Изобретение относится к способам изготовления изделий из пластмасс и может быть использовано, в частности, при изготовлении элементов вторичных уплотнений из фторопласта-4 в торцовых герметизаторах.
Цель изобретения - повышение коэффициента использования заготовки и обеспечение возможности получения оболочек с осью симметрии ее сечения профиля перпендикулярной оси самой оболочки.
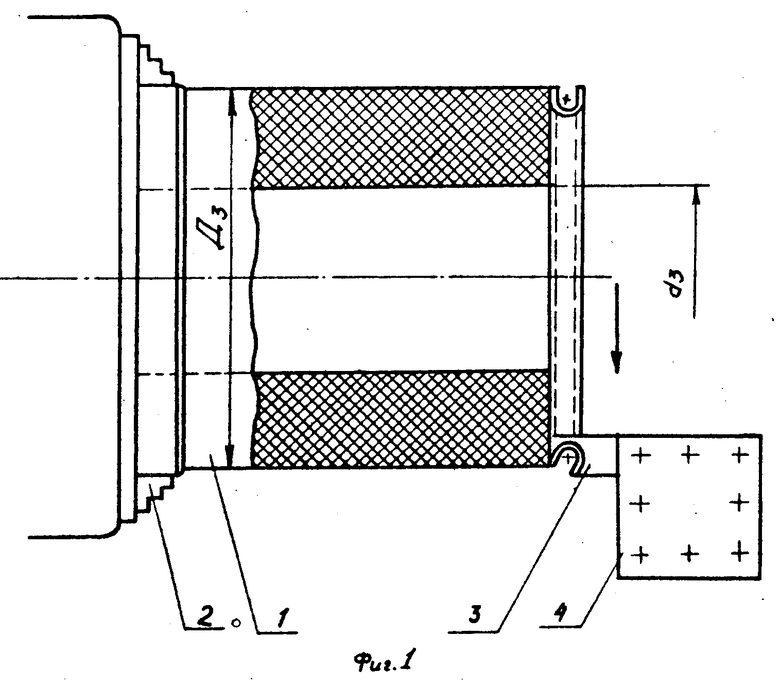
Способ осуществляется по схеме, представленной на фиг.1, где изображен основной финишный переход формообразования операции изготовления оболочки на токарном станке.
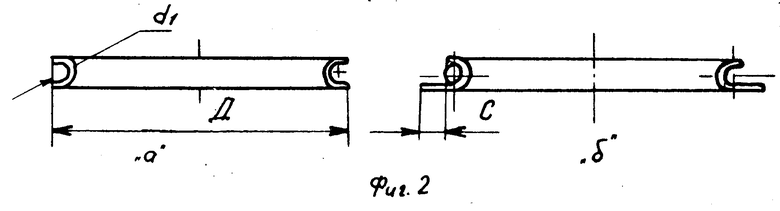
На фиг. 2 показаны некоторые формы оболочек, получаемые с использованием предлагаемого способа изготовления. В зависимости от условий эксплуатации (места установки) может быть использовано та или другая форма оболочки.
Заготовку 1 устанавливают в трехкулачковый патрон 2 токарного станка. После предварительных переходов подрезки торцовой поверхности, обтачивания и растачивания на заданные диаметры (их размеры определяют в зависимости от формы и размеров оболочки, изображенной, например, на фиг.2) - формообразующим инструментом 3 установленном в резцедержателе 4, в направлении от внутреннего диаметра заготовки к наружному, отрезают от нее плоское кольцо требуемой толщины (обычно около 0,5 мм), которое одновременно и отбортовывают путем давильной обработки трением. Доведя инструмент 3 до наружного диаметра, получают оболочку с - образной формы. Вторую и последующие оболочки получают без предварительных переходов, пользуясь одним формообразующим инструментом 3, как это описано выше.
Наpужный диаметр заготовки - D3 определяют по формуле
D3 = K1D + 2L, где К1 - коэффициент, зависящий от свойств материала, состояния рабочих поверхностей инструмента и режима обработки, например для фторопласта-4 К1 = 0,990-0,995;
D - диаметр оболочки (см.фиг.2);
L - ширина плоского фланца оболочки (см.фиг.2).
Внутренний диаметр dз определяют исходя из требуемой длины периметра поперечного сечения оболочки и ее толщины с учетом перераспределения материала, заключающегося в том, что отбортовываемая кромка претерпевает утонение по толщине (с δ до δ1) и увеличение по длине (с π dз до π D), а развернутая длина поперечного сечения оболочки оказывается короче ширины кольца заготовки в радиальном направлении  Наименьшая толщина оболочки δ1, у края борта определяется допускаемой степенью утонения стенки и конструкционными (эксплуатационными) требованиями к оболочке.
Наименьшая толщина оболочки δ1, у края борта определяется допускаемой степенью утонения стенки и конструкционными (эксплуатационными) требованиями к оболочке.
Качество выполнения отбортовки зависит от чистоты расточки dздеформируемой кромки. При наличии заусенцев по краю отверстия неизбежно образование трещин и разрывов.
