многократно по замкнутому циклу, увеличивают степень окисления из-за значительного разбрызгивания воды, подаваемой на поверхность полосы. Степень окисления, вызываемого попаданием на полосу брызгами воды до качала закалки, вначале снижается при увеличении ударного давления струи, а при увеличении его свыше 100м.мрт. ст. повышается из-за увеличения количества брызг. Так как при возрастании ударного струи увеличивается амплитуда поверхностной вблны струи, преодолевается поверхностное натяжение воды, которая разбрызгивается, образует всплески к тем самым увеличивает окисление. Для уменьшения количества брызг, а следовательно, н уЕяеньшения степени окисления, вызываемого ими,необходимо давление однородных струй воды выбирать в определенном диапазоне, предпочтительно от 80 до 140 м.м рт. ст.
Смешивание воздуха со струями воды при увеличении ударного давления последней приводитк увеличеии б количества брызг что в свою очередь приводит к увеличению толщтгы окиснон пленки. Для предотвращения смеодивания воздуха со. .струями воды, струи, истекающие из охлаждающего устрой ства, должны быть однородными, с увеличенным расстоянием между собой и создавать пониженную турбулентность, .
Учитывая влияние всех перечисленных факторов, закалку стальной полосы следует производить струями воды, подаваемой на поверхность полосы под давлением 40.- 70м.мрт. ст. При такой и наличии газа цосстановителя в печи перестаривающего отпуска удается получить полосу, имеющую минимальное окисление.
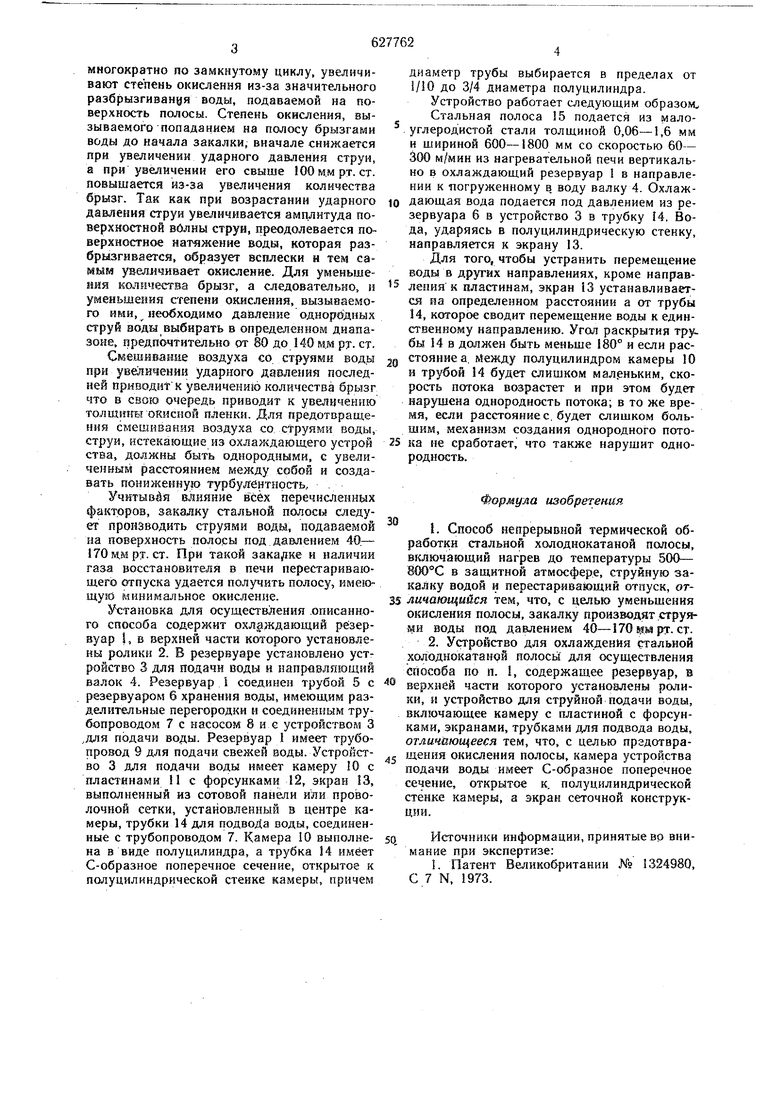
Установка для осуществления .описанного способа содержит охлаждающий резервуар t, в верхней части которого установлены ролики 2. В резервуаре установлено устройство 3 для подачи воды и направляющий валок 4. Резервуар I соединен трубой 5 с резервуаром 6 хранения воды, имеющим разделительные перегородки и соединенным трубопроводом 7 с насосом 8 и с устройством 3 ,для подачи воды. Резервуар 1 имеет трубопровод 9 для подачи свежей воды. Устройство 3 для подачи воды имеет камеру 10 с пласэинами П с форсунками 12, экран 13, выполненный из сотовой панели или проволочной сетки, установленный в центре камеры, трубки 14 для подвода воды, соединенные с трубопроводом 7. Камера 10 выполнена в виде полуцилиндра, а трубка 14 имеет С-образное поперечное сечение, открытое к полуцилиндрической стенке камеры, причем
диаметр трубы выбирается в пределах от 1/10 до 3/4 диаметра полуцилиндра.
