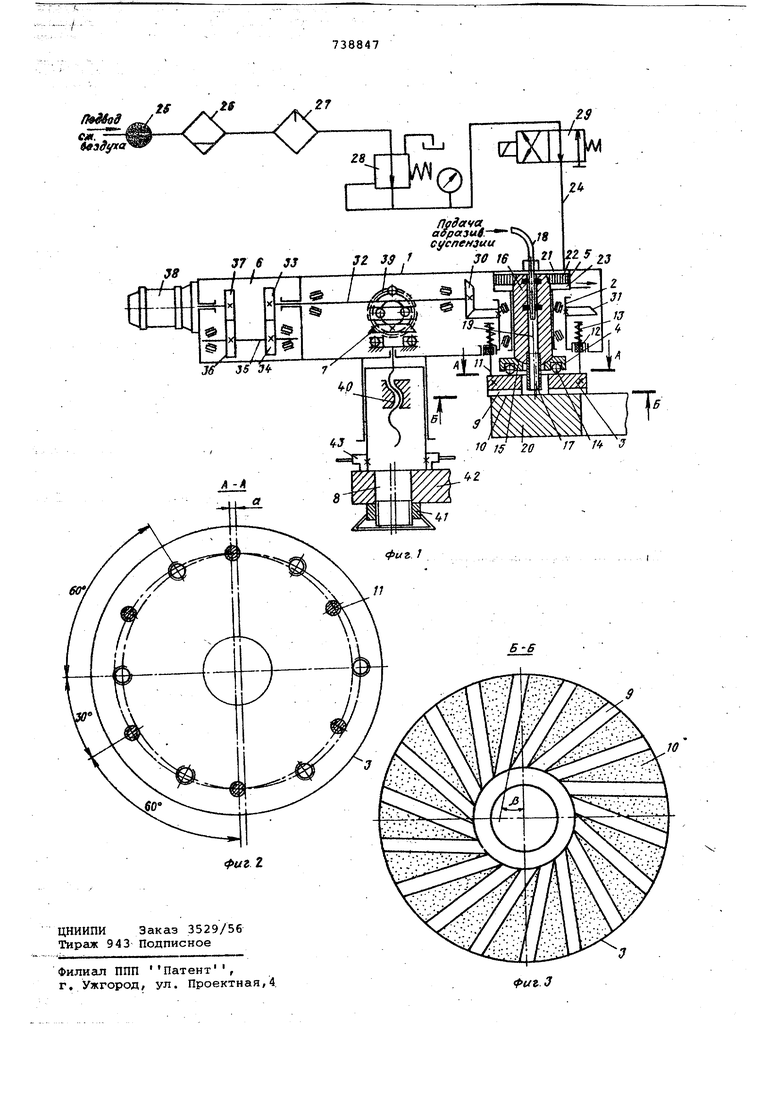
Изобретение относится к станкостроительной и инструментальной промышленности и предназначено для прав ки и шаржирования рабочей поверхности доводочного инструмента на роторнрдоводочных станках-автоматах. Известно устройство для правки к шаржирования доводочного инструмента, содержащее головку с правильно -шаржировочкым диском и нажимным цилиндром, установленную с возможностью вращения относительно оси, перпендикулярнрй плоскости доводочного инструмента 1. Однако известноеустройство не обеспечивает высокого качества правки и шаржирования инструмента пр неравномерности износа доводочного . инструмента в процессе доводки, что затрудняет доводку деталей с высокой точностью. Целью изобретения является повышение качества правки и шаржирования инструмента в процессе доводки. Эта цель достигается тем, что головка устройства снабжена самоустанавливающимся промежуточным кольцом расположенным между нажимным цилинд ром и правильно-шаржировочным диском а само устройство - приводом вращения головки. Правильно-шаржировочный диск может быть выполнен с радиально-эксцентричными канавками на его рабочей поверхности. На фиг. 1 схематически изображено предлагаемое устройство; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - разрез Б-В фиг. 1. В корпусе 1 устройства (см.фиг.1) установлены головка 2, включающая плавающий правильно-шаржировочный диск 3, самоустанавливающееся промежуточное кольцо 4 и нажимной пневмоцилиндр 5, привод 6 вращения головки 2, зубчат, линтовая передача 7 и эксцентрично-поворотный механизм 8. Правильно-шаржировочный диск 3 установлен эксцентрично оси вращения головки и выполнен в виде диска с радиально-эксцентричными канавками 9 на его рабочей поверхности 10. К головке диск присоединен, например, при помощи шпиоек 11 с упругими элементами 12, а под действием пружин 13 прижимается к промежуточному кольцу 4. В этом кольце имеются шарики 14, которые размещены в пазах с крестообразным расположением. Верх-,
нй1Й йрецп1 Ьмежуточного кольца 4 имеет сферическое отверстие 15, которое контактирует со сферической головкой штока 16 нажимного пневмоцилиндра. Для подачи абразивной суспензии к рабочей поверхности доводочного дискового инструмента 20 в штоке может быть выполнена трубка 17, соединенная с трубкой 18.через цент ральный подвод 19.
