i
Изобретение относится к переработке и уплотнению скрапа в нагретом состоянии.
Целью изобретения является повышение производительности и ка.чества продукции.
На фиг о 1 показана общая схема линии; на фиг. 2 - загрузочное устройство, разрез; на фиг. 3 - узел резки и охлаждения.
Автоматическая линия по ходу технологического процесса содержит загрузочное устройство 1, выполненное в виде спаренных бункеров 2, разгрузочные отверстия которых входят в загрузочную входную часть спаренных барабанных грохотов 3. Выходные концы барабанных грохотов 3 установлены над ленточным конвейером 4, образуя таким образом загрузочную эстакаду Разгрузочная головка 5 ленточного конвейера 4 находится над загрузочной горловиной-6.вертикальной проходной печи 7 Под разгрузочным окном 8 вертикальной печи 7 установлен узел 9 уплотнения с валками 10 захвата и предварительного уплотнения скрала, ниже валков 10 установлены валки 11 и 12 окончательного уплотнения скрапа. Под валками 11 и 12 установлены валки 13, обеспечива- совместно с валком 12 поворот ленты уплотнительного скрапа в горизонтальное положение. При этом оси валков 11 и 13 размещены относительно оси валка 12 по равному сумме радиусов валков уплотнения и поворота плюс величина технологического зазора между ними, равная полосы. Указанные вал- , ки образуют таким образом блок вал- кон , За узлом 9 уплотнения установлена юшть 14 надреза полосы с приводными валками 15, которые кинематически связаны друг с другом. На валках 15 выполнены ножи 16 За клетью 14 установлен узел 17 охлалсде- ния, за которым установлен пресс- хладнолом 18 с опорными роликами 19. Боек 20 пресса снабжен элементом 21 качения, снижаюидим трение между бойШ
5
20
25
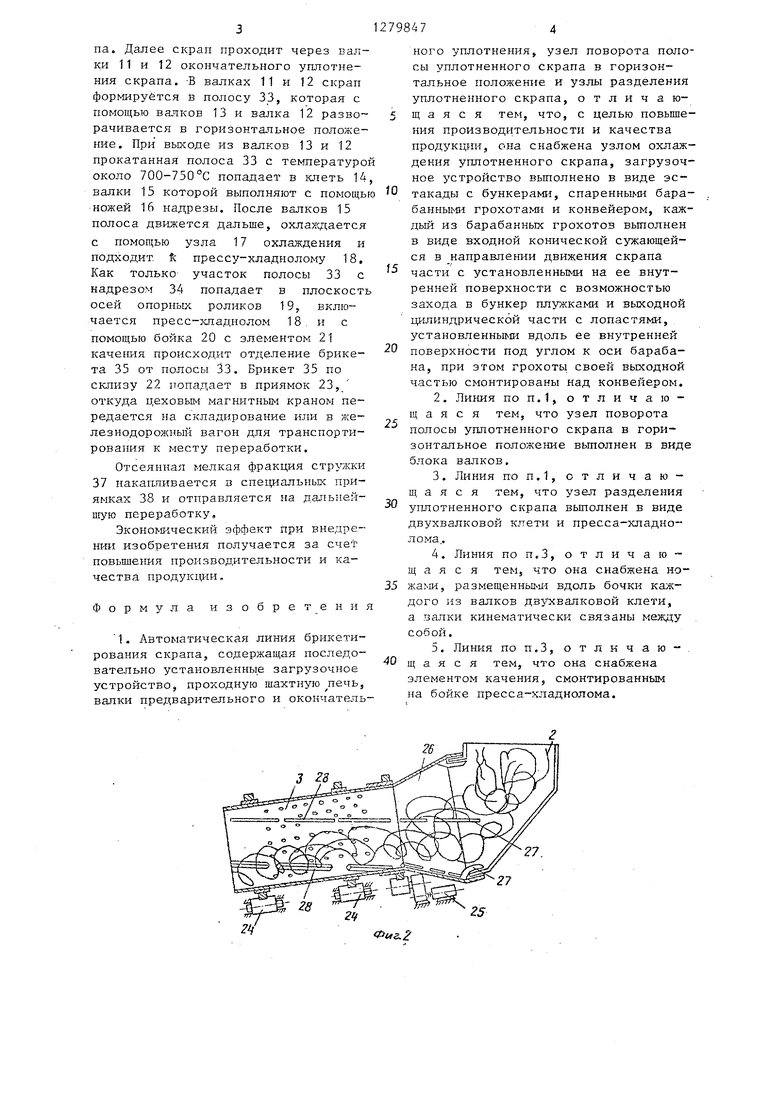
ком и полосой.-Под прессом 18 предусмотрен склиз 22 и приямок 23 для сбора готовой продукхщи. Барабанные грохоты 3 установлены на роликах 24 и снабжены приводами 25. Входная часть 26 барабанного грохота 3 выполнена конической для лучпшго прохода скрапа, сужающейся в направле12798472
НИИ движения скрапа, В этой же входной части 26 выполнены с возможностью захода в бункер 2 заборные плужки 27.
