Изобретение относится к машиностроению и может быть использовано при растачивании глубоких отверстий.
Известна расточная головка, используемая при черновом растачивании глубоких отверстий, содержащая корпус с резцовыми вставками и продольными пазами, в которых размещены жесткие и упругие направляющие.
Недостатком известной головки является сложность регулировки положения режущих элементов, низкая точность и производительность обработки, а также низкая стойкость режущих элементов.
Поставлена задача - разработать виброустойчивую многорезцовую расточную головку, имеющую надежное базирование, что позволит повысить точность и производительность обработки, а также стойкость режущего инструмента.
Поставленная задача достигается тем, что в расточной головке, имеющей корпус, в продольных пазах которого установлены резцовые блоки, жесткие и упругие направляющие, один из резцовых блоков установлен со смещением по окружности относительного другого резцового блока с возможностью перемещения по окружности.
На фиг. 1 изображена расточная головка, общий вид; на фиг. 2 - вид А на фиг.1; на фиг. 3 - вид Б на фиг. 2.
Расточная головка состоит из корпуса 1, в продольных пазах которого установлены со смещением по окружности резцовые блоки 2, 3 с клиновыми механизмами 4, позволяющими регулировать радиальное положение режущих кромок. Резцовый блок 2 имеет, кроме того, возможность регулирования в осевом и угловом направлениях. Регулирование углового положения резцового блока 2 осуществляется с помощью клина 5, взаимодействующего с опорной поверхностью резцового блока и пружиной 6. Головка снабжена винтовым упором 7 для регулирования в осевом направлении резцового блока 2. Резцовые блоки 2, 3 оснащены многогранными неперетачиваемыми пластинами 8 с механическим креплением. В продольных пазах корпуса 1 установлены также неподвижные направляющие 9 и упругие направляющие, состоящие из твердосплавных пластин 10, опирающихся на вязкоупругие демпфирующие прокладки 11, причем неподвижные направляющие установлены со стороны наибольшего центрального угла между резцовыми блоками 2 и 3.
Расточная головка работает следующим образом. Резцовый блок 2 устанавливают на оптимальный угол ψ для заданных условий обработки путем вращения винта 12 и вызываемого этим перемещения в осевом направлении клина 5, который упруго взаимодействует с пружиной 6. Регулирование углового положения резцового блока 2 производится с целью изменения величины сдвига следов, образуемых на поверхности резания резцовыми блоками 2 и 3. В результате уменьшается регенеративный эффект при обработке по следу, что приводит к снижению амплитуды колебаний расточной головки. Оптимальная величина сдвига по окружности резцового блока 2 определяется по результатам расчета на ПЭВМ для обеспечения максимальной устойчивости многорезцовой расточной головки в зависимости от параметров технологической системы и режима резания.
Регулирование в радиальном и осевом направлениях резцовых блоков производится с целью обеспечения обработки по методу деления глубины резания или толщины среза. Вылет резца в осевом направлении регулируется винтовым упором 7, причем величина осевого вылета резца 3 превышает вылет резца 2 на величину: ,
,
где S0 - продольная подача инструмента.
В радиальном направлении резцовые блоки 2, 3 устанавливаются на номинальный диаметр обрабатываемого отверстия D. Неподвижные направляющие шлифуются на размер D-0,1 мм, а выступание упругих направляющих относительно вершин резцов определяется действующими силами резания и жесткостью упругих направляющих.
При работе расточная головка входит в предварительно подготовленное отверстие на длину направляющих элементов 9 и в момент начала резания базируется по жестким направляющим 9. Такая схема базирования сохраняется на всей длине обрабатываемого отверстия, так как вектор результирующий сил резания находится внутри центрального угла ε между неподвижными направляющими 9. В случае малого расчетного угла ψ неподвижные направляющие устанавливаются по обе стороны от резцового блока 3 так, чтобы вектор результирующий сил резания находился в пределах центрального угла ε между неподвижными направляющими.
