25
Изобретение относится к оборудованию для нанесения покрытий на изделия, в частности к устройствам для нанесения горячих покрытий на длинномерные изделия, и предназначено j для локального лужения проволоки и изделий со сложной конфигурацией.
Целью изобретения является расширение технологических возможностей путем обеспечения возможности на- О несения локальных покрытий на изделия сложной конфигурации.
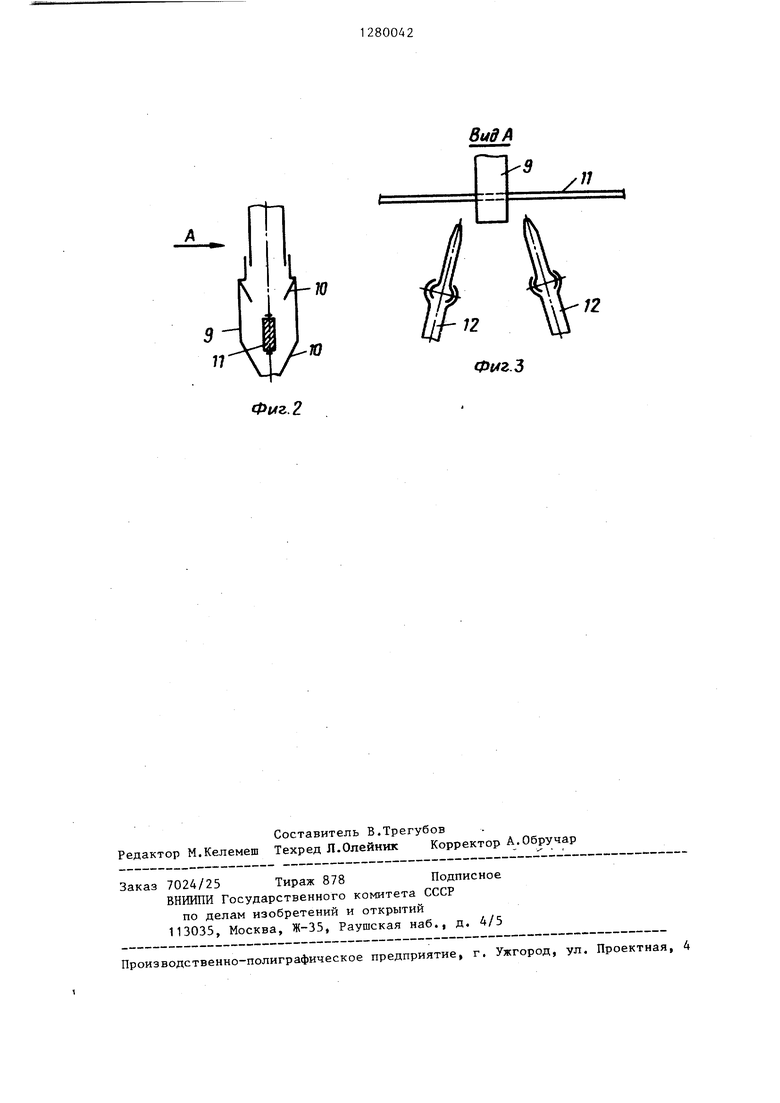
На фиг. 1 представлено устройство, разрез; на фиг. 2 - съемное сопло; на фиг. 3 - вид А на фиг. 2.
Устройство содержит ванну 1 для расплава материала покрытия, U-об- разную трубку 2 для подачи расплава .и узел 3 нанесения расплава на обрабатываемое изделие. В ванне 1 имеется герметичный отсек 4 со съем- |ной крьшкой 5, который сообщен через канал 6 с ванной 1. Канал 6 снабжен клапаном 7, выполненным в виде пустотелого шарика, например, из жаро- прочной стали, размещенного в дугообразных направляющих 8. U-образная трубка 2 закреплена на крышке 5. Узел 3 нанесения, расплава выполнен в виде съемного сопла 9, размещен- ного на выходном конце U-образной трубки 2. Под углом 15-45 к вертикальной оси сопла 9 установлены по- токонаправляющие пластины 10. При угле меньшем 15 и большем 45 рез- 35 ко ухудшается отражение потока расплава от пластин 10 на поверхность обрабатываемого изделия 11, например проволоки.
По обе стороны сопла 9 закреплены 40 с возможностью поворота относительно их продольной оси форсунки 12 для подачи хладагента (сжатого газа).
Часть и-образной трубки 2 между крышкой 5 и соплом 9 покрыта тепло- 45 изоляцией 13 для предотвращения остывания расплава. Съемная крьшка 5 соединена с системой подачи сжатого газа (не показана) через клапан 14 для создания избыточного давления 50 до 1 атм в герметичном отсеке 4. Под дном ванны 1 установлены нагреватели 15. Оснащение устройства набором съемных сопел 9 обеспечивает .возмож- ,ность нанесения покрытия на изделия 55 сложной конфигурации.
5
О
5
0
5 0 5
Устройство работает следующим образом,
В герметичном отсеке 4, открыв клапан 14, создают избыточное давление до 1 атм. При этом клапан 7 запирает канал 6, и разогретый расплав подают по и-образной трубе 2 в сопло 9, где происходит с помощью потоконаправляющих пластин 10 лужение обрабатываемого изделия 11.
Одновременно через форсунки 12 подают хладагент, который способствует ограничению зоны лужения. После снятия давления клапан 7 всплывает, открывая канал 6, и расплав из ванны 1 поступает в герметичный отсек 4. Затем проволоку перемещают, и цикл повторяется. При этом обеспечивается локальное лужение отдельных участков проволоки.
