112
Изобретение относится к машиностроению и может быть использовано на шлифовально-доводочных станках, предназначенных, например для об- рабоогки: полупроводниковьж материалов с применением абразивной суспензии.
Известно устройство для подачи абразивной суспензии, содержащее емкость с абразивной суспензией, замкнутую напорную систему трубопроводов и приспособление для отбора фракций суспензии в
В известном устройстве невозможно изменять диапазон отб граемых фракций в тех случаяхf когда эти измене- ния нео бходимо осуществлять непосредственно в процессе работьи
Целью изобретения является расширение технологических возможностей устройства путем обеспечения регули- рования диапазона отбираемых фракций в процессе pa6oTii s
Указанная цель достигается тем, что в устройстве для подачи абразивной суспензии, содержащем емкость с абразивной суспензиейj замкнутую напорную систему трубопроводов и при способление для отбора фракций суспензии, приспособление для отбора фракций суспензии состоит из дозиру- ющего механизма и установленной в не с возможностью перемещения гибкой трубки, один конец которой соединен с верхней частью системы трубопроводов, при этом устройство снабжено подвжкным в вертикальном направлении кронштейном, на котором закреплен доэирующий механизм.
На Чертеже схематически изображен устройство для подачи абразивной сус пензии.
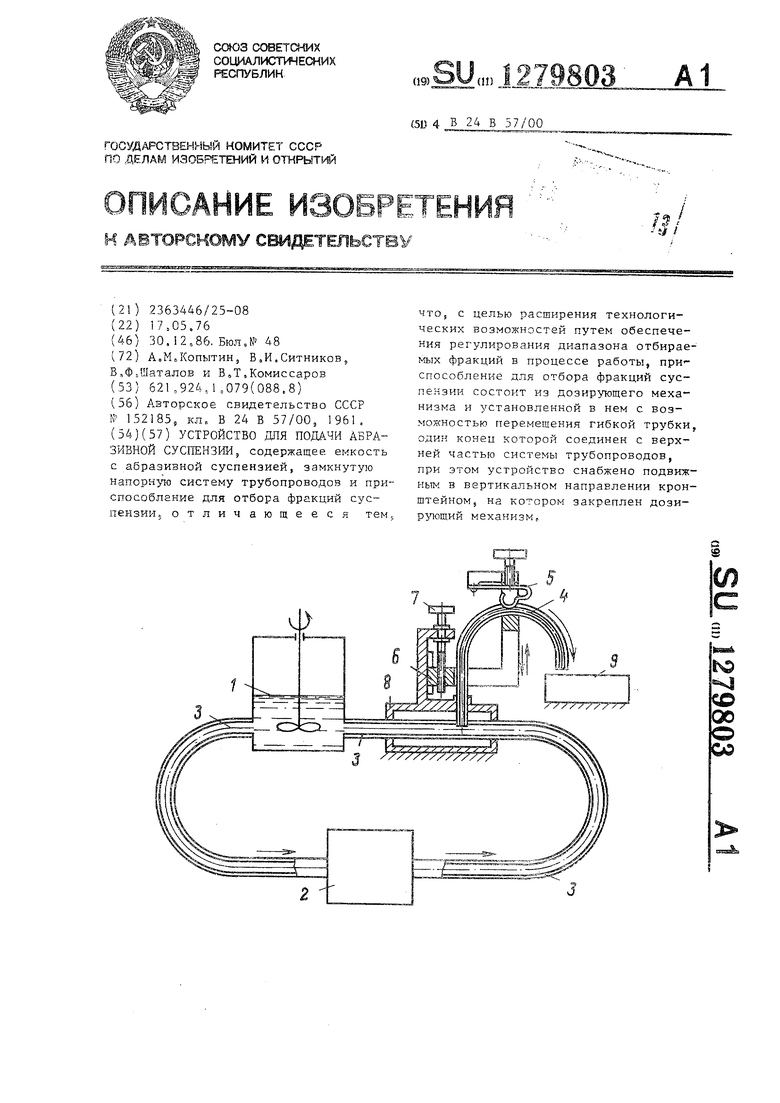
Устройство содержит мешалку 1 (емкость с абразивной суспензией, снабженную приспособлением для nejie- мешивания), соединенную с насосом 2 (напримерJ перистальтическим) через замкнутую систему 3 трубопроводов, К верхней части упомянутой системы 3 трубопроводов присоединена отводящая трубка 4,, направленная вверх относительно этой системы„ Отводящая трубка 4 фиксируется дозирующим механизмом 5 (прижимным краном, вьтолненньм в виде пружинки) , закрепленньм на кронштейне 6, взаимодействующим с микрометрическим винтом 7, установленным на стойке 8, Отводящая трубка 4 установлена в дозирующем механизме 5
5
80
0
5
0
0 5
О
5 0 ss
3.
с возможностью перемещения. Ее свободный конец направлен в зону 9 обработки деталей (на полировальник доводочного станка)в
Устройство для подачи абразивной суспензии работает следующим образом.