Нажимной пневмоцилиндр 5 имеет рабочую полость 21 над поршнем 22 и полость 23, сообщающуюся с 1атмосферой. Рабочая полость через трубопровод 24 соединена с краном 25 подвода сжатого воздуха, влагоотделителем 26, маслораспылителем 27, регулятором 28 давления и воздухораспределителем переключения поступаюодаго воздуха.
Привод вращения головки содержит пару конических зубчатых колес 30 и 31, из которых первое жестко связано с приводным валом 32, а gfoрое - с головкой. Приводной вал через пару сменных цилиндрических зубчатых колес 33 и. 34 связан с промежуточным валом 35, а через пару сменных цилиндрических зубчатых колес 36 и 37 - с электродвигателем 38.
ЗУ64aTo-BHHtOBaH передача для подъема и опускания головки ймеё маховичок 39, снабженный нониусом и связанный, с винтовой парой 4р. Посзледняя выполнена в Э11:сцёнтрйчно-поворотном механизме 8, закрепленном с помощью буксы 41 на станине 42 станка. Эксцентрично-поворотный механиз м снабжен маховичком 43 с нониусом, отградуированным в соответствии и величиной радиального смещения головки относительно до1одЬчйе 1 ойнструмента.
Устройство работает следуюпшм об разом. - -,
Для правки и шаржирования Дбвбдэчного инструмента 20 (фиг.1) rifiiiBHJJfeйо аржйровочный диск 3 прийодатся во вращение от электродвигателя 38 через сменные цилиндрические зубчатые колеса 37 и 36, промежуточный вал 35, сменные цилиндрические зубчатьш колеса 34 и 33, приводной вал 32 и конические зубчатые колёса 30 и 31, последнее из которых свяЭано с головкой 2, Для придания правильно -шаржировочному диску плавайййх свойств он присоединен к головке при помощи шпилек 11 с упругими элементами 12 в виде резинометалличеокйх амортизаторов и поддействием пружин 13 верхним торцом введен в контакт с шариками 14 салюустанавливающегося промежуточного кольца 4, которое сферическим бтвёрНЙ€ё1м 15 контактирует со сферической головк ой 1атока 16 нажимного пнёвмоцилиндра 5. При вращательном движений правильно-шаржировочный диск верхним торцом перекатывается по шарикам 14. Такое перекатывание происходит в пределах изменения амплитуды колебаний, т.е. эксцентриситета а (фиг.2). Для этого предусматривается комплект правильно-шаржировочных дисков из пяти штук с эксцентриситетами от 0,5 до 5,0 мм.
Фиксация эксцентриситета производится с помощью системы отверстий на верхнем торце правильно-шаржировочнрго диска, в которые ввертываются шййльки 11 с упругими элементами.
