1
Изобретение относится к прокатному производству, в частности к изготовлению нагартованной ленты и полосы из аус тенитной нержавеющей стали типа 08-12Х18Н10Т.
Целью изобретения является гарантированное получение требуемых механических свойств.
Была выплавлена опытная фракционная плавка стали 08Х18Н10Т со еле дующим содержанием хрома и никеля:
Сг фракция 17,3
о
фракция 17,9 фракция 18,7
Ni 10,9 10,1
9,1
Содержание остальных элементов в стали следующее: С 008, Si 004, Мп 1,21, Сг 17-19, Ni 9-11, S 0,016, Р 0,027, Ti 0,52.
Слитки весом 20 кг прокатывали на полосы сечением 40x80 мм, которые после разрезания на длину 120 мм и поверхностной зачистки прокатывали на горячекатаный подкат толщиной 3,5 мм на опытно-промышленнс стане 250/105x350.
Из горячекатаного подката толщиной 3,5 мм изготавливали нагарто- ванну ю ленту толщиной 0,8 мм.
По зависимости
1
(.T 1 40000-Сг
для обработки по предлагаемому способу определяли необходимую степень деформации при нагартовке. Необходимая степень деформации по протот, типу составляла для полунагартован- ной ленты (ПН) 20%, для нагартованной ленты (Н) 28 и 35%, для особо нагартованной ленты (ОН) 41%.
Исходя из требуемой степени деформации при нагартовке стали опре, h деляли по зависимости т-р
5
280031;
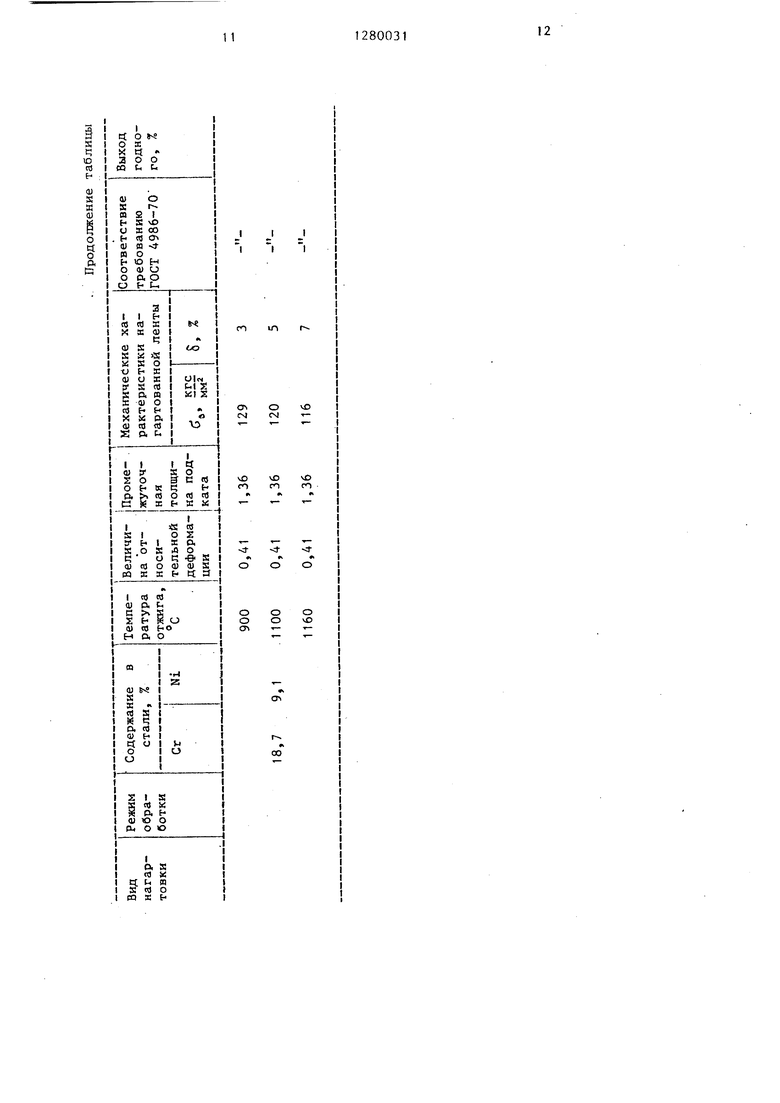
(где h| - требуемая толщина нагартованной ленты, равная 0,8 мм) промежуточную толщину подката h . Затем проводили холодную прокатку горячекатаных полос на промежуточные толщины согласно расчета. После холодной прокатки образцы термообраба- тывали - отжигали в печи с защитной атмосферой при 900, 1100 и (с целью проверки всего температурного диапазона отжига, принятого для этой стали) и подвергали нагар- товке с промежуточных толщин на толщину 0,8 мм.
