Изобретение относится к области обработки материалов резанием и молсе быть использовано при настройке плавающих .расточных и обточнык резцовых блоков.
Цель изобретения - компенсация погрешности обработки плавающим блоком со взаимно смещенными в осевом направлении резцами путем выравнивания сечений стружек, срезаемых каждым резцом, и связанных с указанными сечениями значений радиальньгх составляющих сил резания.
На фиг,1 представлено устройство для реализации способа при настройО
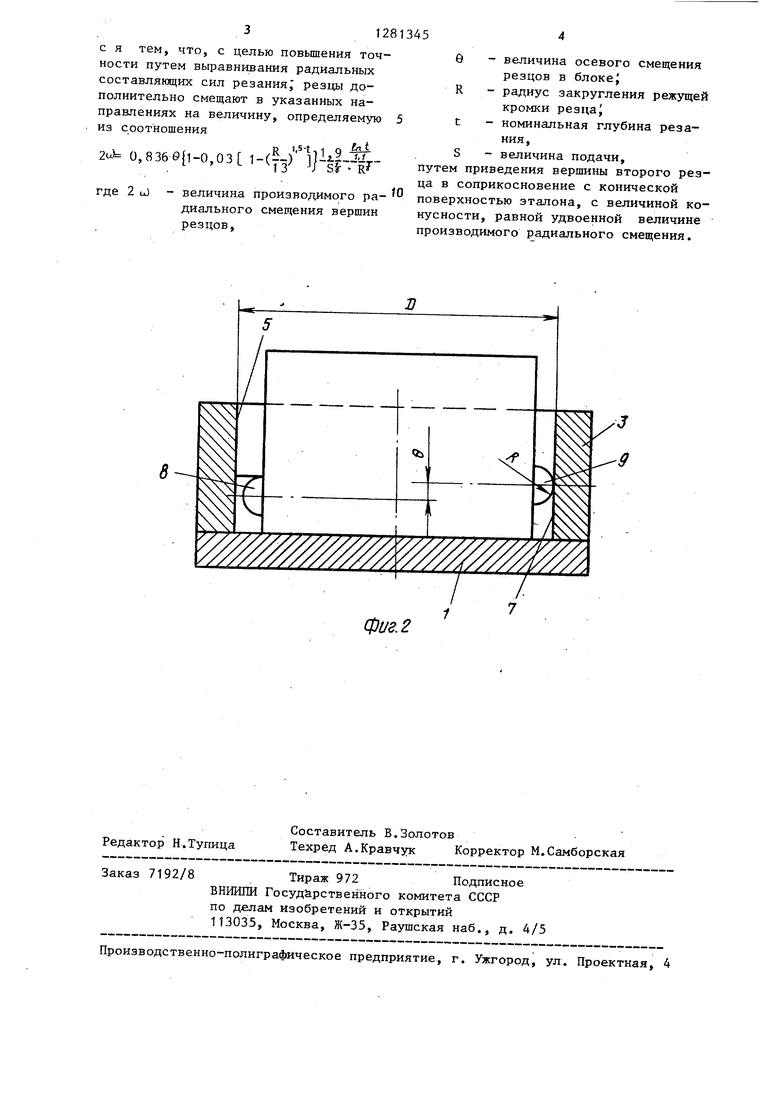
ке обточного двухрезцового блокад на фиг,2 - то же, при настройке расточного двухрезцового блока.
Устройство для реализации предпа- г.аеного способа содержит закрепленны на основании 1 эталонные элементы 2 и 3, снабженные цилиндрическими. 4 и 5 и коническими 6 и 7 поверхностями, предназначенными для взаимодействия с вершинами резцов 8 и 9 резцового блока соответственно. При этом диаметр D цилиндрических поверхностей соответствует требуемой величине диаметра заготовки после обработки, а конические поверхности выполнены с конусностью, равной удво2сО
ецнои величине - производимого радиального смещения резцов, определяемой по предлагаемому соотношению.
Способ настройки плавающего двухрезцового блока осуществляют следующим образом.
Резцовый блок настраивают на обрабатываемый диаметр D, устанавливая расстояние между вершинами резцов 8 и 9, равное его значению , и производят дополнительное радиальное взаимное смещение резцов на величину, определяемую из соотношения
,836 0{l-0,(-) }х Ent
X
li2-.(б i 6
S R
2(л,1 - величина производимого радиального смещения вершин резцов;
Q - величина осевого смещения резцов в блоке;
5
0
5
0
5
0
5
0
5
R - радиус закругления режущей кромки резцов t - номинальная глубина
резанияJ S - величина подачи.
При этом при настройке обточного плавающего блока (фиг.1) расстояние между вершинами резцов увеличивают на указанную величину, а при настройке расточного плавающего блока (фиг.2) - уменьшают.