По внутренней по1 ерхности выходной- цилиндрической части барабана выполнены лопасти 28 под углом к оси барабана, что обесп€;чивает завивание массы скрапа в косу Ленточньй конвейер 4 имеет привод 29, установленный в его средней ч;1сти, и натялсную станцию 30. Клеть 14 снабжена приводом 31 (на чертеже показаны скрап 32, прокатанная полоса 33, надрез в полосе 34, брикеты 35, кран 36, мелкая фракция стружки 37, приямок 38), Линия снабжена контрольно-измерительными приборами и средствами автоматики (не пока;:аны) для работы в а.втоматическом режима.
Устройство работает следуюпшм образом.
Стружка и легков€;сный металлолом- скрап 32 подаются с помощью загрузочного устройства, например цехо- BbEvt грейферньЕ- краном 36, порциями, габариты которых быть меньше сечения разгрузочной части каждого из загрузочньсс бунке.ров 2. струяски в б шкерах 2 накладываются одна на другую и под собственным весом попадают во вз;одную часть 26 барабанного грохота 3.
В случае закли11ивання порции скрапа в буг1кере 2 заборные плужки 27 во входной части 26 барабана 3 срывают массу стружки, которая далее продвигается поц собствеипым весом. В барабанном грохоте 3 происходит сцепление отдельных портдай мелсду собой в неразрывную массу в конической части грохота, отсев мелкой фракции через отверстия в стенках (не показаны) и уплотнение однородной массы и завиванне ее в косу за счет вращения барабана 3 с лопастями 28,
СфорГ Ированная масса стружки выдается на ленточный конвейер 4 из Калодого из спаренных: барабанов. Общая масса стружки ленточным конвейером 4,подается в горловину 6 печи. Масса скрапа 32, сходя с конвейера 4, проходит печь 7, нагревается до 2 800-900 С и опускается через разгрузочное окно 8 в валки узла 9 уплотнения Проходя через узел 9 уплотнения, масса скрапа попадает в валки 10 предварительного уплотнения скра30
35
40
45
50
па. Далее скрап проходит через валки 11 и 12 окончательного уплотнения скрапа. -В валках 11 и 12 скрап формируется в полосу 33, которая с помощью валков 13 и валка 12 разворачивается в горизонтальное положение. При выходе из валков 13 и 12 прокатанная полоса 33 с температуро около 700-750°С попадает в клеть 14 валки 15 которой выполняют с помощь ножей 16 надрезы. После валков 15 полоса движется дальше, охлаждается с помощью узла 17 охлаждения и подходит ft прессу-хладнолому 18, Как только участок полосы 33 с надрезом 34 попадает в плоскост осей опорных роликов 19, включается пресс-хладнолом 18. и с помощью бойка 20 с элементом 21 качения происходит отделение брикета 35 от полосы 33. Брикет 35 по склизу 22 попадает в приямок 23, откуда цеховым магнитным краном передается на складирование или в железнодорожный вагон для транспортирования к месту переработки.
Отсеянная мелкая фракция 37 накап-пивается в спегщальных приямках 38 и отправляется на дальнейшую переработку.
Экономический эффект при внедрении изобретения получается за счет повьпления производительности и качества продукции.
Формула изобретени
1. Автоматическая линия брикетирования скрапа, содержащая последовательно установленные загрузочное устройство, проходную шахтную печь, вапки предварительного и окончатель0
5
0
5
0
0
ного уплотнения, узел поворота полосы уплотненного скрапа в горизонтальное положение и узлы разделения уплотненного скрапа, о т л и ч а ю- щ а я с я тем, что, с целью повышения производительности и качества продукции, она снабжена узлом охлаждения уплотненного скрапа, загрузочное устройство выполнено в виде эстакады с бункерами, спаренными барабанными грохотами и конвейером, каждый из барабанных грохотов выполнен в виде входной конической сужающейся в направлении движения скрапа части с установленными на ее внутренней поверхности с возможностью захода в бункер плужками и выходной цилиндрической части с лопастями, установленными вдоль ее внутренней поверхности под углом к оси барабана, при этом грохоты своей выходной частью смонтированы над конвейером. 2. Линия ПОП.1, отличающаяся тем, что узел поворота
полосы уплотненного скрапа в горизонтальное положение выполнен в виде блока валков,
3.Линия по п.1, отличаю- ш, а я с я тем, что узел разделения уплотненного скрапа выполнен в виде двухвалковой клети и пресса-хладно- лома..