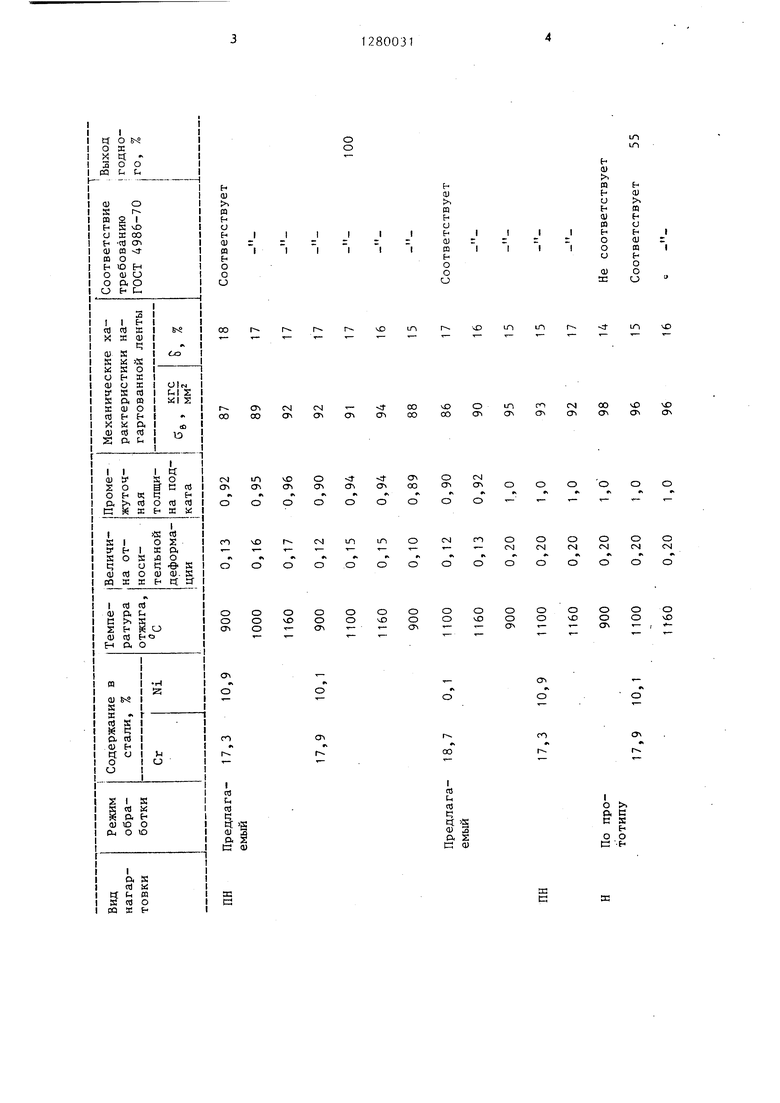
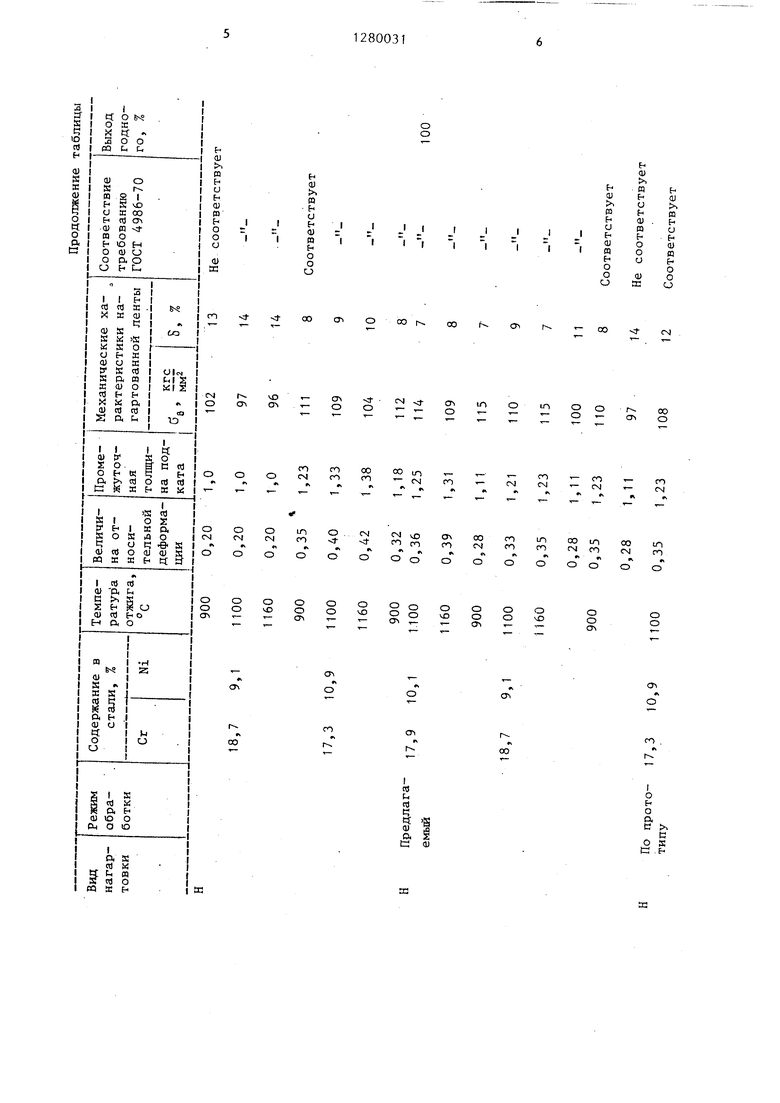
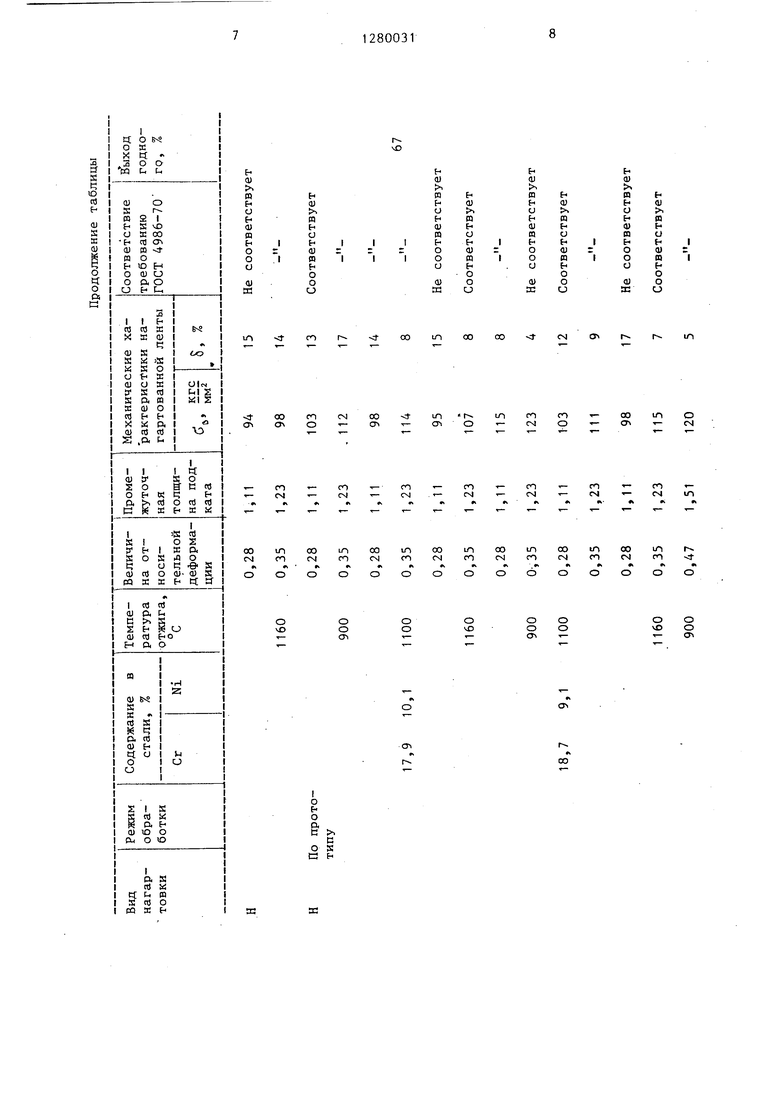
Испытания образцов на разрыв для определения механических свойств нагартованной ленты осуществляли на разрывной машине Д 10/90 (ГДР) со скоростью растяжения 9,5 м/мин..
