Изобретение относится к машиностроению, в частности к конструкциям сборных дисковых инструментов, предназначенных для хонингования зубьев зубчатых колес,5
Цель изобретения - упрошение регулирования толщины зубьев инструмента .
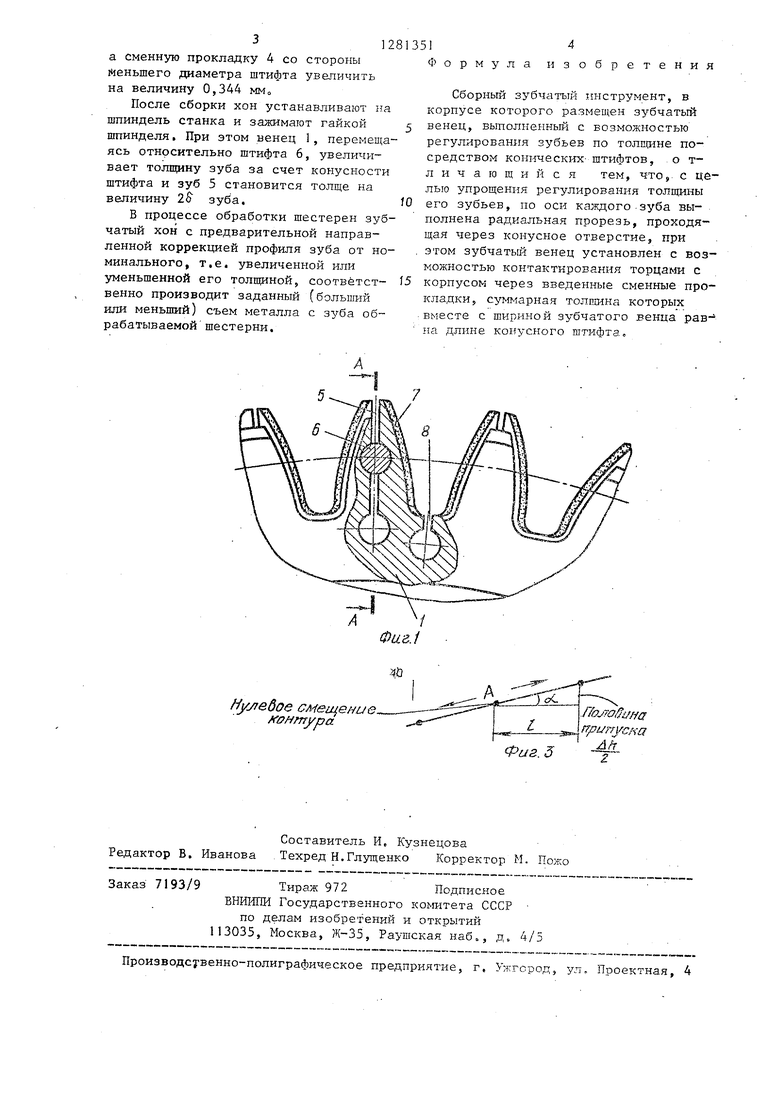
На фиг. 1 показан сборный дисковый инструмент, вид на торец; на 0 фиг, 2 - разрез А-А на фиг. 1; на фиг. 3 - схема, иллюстрирующая функциональную связь между конусностью штифта, величиной сжимаемого припуска и направленной коррекцией зубьев инструмента.
Дисковый зубчатый инструмент, выполненный в,виде абразивного хона, состоит из зубчатого венца 1 и корпуса, выполненного в виде фланцев 2, 20 свободно установленных.на ступице 3, и сменных прокладок 4, установлен- ных между торцами венца и фланцами. По оси каждого зуба венца выполнена
ус
радиальная прорезь 5, проходящая че- рез конусное отверстие, выполненное по делительной окружности венца, В конусном отверстии каждого зуба раз- мещен конусный штифт 6, при этом его
Q 30
торцы находятся в постоянном контакте с боковыми поверхностями фланцев 2, Рабочая поверхность зубчатого венца покрыта, например, методом гальвано- многослойным абразивньсм слоем 7,35
Фланцы 2 установлены мелоду зубчатым венцом 1 и-ступицей 3 с возможностью изменения .расстояния между ними и могут быть выполнены в двух вариантах: с концентрично расположенны- ми отверстиями и без отверстий. При этом фланцы с отверстиями выполнены зубчатыми, а флзйцы без отверстий расположены ниже уровня штифтов 6. Прокладки могут, иметь различную тол- -5 щину, но при этом сумма их толв ин (Ъ.+Ъ;) и ширины зубчатого венца
должна равняться длине штифта 6,
Для обеспечения необходимой упругости во впадинах между зубьями вы- -50 полнены радиальные прорези 8,
Хон в сборе закрепляют на шпинделе станка гайкой, после чего инструмент вводят в зацепление с обрабаты- 55 ваемой шестерней.