Для правильной установки диска 3 относительно рабочей поверхности доводочного инструмента 20 (фиг.1) служит промежуточное кольцо 4 со сферическим отверстием 15, контактирующим . со сферической головкой штока 16 нажимного пневмоцилиндра. Удельное давление в зоне правки и шаржирования создается нажимным пневмоцилиндром 5. Поршень 22 пневмоцилиндра через ШтОк 16 и кольцо 4 передает усилие прижима на правильно-шаржировочный диск.
Для управления нажимным пневмоцилиндром 5 сжатый воздух подается по трубопроводу 24 через кран 25, влйгротделитель 26, маслораспылитель 27, регулятор 28 давления и воздухораспределитель 29 в рабочую полость 21 пневмоцилиндра. С помощью регулятора давления в рабочей полости пневмоцилиндра устанавливается необходимое давление сжатого воздуха, r при котором абразивные зерна суспензии шаржируются в рабочую поверхность доводочного инструмента 20, что обеспечивает правку последнего. Снятие давления с правильно-шаржировочного диска происходит при переключении воздухораспределителя 29 и соедине.нии его с атмосферой. В этом случае правильно-шаржировочный диск занимает верхнее крайнее положение под действием пружин 13. Полост 23 пневмоцилиндра сообщается с атмосферой.
В процессе правки и шаржировки абразивная суспензия в смеси со сжатгдм воздухом подается на рабочую повёрхность доводочного ййструментй 20 по неподвижной трубке 18 через центральный подвод 19 в штоке 16 пневмоцилиндра и трубку 17. Последняя жестко соединена со штоком пневмоцилиндра и свободно проходит через централ ное отверстие правильно-шаржировочногЪ диска. Трубка 18 соединяется с центральным подводом 19. через уплртнительную систему, которая исклк)чает течки сжатого воздуха в рабочей полости 21 пневмоцилиндра. Такая к:онструкция головки обеспечивает автоматическую подачу абразивной суспензии непосредственно в зону правки и шаржирования.
Для подъема и опускания головки 5 относйтельно доводочного инструмента
используется зубчато-винтовая передача 7, приводимая в действие рукояткой маховичка 39, иониус которого отградуирован в соответствии с величиной износа доводочного ииструмёнта С помощью винтовой пары, 40 осуществ|Ляется перемещение головки 2 в вертикальном направлении и периодн е ЙК } компенсация изнашивания доводочного инструмента до момента, соприкосновения его рабочей поверхности с WOfiepxностью правильно-шаржировочного диска. Для устранения произвольного проворачивания эксцентрично-поворотного механизма 8, в котором имеется винтовая пара 40, он закрепляется буксо 41 на станине 42 станка.
В зависимости от величины износа рабочей поверхности доводочног 5 инструмента можно в раскрепленном состоянии буксы 41 перемещать головку 2 .при наладке устройства в радиальном направлении относительно доводочного инструмента путем поворота маховичка 43 с нониусом, отградуированньйм в соответствии с величиной радиального смещения головки. Смещение головки осуществляется как к центру доводочного инструмента, так и к его периферии, что способствует равномерному износу доводочного инструмента.