Изменение расстояния между вершинами резцов плавающего блока на указанную величину 2а) повышает его радиальное равновесие за счет выравнивания сечений стружки, срезаемых каждым резцом, и выравнивания связанных с сечениями значений радиальных составляющих сил резания, чем предопределяется выравнивание глубины резания обоими резцами и получение заданного диаметра обраба.тывае- мой заготовки.
Устройство для реализации предлагаемого способа работает следующим образом.
Двухлезвийный плавающий блок с резцами 8 и 9, имеющими возможность наладочного перемещения относительно корпуса блока, устанавливают на основание 1 и,перемещая указанные резцы в радиальном направлении, приводят в соприкосновение их вершины с эталонными поверхностями элементов 2 и 3, выставляя их таким образом на величину, обеспечивающую получение требуемого диаметра обрабатываемой заготовки. Причем при настройке обточного плавающего блока применяют эталонный элемент 2, а расточного - эталонный элемент 3.
Применение предлагаемого способа настройки плавающего двухлезвийного блока обеспечивает повьшение геометрической и размерной точности обрабатываемых заготовок за счет выравнивания глубины резания обоими: рез- цами.
Формула изобретен и- я
Способ настройки плавающего двухрезцового блока, включающий ,установку их вершин на расстояние, равное окончательному диаметру обрабатываемой заготовки, путем взаимного радиального перемещения резцов в противоположных направлениях, отличающийс я тем, что, с целью повышения точности путем выравнивания радиальных составляющих сил резанияj резцы дополнительно смещают в указанных направлениях на величину, определяемую из соотношения
D 1,5-1,1 о -fei
2u) О, 836 0(1-0,03 С 1-() -|p-grгде 2 uj - величина производимого ра- диального смещения вершин резцов.
6 - величина осевого смещения
резцов в блоке} R - радиус закругления режущей
кромки резца
t - номинальная глубина резания,
S - величина подачи, путем приведения вершины второго резца в соприкосновение с конической поверхностью эталона, с величиной конусности, равной удвоенной величине производимого радиального смещения.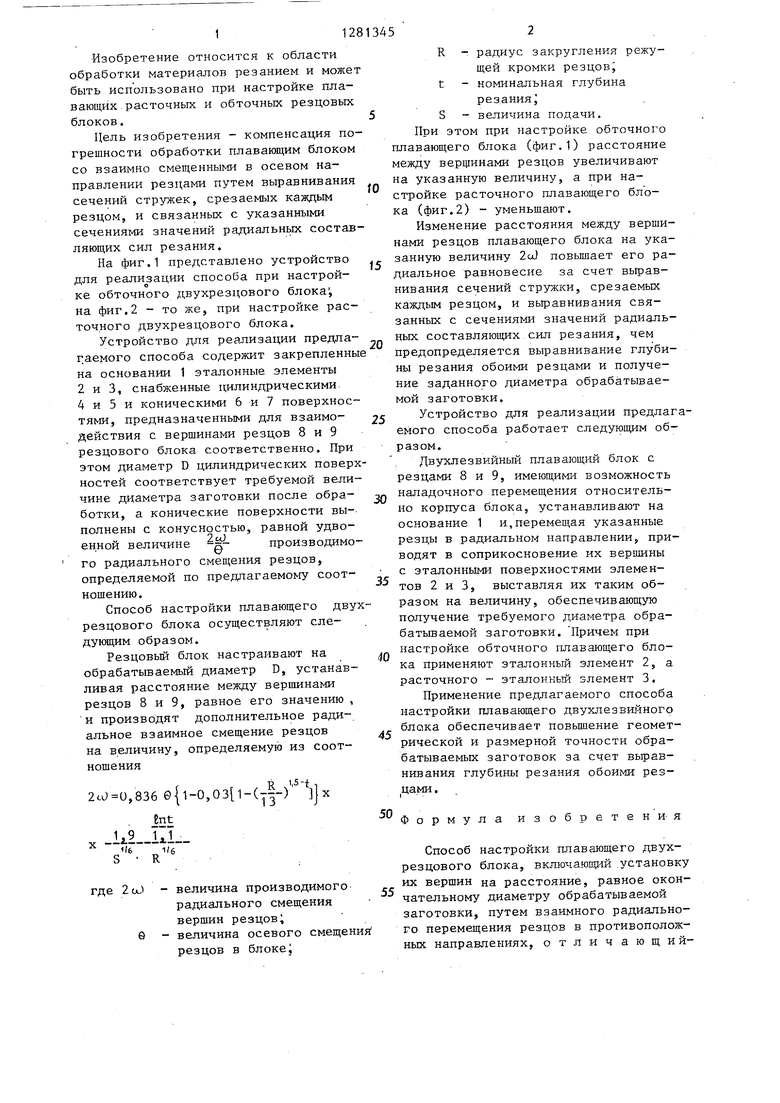
