Изобретение относится к обработке ме- давлением, а именно к конструкциям устройств для исследования условий деформирования.
Цель изобретения - повышение точности исследуемых параметров.
На чертеже представлен штамп в процессе работы, обш,ий вид.
Штамп содержит пуансон 1, связанный с ползуном пресса, и смонтированные на плите 1 контейнер 3 и контрпуансон 4. В контейнере 3 соосно. контрпуансону 4 размещена нижняя секция 5 матрицы с осевой рабочей полостью, установленная с возможностью взаимодействия с месдозой 6.
Над секцией 5 установлена верхняя секция 7 матрицы с осевой рабочей полостью под исходную заготовку 8 и опирающаяся на верхний торец контейнера 3.
Диаметр полости в секции 7 матрицы (соответственно и диаметр пуансона 1 и исходной заготовки 8) меньше диаметра рабочей полости в секции 5 матрицы, т.е. наружного диаметра детали-стакана.
Соотношение диаметров рабочих полостей в секциях матрицы зависит от степени деформации при выдавливании стакана, т.е. от диаметра d контрпуансона 4, высоты h очага деформации или от расстояния между торцами контрпуансона 4 и секции 7 матрицы, а также от геометрии переходных кромок секции 7 контр и пуансона 4. Это соотношение, как и высоту h очага деформации, можно найти экспериментально или теоретически. Оптимальные значения указанных параметров предохраняют от заполнения углового элемента а полости, т.е. от затекания металла в зазор между секцией 5 и секцией 7 матрицы и от искажения результатов измерения. Приближенно диаметр полости в секции 7 матрицы можно принять равным (0,8-1,3) d, а высоту h - равной (0,2-0,4)d.
0
5
0
5
0
Штамп работает следующим образом.
Исходную заготовку с подготовленной поверхностью устанавливают в полость секции 7 матрицы на торец контрпуансона 4 и воздействуют с усилием Р пуансоном 1. При этом заготовка деформируется и металл перемешается в сторону наименьшего сопротивления - осаживается и выдавливается в кольцевой зазор между секцией 5 матрицы и контрпуансоном 4. При этом за счет равенства расстояния высоте h очага деформации при выдавливании детали типа стакана, направленной подачи металла из верхней секции матрицы и оптимальной геометрии инструмента на заготовке, образуется естественная утяжина а - происходит незаполнение углового элемента, примыкающего к линии стыка секций 5 и 7 матрицы. По этой причине отсутствует стремление металла к затеканию в зазор вдоль указанной линии стыка. Это означает, что собственно секция 5 матрицы из-за отсутствия препятствий (матрица контактирует с активно перемещающимся металлом в зоне очага интенсивной деформации, зона прилипания отсутствует) передает силу трения Ftp, возникающую на ее стенках, на месдозу 6, а последняя (с помощью регистрирующих приборов) точно фиксирует эту силу и характер ее изменения. Определив интегральную силу трения FTP- нетрудно вычислить с учетом площади контакта удельную силу пластического трения. Меняя значения степенной деформации выдавливания, высот h и длины контакта, можно найти значения силы трения на участках матрицы, для которых дополнительно можно установить значение нормального контактного давления (методом колец, тензометрирования и др.).
Это позволяет решить задачу определения влияния контактного давления на коэффициент трения при пластической деформации металлов.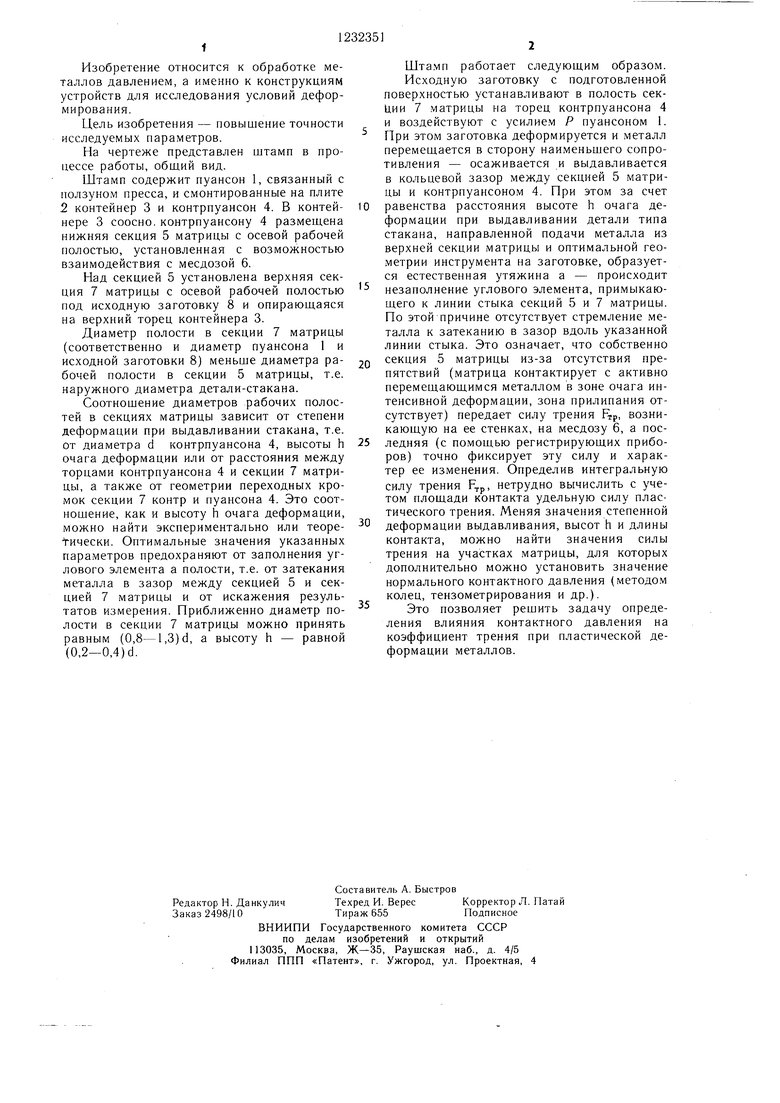
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамм для поперечного выдавливания полых изделий с внешним торцевым фланцем | 1979 |
|
SU854540A1 |
| СПОСОБ ОБРАТНОГО ВЫДАВЛИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2333067C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2003 |
|
RU2252836C1 |
| Устройство для исследования условий деформирования | 1984 |
|
SU1196091A1 |
| Устройство для исследования силовых параметров процесса выдавливания | 1985 |
|
SU1279730A1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2660472C1 |
| СПОСОБ ОЦЕНКИ ЭФФЕКТИВНОСТИ СМАЗОЧНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2572526C1 |
| Способ получения изделий типа стака-HOB C НАРужНыМи бОКОВыМи ВыСТупАМи | 1979 |
|
SU821026A1 |
| Способ изготовления изделий типа стаканов с наружными боковыми выступами | 1979 |
|
SU1026923A1 |

| Изв | |||
| высш | |||
| учеб, заведений | |||
| Черная металлургия, 1973, № 8, с | |||
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