Упругие направляющие получают при работе натяг и осуществляют дополнительное базирование расточной головки и демпфирование вибраций, возникающих в процессе резания. Наряду с этим, существенное снижение вибраций происходит за счет углового смещения резцовых блоков друг относительно друга на такой угол ψ , при котором суммарное влияние следов от обработки резцами 2 и 3 становится минимальным. Повышение виброустойчивости процесса растачивания в сочетании с надежным базированием по жестким направляющим позволяет повысить точность и производительность обработки, а также стойкость режущих элементов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЙ | 2009 |
|
RU2424877C2 |
| Расточная головка | 1990 |
|
SU1726154A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЯ | 2014 |
|
RU2567933C1 |
| Двухрезцовое устройство для обработки отверстий | 2022 |
|
RU2818064C1 |
| Двух резцовое устройство для обработки отверстий | 2023 |
|
RU2820295C1 |
| СПОСОБ ГЛУБОКОГО РАСТАЧИВАНИЯ ПРЕЦИЗИОННЫХ ЦИЛИНДРОВ | 1992 |
|
RU2008126C1 |
| Расточной инструмент | 1989 |
|
SU1660855A1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК КОЛЕЦ С ДВУМЯ СООСНЫМИ РАЗНОНАПРАВЛЕННЫМИ КОНИЧЕСКИМИ ОТВЕРСТИЯМИ И УСТРОЙСТВО ДЛЯ РАСТОЧКИ | 2006 |
|
RU2323066C2 |


Использование: изобретение относится к машиностроению и может быть использовано при растачивании глубоких отверстий. Сущность изобретения: расточная головка состоит из корпуса 1 с выполненными в нем продольными пазами, в которых установлены резцовые блоки 2 и 3 с заданным угловым смещением, неподвижные направляющие 9 и упругие направляющие 10. Резцовый блок 3 выполнен с возможностью радиального регулирования. Резцовый блок 2 установлен в корпусе 1 с возможностью осевого, радиального и углового регулирования относительно блока 3. Неподвижные направляющие 9 установлены со стороны наибольшего центрального угла между резцовыми блоками. 3 ил.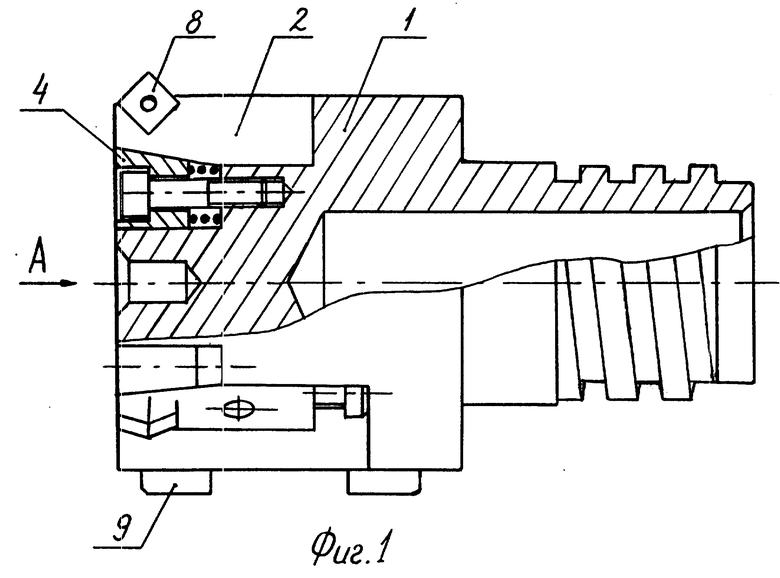
Расточная головка для обработки глубоких отверстий, имеющая корпус, в продольных пазах которого установлены жесткие и упругие направляющие, а также резцовые блоки, один из которых установлен со смещением по окружности относительно другого и оси симметрии головки, отличающаяся тем, что один из резцовых блоков установлен с возможностью перемещения по окружности.
| SU, авторское свидетельство, 1076203, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