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАСТРОЙКИ РЕЗЦОВ МНОГОРЕЗЦОВОГО БЛОКА ДЛЯ ОБРАБОТКИ НАРУЖНОЙ ПОВЕРХНОСТИ | 1997 |
|
RU2109598C1 |
| Устройство для токарной обработки наружной поверхности осесимметричной детали | 2021 |
|
RU2765554C1 |
| Двухрезцовое устройство для обработки отверстий | 2022 |
|
RU2818064C1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ВАЛОВ | 1982 |
|
SU1272608A1 |
| Двух резцовое устройство для обработки отверстий | 2023 |
|
RU2820295C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2001 |
|
RU2196027C2 |
| СПОСОБ ТОЧЕНИЯ НАРУЖНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275989C1 |
| КОМБИНИРОВАННАЯ ГОЛОВКА ДЛЯ ТОЧЕНИЯ НАРУЖНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275990C1 |
| РАСТОЧНАЯ ГОЛОВКА | 1994 |
|
RU2104827C1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЙ | 2009 |
|
RU2424877C2 |
Изобретение относится к области обработки материалов резанием и может быть использовано при настройке плавающих расточных и обточных резцовых блоков. Изобретение призвано повысить размерную точность обраба- тьшаемых заготовок путем выравнивания сечений стружек, срезаемых каждым резцом, и связанных с указанными сечениями значений радиальных составляющих сил резания. Резцовый блок настраивают на обрабатываемый диаметр, устанавливая расстояние между вершинами резцов 8,9, равное его значению, и производя дополнительное радиальное смещение резцов в противоположных направлениях на величину, устанавливаемую соотношением: 2а; 0,836 0С1 - 0,03(1- ЙПТЗ) ,9-ent : 1,1) : S . R, где 2(х)- величина производимого радиа/1ь- ного смещения вершин резцов 0- величина осевого смещения резцов в блоке; R - радиус закрепления режущей кромки резцов, t - номинальная глубина резания; S - величина подачи. 2 ил. IN9 00 СО 4 СП .f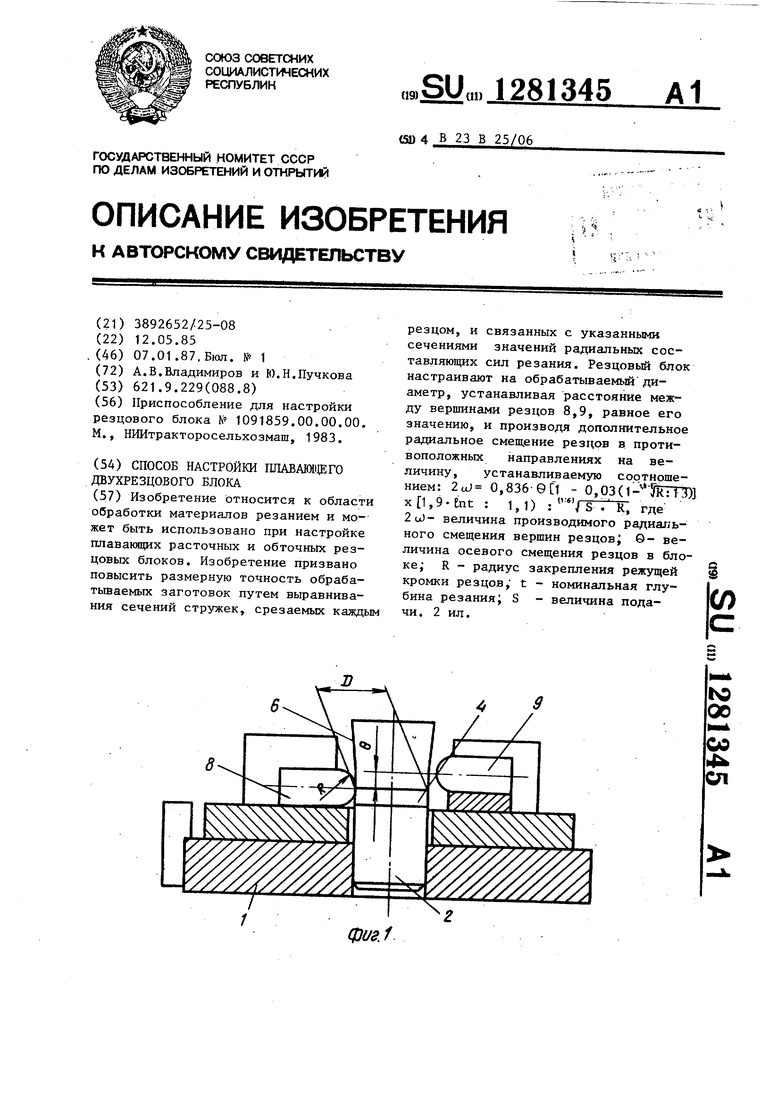
ф1/г.2
Редактор Н.Тупица
Составитель В.Золотов
Техред А.Кравчук Корректор М.Самборская
Заказ 7192/8Тираж 972Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Способ получения производных 2,3,6,7-тетрагидротиазоло/3,2-а/пиримидин-5-она (его варианты) | 1981 |
|
SU1091859A3 |
| М., НИИтракторосельхозмаш, 1983. | |||
