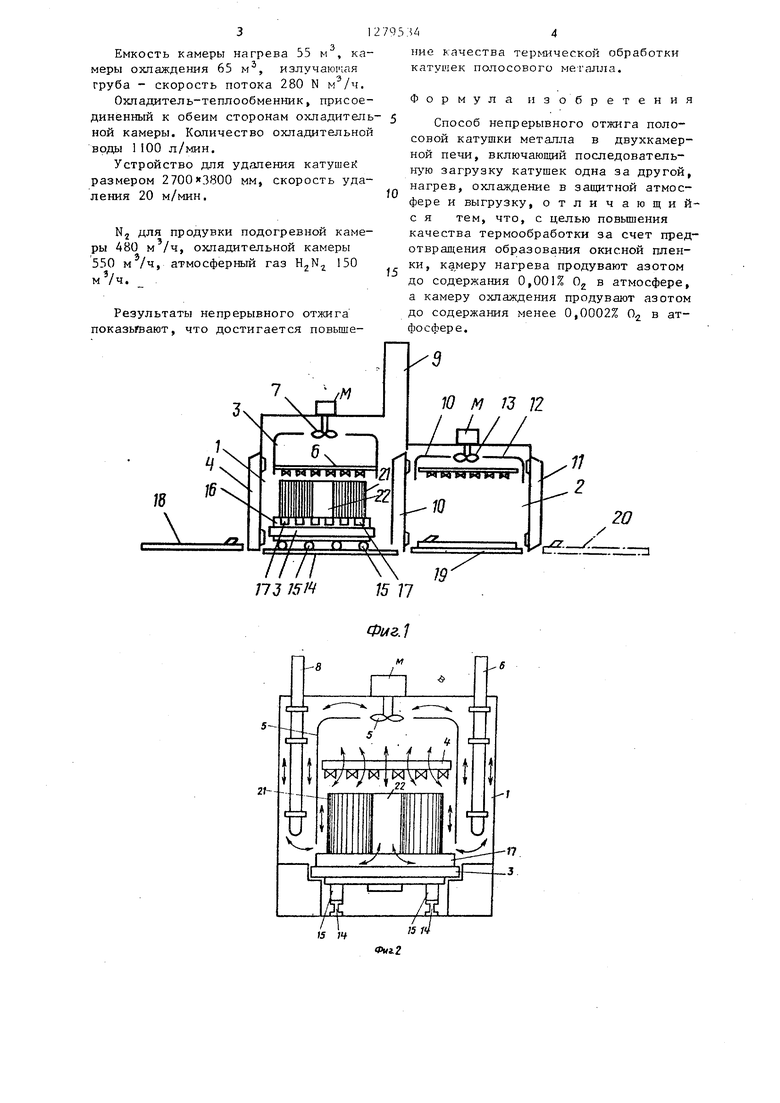
Характеристика потока; 1400м/мин. Любой вентилятор может производить восходящий или нисходящий потоки. так, что количество 0 в камере понижается до ггриблизительно 10 ч па 1 мин. Затем повъиаение температуры и нагревание катушек осуществляется с помощью излучающей трубы 8. Тепло, оставшееся в камере нагрева, является очень эффективным средством цля поднятия температур, и, таким образом, яапяется возможным;увеличить КПД печи. За счет создания конвентивного потока газов с помощью вентилятора 7 и решетки 3 ректификационной пластины 6, канавки 17 и внутреннего отверстия 22 катушка нагревается равномерно. Конвективный поток в таком случае становится восходящим (фиг,ЗА или 1шсходящим (фиг. ЗБ) потоком. Тем временем полностью нагретая катушка передвигается в камеру охлаждения путем открывания и закрывания промежуточной двери 10 н начинается операция ох.лаждения.. В камере 2 охлаждения охладитель (не показан) установлен на месте указанной излучающей трубы и катушка охлаждается. Конвективный поток в камере охлаждения аналогичен потоку камеры нагрева. В таком случае необходимо следить за количеством 0 в охладительном газе. Экспериментами подтверждено, что количество О, ра мпн при нагревании приводит к окислению катушки, следовательно Oj при охлаждении должно составлять менее 2 ч на млн, Таким образом, при содержании 0,0002% 0, в атмосфере не Происходит образования окисной пленки. Охлажденная катушка выгружается из камеры через выпускную дверь 11 при помощи тягового устройства 19, Таким образом, после выгрузки катушки 2 (фиг, ЗА) камера охлаждения прежде всего продувается газом (N), чтобы количество Og. составляло ме-, нее 0,0002%, а затем вводится атмосферный газ (KgNj,), Указанный цикл повторяется. Пример, Производят термооб50 работку катушки диаметром 2340 мм. м, каЕмкость камеры нагрева 55 меры охлаждения 65 м , иэлучаю111ая груба - скорость потока 280 N м /ч. Охладитель-теплообменник, присоединенный к обеим сторонам охладител ной камеры. Количество охладительной воды 1100 л/мин, Устройство для удапения катушек размером 2700x3800 мм, скорость удаления 20 м/мин, Nj для продувки подогревной камеры 480 м/ч, охладительной камеры 550 м /ч, атмосферный газ г м/ч. Результаты непрерывного отжига