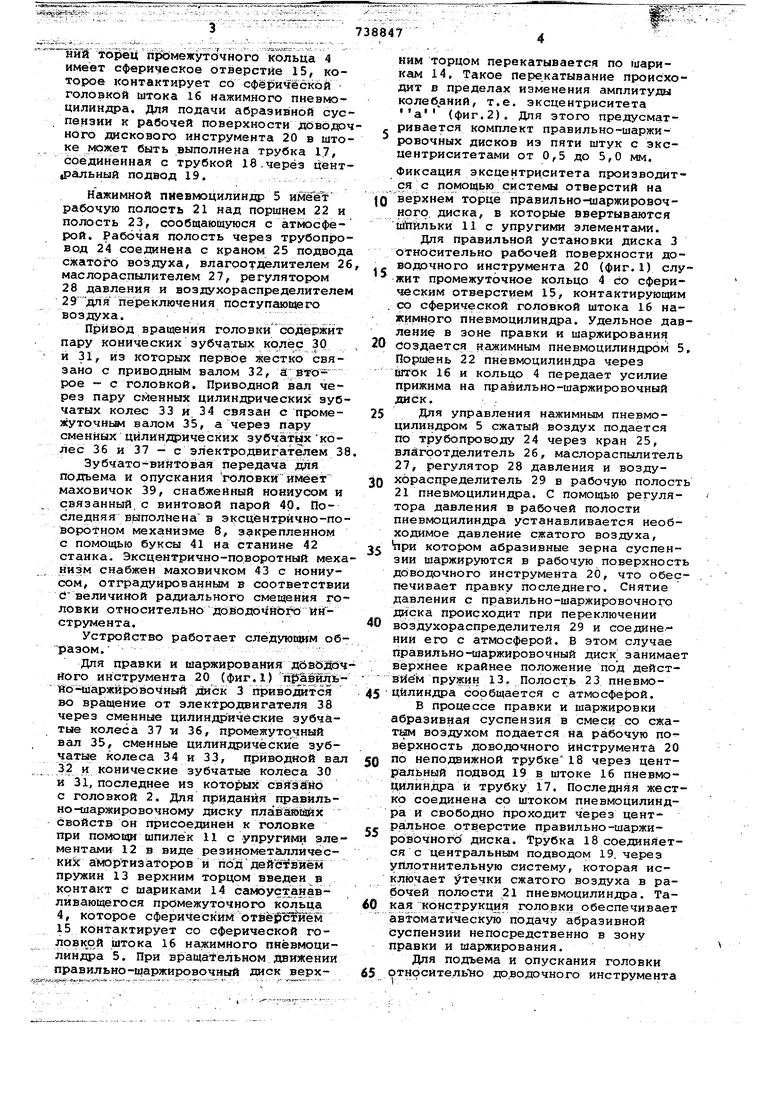
Для равномерного распределения абразивных зерен суспензии на рабочей поверхности доводочного инструмента рабочая часть правильно-шаржировочного диска выполнена с радиально-эксцентричными канавками 9. Такой диск при правке и шаржировании создает транспортирование абразивной суспензии по канавкам. Наклон каждой канавки под углом fb 10-20 к радиусу правильно-шаржировочного диска (фиг.З) улучшает распределение абразивной среды и удаление отработанного шламма.
Предлагаемое устройство регулирует давление на рабочую поверхность доводочного инструмента. Правка и шаржирование доводочного инструме:нта позволяет в широких пределах изменят
форму и расположение штрихов, выбирая оптимальный микрорельеф рабочей поверхности инструмента для различных условий процесса доводки.
В процессе доводки крупных деталей плавающий правильно-шаржировочный даек, проскальзывая относительно доводочного инструмента, все время заправляет доводочный инструмент и равномерно шарйсйруёт его рабочую поверхность зернами абразива, сохраняя и восстанавливая плоскостность и шаржируемОсть рабочей поверхности . доводочного инструмента. Благодаря этому Обеспечивается повышение интенсивности и качества правки и шаржирования доводочного инструмента при достижении высОкоЙ плоскостности его рабочей поверхности.
формула изобретения
1.Устройство для правки и шаржирования дойОдОчнОго дискового инструмента, содержащее головку с правильно -шаржировочным диском и нажимным цилиндром, установленную с возможностью вращения OfнОсительно оси, перпендикулярной плоскости доводочного инструмента, отличающе ес я тем, что, с целью повышения качества правки и шаржирования инструмента в процессе доводки, головка снабжена самоустанавливающимся npo teжуточным кольцом, расположенным между нажимным цилиндром и правильношаржироночным ДНском, при этом устройство снабжено приводом вращения головки.