4.Линия поп.З, отличающаяся тем, что она снабжена но5 жаг-м, paзмeщeнньцч i вдоль бочки каждого из валков двухвалковой клети, а валки кинематически связаны между собой.
5.Линия по П.З, отличаю™, щ а я с я тем, что она снабжена элементом качения, смонтированным
на бойке пресса-хладнолома.
27.
27
25
Ф1л&.2
J7
Фиг.З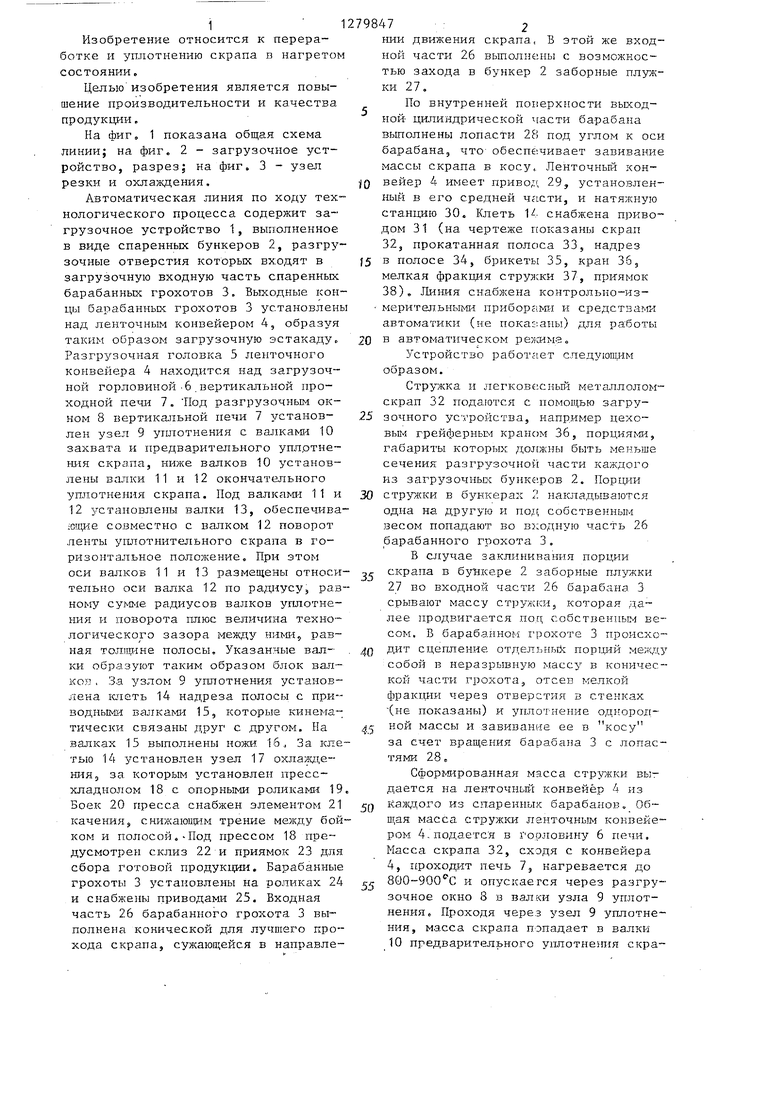
Изобретение относится к области переработки и уплотнения скрапа в нагретом состоянии. Целью изобретения является повьшение производительности и качества продукции. Стружка и легковесный металлолом загружаются в бункеры 2, захватываются плужками в конические заборные части спаренных барабанных грохотов 3 и, завиваясь в косу, попадают посредством конвейера 4 в проходную печь 7. Ил печи 7 нагретый скрап проходит валки предварительного 10 и окончательного 11, 12 уплотнения и валки поворота 13 полосы 33. Далее валки.15 с ножами 16 делают в полосе 33 надрезы, полоса охлаждается в узле охлаждения 17 и посредством хладнолома 18 с эле- ментом качения 21 разделяется на брикеты 35. 4 з.п. ф-лы, 3 ил. 13 VJ г IN:) со J7 4 « Риг.1
Составитель И.Токарев Редактор Л.Повхан Техред В.Кадар
Заказ 7006/15 Тираж 597Подписное
ВНИИПИ Государственного комитета СССР
. по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Корректор А.Обручар
| Морозов С.И | |||
| Оборудование для переработки легковесного стального лома | |||
| М.: Металлургия, 1983, с.180- 182, рис.62. |