Абразивная суспензия из мешалки 1 с помощью насоса 2 транспортируется по замкнутой системе 3 трубопроводов, при этом за счет избыточного давления она поступает в отводящую трубку 4„ Дозирование абразивной суспензии или ее расход регулируются дозирующим механизмом 5 путем пережима отводящей трубки 4 (гибкого шланга). Диаметр отводящей трубки 4 выбирают с учетом расхода абразивной суспензии, необходимого для обеспечения технологического процесса обработки деталей. Так, например, для полировки полупроводниковых пластин внутренний диаметр трубки выбирается равным 1,8- 2,, 2 мм
При подъеме кронштейна 6 микрометрическим винтом 7 в эластичной отводящей трубке 4 увеличивается статическое сопротивление суспензии, в результате чего понижается скорость потока суспензии при постоянном напоре насоса 2, Частицы абразива имеющие скорость осаждения нияе скорости упомянутого потока; не подаются на полировальник в зсну 9 обработки деталей, оставаясь в замкнутой системе. Таким образом., для крупных и тяжелых абразивных зерен сопротивление протекания ножет достичь такой величины, при которой эти зерна не проходят через место пережима отводящей трубки 4 дозирующим механизмом 5 В результате этого на полировальник подаются зерна более мелкой фракции, что обеспечивает заданную чистоту поверхности обрабатьшаемых пластин.
При опускании кронштейна 6 статическое сопротивление (сопротивление протекания) в отводящей трубке 4 снижается, скорость потока увеличивается и крупные абразивные зерна достигают места пережима отводящей трубки 4 , В результате этого повьппается съем обрабатываемого материала.
Таким образом, поднимая или опуская кронштейн 6 или изменяя место пережима в отводящей трубке 4 дозирующим механизмом 5, можно регулировать технологический процесс обработки.
312798034
Изменяя степень пережима,т.е. умень- нутой сусцрия ш, гибкую отводящую шая или увеличивая диаметр сечения трубку 4 по;ии-;мают на высоту, обес- в месте пережима отводящей трубки 4 печиваюшую fiemMcuHbift состав суспен- соответственно уменьшают или увели- зии, причем необходиму ю высоту пере- чивают расход абразивной суспензии. подбирают практическим путем Необходимо учитывать, что при этом В предлагаемом устройстве для по- иэменяется и состав суспензии, т.е.дачи абразивной суспензии исключает- в ней появляются зерна крупной или ся также застой абразивных микропо- мелкой фракции. При уменьшении про- рошков в отводящей трубке 4. так ходкого сечения отводящей трубки 4 в О как отбор суспензии производится из месте ее пережима скорость движения верхней части замкнутой системы 3 - абразивной суспензии в ее вертикаль- трубопроводов. Вследствие этого поной части уменьшается. Вследствие вышается надежность дозирования и ис- этого осуществляется отбор более мел-ключается возможность засорения отво- кой фракции. И наоборот, при увеличе- дящей трубки 4
НИИ проходного сечения отводящей труб- Использование данного устройства ки 4 в месте ее пережима скоростьдля подачи абразивной суспензии на стан- движения абразивной суспензии в ееках полировки и шлифовки обеспечивает вертикальной части увеличивается, чтовозможность отбора заданной фракции аб- благоприятствует выносу более крупных 0разива из суспензии, исключает воз- фракций суспензии, В это время осуще-можность засорения отводящей (дозиру- ствляется отбор суспензии с болееющей) трубки, т.е. расширяются техно- крупными частицами, В тех случаях,логические возможности устройства, когда необходимо изменить расход сус-|Повьщ аются надекность дозирования и пензии при неизменном составе упомя-качество обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| Система для приготовления, регенерации и подачи многокомпонентной жидкости,преимущественно абразивной суспензии | 1977 |
|
SU882649A1 |
| Устройство для дозированной подачи абразивной суспензии | 1979 |
|
SU895631A1 |
| Устройство для обработки плоских поверхностей | 1983 |
|
SU1114531A1 |
| Станок для доводки плоских поверхностей деталей | 1972 |
|
SU878531A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
| ПОЛИРОВАЛЬНИК | 1991 |
|
RU2036071C1 |
| Устройство для правки и шаржирования доводочного дискового инструмента | 1977 |
|
SU738847A1 |
| Устройство для автоматической подачиАбРАзиВНОй и АлМАзНОй СуСпЕНзии | 1979 |
|
SU841945A2 |
| СИСТЕМА ПОДАЧИ И РЕЦИРКУЛЯЦИОННАЯ СИСТЕМА РАСПРЕДЕЛЕНИЯ ЖИДКОСТИ ВЫСОКОЙ СТЕПЕНИ ЧИСТОТЫ | 2002 |
|
RU2302653C2 |
| Устройство для подачи абразивной суспензии в зону обработки оптического стекла на шлифовально-полировальном станке | 1961 |
|
SU152185A1 |