2.Устройство по П.1, «э т л и ч а и щ ё ё с я тем, что правиЛь но шаржировочный диск выполнен с радиально-эксцен,Т1Й1ЧНыми канавками на его рабочей поверхности.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР №486897, кл. В 24 В 37/04, 1973.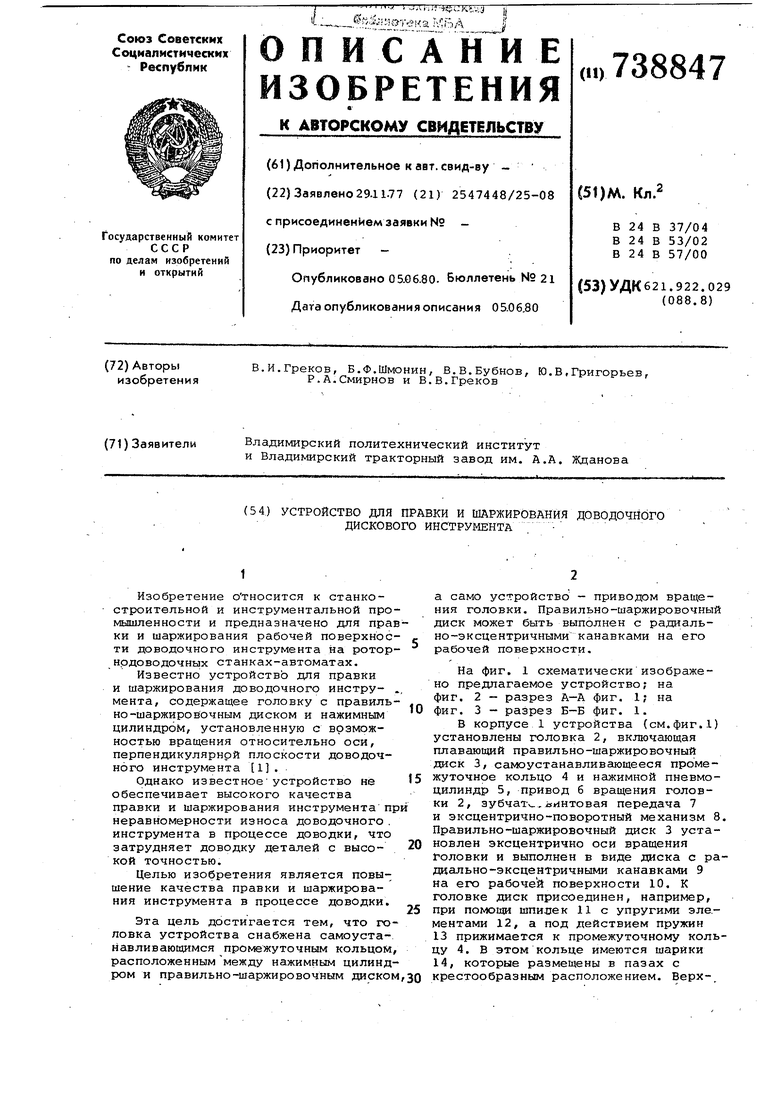
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для доводки наружных цилиндрических поверхностей деталей | 1981 |
|
SU956253A1 |
| Станок для доводки наружных цилиндрических поверхностей деталей | 1986 |
|
SU1364447A2 |
| Роторный станок для доводки поршневых колец | 1985 |
|
SU1288036A1 |
| Станки для доводки наружных поверхностей вращения | 1988 |
|
SU1511089A1 |
| Станок для доводки плоских поверхностей деталей | 1980 |
|
SU891386A2 |
| Станок для доводки плоских поверхностей деталей | 1976 |
|
SU648389A1 |
| Станок для шлифования плоских поверхностей деталей | 1988 |
|
SU1602710A1 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| Станок для обработки наружных цилиндрических поверхностей деталей | 1990 |
|
SU1764967A1 |
| Устройство для автоматической подачиАбРАзиВНОй и АлМАзНОй СуСпЕНзии | 1979 |
|
SU841945A2 |