Устройство работает следующим образом Стальная полоса 15 подается из малоуглеродистой стали толщиной 0,06-1,6 мм н шириной 600-1800 мм со скоростью 60- 300 м/мин из нагревательной печи вертикально в охлаждающий резервуар I в направлении к погруженному в воду валку 4. Охлаждающая вода подается под давлением из резервуара 6 в устройство 3 в трубку 14. Вода, ударяясь в полуцилиндрическую стенку, направляется к экрану 13.
Для того, чтобы устранить перемещение Еоды в других направлениях, кроме направлеоия к пластинам, экран 13 устанавливается яа определенном расстоянии а от трубы 14, которое сводит перемещение воды к единственному направлению. Угол раскрытия тру. бы 14 в должен быть меньще 180° и если расстояние а. между полуцилиндром камеры 10 и трубой 14 будет слишком мал.еньким, скорость потока возрастет и при этом будет нарушена однородность потока; в то же время, если расстояние с. будет слишком большим, механизм создания однородного потока не сработает, что также нарушит однородность.
Формула изобретения
{. Способ непрерывной термической обработки стальной холоднокатаной полосы, В слючающий нагрев до температуры 500- SOOC в защитной атмосфере, струйную закалку водой и перестаривающий отпуск, огличающийся тем, что, с целью уменьщения окисления полосы, закалку производат crpyse ми воды под давлением 40-170мнрт. ст. 2. Устройство для охлаждения стальной холодяокатаной полосы для осуществления способа по п. 1, содержащее резервуар, в
верхней части которого устанозлены ролики, я устройство для струйной подачи воды, включающее камеру с пластиной с форсунками, экранами, трубками для подвода воды, отличающееся тем, что, с целью пргдотвращения окисления полосы, камера устройства подачи воды имеет С-образнсе поперечное сечение, открытое к. полуцилиндрической стенке камеры, а экран сеточной конструкции.
Источники информации, принятые во внимание при экспертизе:
1. Патент Великобритании № 1324980, С 7 N, 1973. fui.l х-75
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного отжига холоднокатаной стальной полосы из малоуглеродистой стали и устройство для его осуществления | 1980 |
|
SU1139376A3 |
| Способ и устройство термической обработки шаров | 2016 |
|
RU2634541C1 |
| Способ термической обработки стальных шаров и устройство для закалки стальных шаров | 2021 |
|
RU2766621C1 |
| Горячекатаный лист/полоса 30CrMo стали и способ их получения | 2020 |
|
RU2818814C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ БЕСШОВНЫХ КОРРОЗИОННОСТОЙКИХ ТРУБ НЕФТЯНОГО СОРТАМЕНТА ИЗ СТАЛИ МАРТЕНСИТНОГО КЛАССА | 2021 |
|
RU2788887C2 |
| СТАЛЬНАЯ ТРУБКА ДЛЯ ТОПЛИВОПРОВОДА ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2008 |
|
RU2430260C1 |
| УСТРОЙСТВО И СПОСОБ ОХЛАЖДЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2356949C2 |
| СИСТЕМЫ ЗАКАЛКИ РАСПЫЛЕНИЕМ ТЕРМИЧЕСКИ ОБРАБОТАННЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2424327C2 |
| Полоса из мартенситной стали и способ ее изготовления | 2020 |
|
RU2816887C1 |
| ПЕРЕНОСНАЯ ВАКУУМНАЯ ПЕЧЬ ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕЛКОРАЗМЕРНОГО ИНСТРУМЕНТА И КОНСТРУКЦИОННЫХ ДЕТАЛЕЙ | 1992 |
|
RU2006773C1 |
w