Результаты испытаний приведены в таблице.
Как видно из таблицы, использование изобретения по сравнению с прототипом обеспечивает получение гарантированных механических характеристик нагартованной ленты для всех трех видов нагартовки.
Формула изобретения
)5
20
25
30
Способ изготовления нагартованной ленты из аустенитной нержавеющей стали, включающий холодную прокатку на промежуточный размер, отжиг и нагартовку, отличающийся тем, что, с целью гарантированного получения требуемых механических свойств, нагартовку осуществляют в зависимости от содержания хрома и никеля в стали и температуры отжига с величиной относительного обжатия, определенной по зависимости
1
(Jie....i:.I
40000 С
основание натурального логарифма;
содержание хрома и никеля в стали соответственно, %; температура отжига, требуемый предел прочности, кгс/мм - .
Е- 01
.
и
Е- О f- Ш Ю Е О О
а
0)
«
н
0)
.
PQ
ЕН
и ЕН ф
PQ Е- О О
и
СО
(
СТч
чО o
o о
I
ff
о.
I
S
t «
t Д1 6 К X Ь
tt О
С cd
tH
п) ей
к «
m
CN|
го го
S I f EH
SоSд
чоЕ;
4)п)о3
pqасSЕН
Ч
а о
в
О)
Ч
о
CN
о eg
о
CN
in
00
о }
о о
ОЧ
о о
о
vO
о о
о
о о
Оч
оч
о
00
го
«N
г
о о
ЕН
Ф . m
Ео
Е-1 О1
п
Е- О О
о
ф
X
ЕШ
,
m
Ео
Е-1 01
m t- о о и
г
00
к
OS
оо
1 -
CTi U-1 о
от--г§ 2
г ст
оо о
00 Ю
гот го
см см
со см
CN чо
го го
г.
о о
ON
го
00 CN)
го го
го
оо
Гч|
1Л го
оо
CN
о о
in
со
о
|§
о
чо
о о
Оч
о о
о
чО
о о ел
о о
о
Оч
91
о
г
оо
го
п
г
о
Е
о
D,
е ,
о S
с .f
о
CN
vO
O
c
v
m
-
4
О
I
о
о о
о
vO

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления холоднокатаной нагартованной ленты для производства биметаллических ленточных пил | 1991 |
|
SU1780884A1 |
| СПОСОБ ПРОИЗВОДСТВА ФОЛЬГИ ИЗ КОРРОЗИОННОСТОЙКОЙ СТАЛИ АУСТЕНИТНОГО КЛАССА | 1990 |
|
RU2015182C1 |
| Способ изготовления нагартованной ленты для пильных цепей | 1988 |
|
SU1532597A1 |
| Способ изготовления холоднокатаной высокопрочной ленты | 1985 |
|
SU1258523A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ДЛЯ ВЫРУБКИ МОНЕТНОЙ ЗАГОТОВКИ | 2012 |
|
RU2516358C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479643C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ВЫСОКОСКОРОСТНОЙ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479642C1 |
| Способ производства тонкой высокопрочной стальной полосы,с покрытием из железоцинкового сплава | 1985 |
|
SU1303623A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ НАГАРТОВАННОЙ ЛИСТОВОЙ СТАЛИ | 2012 |
|
RU2480299C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2008 |
|
RU2381844C1 |
Изобретение относится к прокатному производству, в частности к изготовлению нагартованной ленты и полосы из аустенитной нержавеющей стали. Цель изобретения - гарантированное получение требуемых механических свойств. После холодной прокатки на промежуточный размер проводят термическую обработку и нагар- товку с величиной относительного обжатия, которую определяют в зависимости 1/1 (6g, - 70)Ni Т/ 4000 Сг, где 1 - основание натурального логарифма, Сг и Ni - содержание хрома и никеля в стали соответственно, %, Т - температура отжига, °С, Gg - требуемый предел прочности, кгс/мм. 1 табл. (Л
| Технологические инструкции по производству холоднопрокатной нержавеющей ленты | |||
| Завод Серп и Молот , М.: 1976, с | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