П р и м е р 1. Оболочки изготавливали по предлагаемому способу. Заготовку из фторопласта-4, длиной 120 мм с внутренним диаметром 172 мм и наружным диаметром 212 мм устанавливали в самоцентрирующий трехкулачковый патрон токарного станка.
Подрезали торцовую поверхность, обтачивали на диаметр 209 мм, растачивали внутренний диаметр до 174 мм.
Затем формообразующим инструментом, установленным в резцедержателе, начиная в направлении от внутреннего диаметра заготовки к наружному отрезали плоское кольцо толщиной 0,5 мм, которое одновременно и отбортовывали путем давильной обработки трением.
Доведя формообразующий инструмент до наружного диаметра заготовки, получили законченную форму оболочки, изображенную на фиг. 2а, которую можно использовать совместно, например, с резиновым уплотнительным кольцом круглого сечения 200-210-58 по ГОСТ 9833-73.
Для изготовления второй и последующих оболочек повторяли только последний переход, выполняемый с использованием формообразующего инструмента.
Из данной заготовки получили 215 оболочек.
Расход фторопласта-4 составил 3,07 кг, в том числе масса оболочек, 2,39 кг.
Коэффициент использования материала составил 0,78.
Шероховатость поверхности Ра 0,6-0,3 мкм.
Основное время изготовления одной оболочки - 0,11 мин.
Штучное время изготовления оболочки составило 0,46 мин.
Обработка выполнялась при частоте вращения шпинделя 1200 об/мин и величина поперечной подачи 0,13 мм/об.
П р и м е р 2. Оболочки изготавливали известным способом (по прототипу). Заготовку из фторопласта-4 длиной 120 мм с внутренним диаметром 172 мм и наружным диаметром 212 мм устанавливали в самоцентрирующий трехкулачковый патрон токарного станка.
Подрезали торцовую поверхность, обтачивали на диаметр 209,6 мм, растачивали внутренний диаметр до 197 мм, вытачивали фасонную канавку диаметром 198 мм фасонным резцом, растачивали фасонную поверхность со стороны диаметра 197 мм фасонным резцом, отрезали деталь с наружным размером (вдоль оси центров станка) 6,8 мм от правого торца).
Получили оболочку, аналогичную изображенной на фиг. 2а, которую, как и в первом примере, можно использовать с резиновым уплотнительным кольцом круглого сечения 200-210-58 по ГОСТ 9833-73.Для изготовления второй и последующих оболочек повторяли три последние из вышеописанных переходов.
Из используемой заготовки получили десять оболочек. Затем устанавливали в патрон токарного станка вторую заготовку, подрезали торцовую поверхность и далее в описанном выше порядке повторяли все последующие переходы по изготовлению оболочек.
Для изготовления 215 оболочек потребовались 22 заготовки. Расход фторопласта-4 составил 67,54 кг, в том числе масса оболочек 2,45 кг. Коэффициент использования материала составил 0,036. Шероховатость поверхности оболочки Ra 2,5 мкм. Основное время изготовления одной оболочки составило 0,16 мин. Штучное время 2,7 мин. Обработка выполнялась при частоте вращения шпинделя 1000-1200 об/мин и величине поперечной подачи 0,1-0,2 мм/об.
Таким образом, предлагаемый способ изготовления оболочки из пластмасс позволяет повысить коэффициент использования материала до 0,78 с 0,036, имеющего место при обработке обычным резанием на токарном станке, т.е. расход материала уменьшился при изготовлении оболочек предлагаемым методом по сравнению с прототипом в 22 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ИЗ ПЛАСТМАСС | 1983 |
|
SU1197296A1 |
| Способ изготовления осесимметричных оболочек с внутренними рифлями | 2020 |
|
RU2759144C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| ТОКАРНЫЙ ПЛАВАЮЩИЙ ПАТРОН | 2010 |
|
RU2449862C2 |
| Способ изготовления тонкостенных оболочек периодического профиля из алюминиевых сплавов | 2016 |
|
RU2623203C1 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВОК ДЕТАЛЕЙ ТИПА ДИСКОВ | 2010 |
|
RU2443513C1 |
| Способ изготовления осесимметричных оболочек | 2022 |
|
RU2780417C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАКЛОННОГО ФЛАНЦА НА ТРУБЧАТОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2013 |
|
RU2542875C1 |
| Способ изготовления тонкостенных оболочек из легированных сталей | 2019 |
|
RU2710311C1 |
| СТАТИКО-ИМПУЛЬСНЫЙ ДАВИЛЬНЫЙ ИНСТРУМЕНТ | 2009 |
|
RU2415728C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ДЛЯ КОЛЬЦЕВЫХ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС, заключающийся в том, что полую цилиндрическую заготовку приводят во вращение с последующим срезанием с нее слоя материала с одновременной его отбортовкой, отличающийся тем, что, с целью повышения коэффициента использования заготовки и обеспечения возможности получения оболочек с осью симметрии ее сечения профиля перпендикулярной оси самой оболочки, срезание слоя осуществляют с торцевой поверхности от центра к периферии.
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ИЗ ПЛАСТМАСС | 1983 |
|
SU1197296A1 |
| Солесос | 1922 |
|
SU29A1 |