Конструктивные особенности устройства, в частности выполнение узла нанесения расплава в виде съемного сопла и установка потоконаправляющих пластин под углом к вертикальной оси сопла, позволяет проводить нанесение . покрытий как на профили простой конфигурации, так и сложной. При этом установка форсунок по обе стороны от сопла улучшает качество обработки при локальном лужении за счет повышения точности ограничения зоны лужения.
(формула изобретения
Устройство для лужения длинномерных изделий, содержащее ванну для расплава материала покрытия, герметичную камеру, соединенную с системой подачи сжатого газа и ванной, и узел нанесения расплава на. изделие, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения возможности нанесения локальных покрытий на изделия сложной конфигурации, оно снабжено клапаном, выполненным в виде пустотелого шарика и установленным на выходе из герметичной камеры в ванну, и форсунками для подачи хладагента, установленными на входе и выходе узла нанесения расплава на изделие с возможностью поворота, при этом узел нанесения расплава выполнен в виде съемного сопла с по- токонаправляющими пластинами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ГИБКОЙ ТРУБЫ | 2010 |
|
RU2494870C1 |
| Устройство для нанесения горячих покрытий на длинномерные изделия | 1981 |
|
SU1167237A1 |
| ЭЛЕКТРОМАГНИТНАЯ ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С U-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539490C2 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С ГОРИЗОНТАЛЬНЫМ МАГНИТОПРОВОДОМ И МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539237C2 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С С-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2536311C2 |
| Устройство для нанесения покрытия на многожильные провода | 1976 |
|
SU617488A1 |
| УСТАНОВКА ДЛЯ ГОРЯЧЕГО ПОКРЫТИЯ ПОГРУЖЕНИЕМ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ, СОДЕРЖАЩАЯ РЕГУЛИРУЕМЫЙ ИЗОЛИРУЮЩИЙ ОТСЕК | 2014 |
|
RU2656435C2 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2245937C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПРОТЯЖЕННОЕ ИЗДЕЛИЕ | 2012 |
|
RU2521759C2 |
| Устройство для нанесения покрытий на многожильные провода | 1977 |
|
SU685712A1 |
Изобретение относится к оборудованию для нанесения покрытий на длинномерные изделия и может быть использовано для лужения проволоки и изделий со сложной конфигурацией. Цель изобретения - расширение технологических возможностей за счет обеспечения нанесения локальных покрытий на изделия со сложной конфигурацией. В герметичном отсеке 4, открыв клапан 14, создают избыточное , давление до 1 атм. При этом клапан 7 запирает канал 6. Разогретьй расплав подают по трубке 2 в сопло, где происходит с помощью потоконаправляю- щих пластин л Ь жение изделия. После снятия давления клапан 7 всплывает, открывая канал 6, и расплав из ванны 1 поступает в герметичный отсек 4. Изделие перемещают на заданный шаг, и цикл обработки повторяется. 3 ил. (О (Л |С СХ) и N5 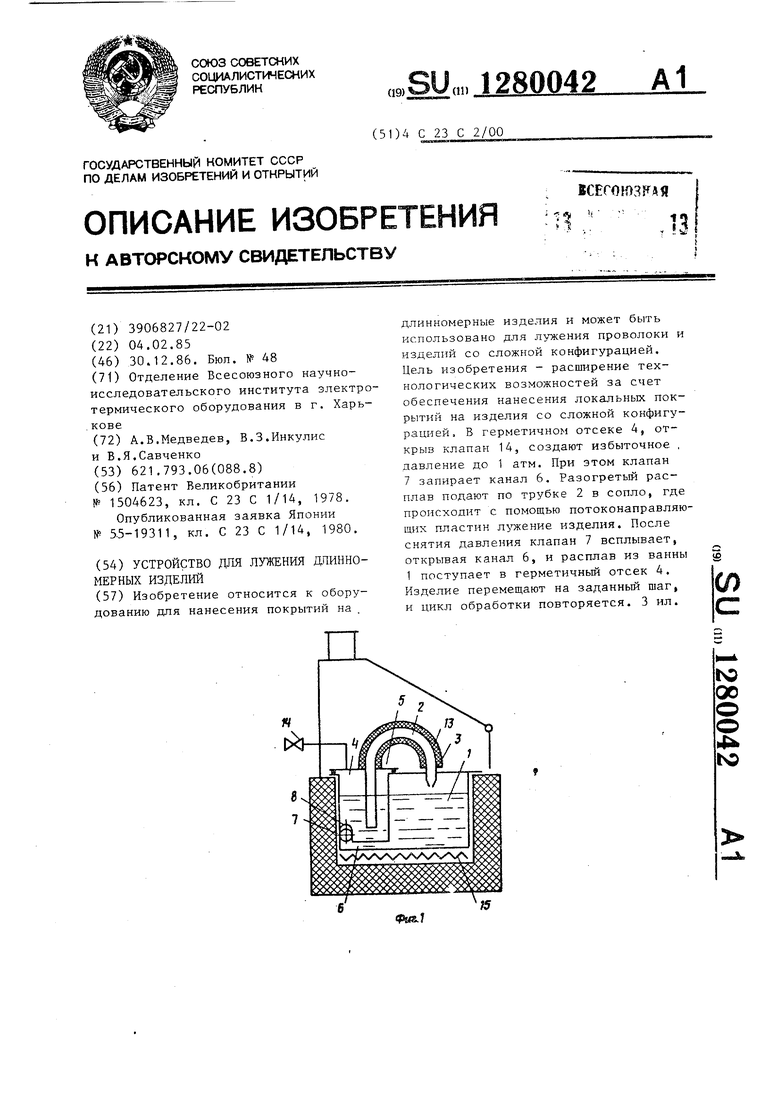
Ю
Фд/гЗ
.2
| Способ определения диэлектрической проницаемости листовых материалов | 1987 |
|
SU1504623A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