показывают, что достигается повыше.544 ие качества термической обработки катушек полосового металла. Формула изобретения Способ непрерывного отжига полосовой катушки металла в двухкамерной печи, включающий последовательную загрузку катушек одна за другой, нагрев, охлаждение в заш|1тной атмосфере и выгрузку, отличающийс я тем, что, с целью повышения качества термообработки за счет предотвращения образования окисной , камеру нагрева продувают азотом до содержания 0, 0 в атмосфере, а камеру охлаждения продувают азотом до содержания менее 0,0002% 0 в атфосфере.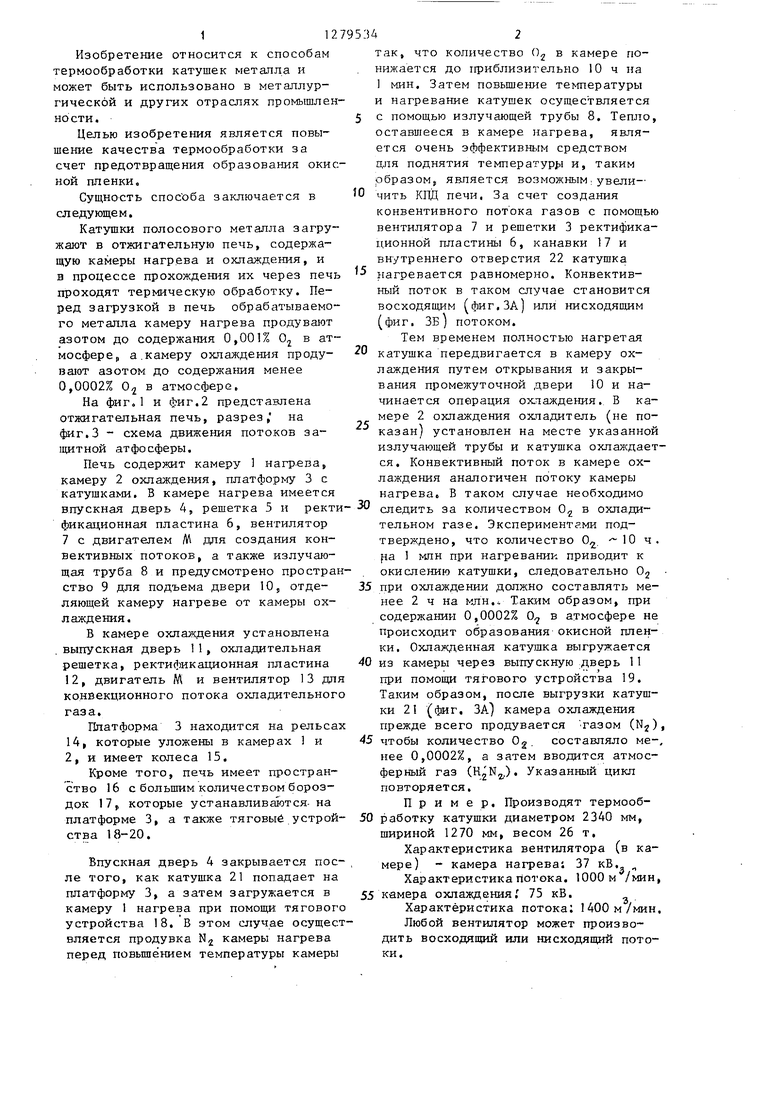
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного отжига холоднокатаной стальной полосы из малоуглеродистой стали и устройство для его осуществления | 1980 |
|
SU1139376A3 |
| Способ непрерывного получения феррохрома | 1971 |
|
SU489349A3 |
| Устройство для многоэлектродной сварки | 1970 |
|
SU1077558A3 |
| Судно | 1987 |
|
SU1600625A3 |
| Износостойкий рельс | 1986 |
|
SU1831506A3 |
| Способ непрерывной термической обработки стальной холоднокатаной полосы и устройство для его осуществления | 1975 |
|
SU627762A3 |
| Устройство для многоэлектродной сварки | 1970 |
|
SU524504A3 |
| Способ получения двуокиси марганца | 1970 |
|
SU470107A3 |
| Способ получения активированных углеродных сфер | 1974 |
|
SU1047388A3 |
| Способ получения стального листа с низким содержанием углерода прокаткой | 1976 |
|
SU651662A3 |
Изобретение относится к способам термической обработки катушек металла и может быть использовано в металлургической и других отраслях промьшшенности. Целью изобретения является повышение качества термообработки за счет предотвращения образования окисной пленки. Сущность изобретения заключается в том, что в способе непрерывного отжига катушки металла, включающем операции нагрева и охлаждения их в защитной атмосфере, камеру нагрева предварительно: продувают азотом до содержания 0,001% Oj в атмосфере, а камеру охлаждения также продувают азотом до содержания 0,0002% OjB атмосфере. Эти операции позволяют избежать образования окис- g ной пленки на обрабатываемом металле, что повьшает его качество. 3 ил. СО
21- -
Фиг.1
М
и
..
| Толкательная электропечь | 1976 |
|
SU601317A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