При необходимости исправления погрешности профиля зуба шестерен с увеличенным или уменьшенным припуском
производят корректировку инструмента на заданную величину припуска путем изменения толщины зуба за счет применения сменных коЛец с расчетной толщиной.
Как следует из схемы, представленной на фиг. 3, при смещении точки А (зубчатого венца) вправо относительно конусного штифта 6 на расчетную величину 1/ толщина зуба хона увеличивается на величину припз ска . (положительное смещение) и наоборот, при смещении точки А (венца 1) на расчетную величину 1 влево относительно конусного щтифта толщина зуба хона уменьшается на величин припуска дЬ/2 (отрицательное смещение)о
Величина смещения венца (по конусному штифту) и величипа припуска па обработку находятся в следующей за-- висимости
Е
дЬ
2 -ИйЫ
где i - величина смещения венца (по
конусному штифту);
дЬ - припуск на обработку (величина коррекции); oi - половина угла копуса(гатифта|.
Отсюда очевидно, что при припуске 11/2 в случае положительного смеи1ения (в сторону большего диаметра штифта) одну из прокладок необходимо ут-шнь- шить на величину смешения t, а другую увеличить на такую же величину t, В случае же отрицательного смещения при припуске (в сторону меньшего диаметра штифта) одну из прокладок 4 необходимо уменьшить на величину смещения , а другую - увеличить на такую же величину I.
Например 5 величипа припуска на обработку (величина иска:кения профиля зубьев) зубьев гнестерки составляет дЬ 0,012 мм от номинала в положительную сторону, т.е, зуб шестерни полнее, величина смещения t определяется в формуле
Ajl
2 tg
0,012 , „,.
при ct ,) ,
Чтобы обеспечить пололдательное смещение необходимо сменную прокладку 4 со стороны большего Диаметра штифта уменьшить на величину 0,344 мм,
312
а сменную прокладку 4 со стороны меньшего диаметра штифта увеличить на величину 0,344 мм
После сборки хон устанавливают на шпиндель станка и зажимают гайкой шпинделя. При этом венец 1, перемещаясь относительно штифта 6, увеличивает толщину зуба за счет конусности штифта и зуб 5 становится толще на величину 26 зуба,
В процессе обработки шестерен зубчатый хон с предварительной направленной коррекцией профиля зуба от номинального, т.е. увеличенной или уменьшенной его толщиной, соотвётст- венно производит заданный (больший или меньший) съем металла с зуба обрабатываемой шестерни.
Формула изобретения
Сборный зубчатый инструмент, в корпусе которого размещен зубчатый венец, выполненный с возможностью регулирования зубьев по толп(ине посредством конических-штифтов, о т- личающийся тем, что, с целью упрощения регулирования толщины его зубьев, по оси ка;кдого-зуба выполнена радиальная прорезь, проходящая через конусное отверстие, при этом зубчатый венец установлен с возможностью контактирования торцами с корпусом через введенные сменные прокладки, суммарная толпшна которых вместе с шириной зубчатого венца равна длине конусного штифта.
Ну/гебое смещение, контура
f/oj offi/fia гтрипусна
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗУБОШЛИФОХОНИНГОВАНИЯ | 2002 |
|
RU2219019C2 |
| ЗУБЧАТЫЙ ИНСТРУМЕНТ С ОСЦИЛЛЯЦИЕЙ | 2004 |
|
RU2273553C1 |
| Зубчатое колесо | 1989 |
|
SU1703901A1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЬЕВ | 2004 |
|
RU2273550C1 |
| ЗУБЧАТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ С ИМПРЕГНАТОРОМ | 2004 |
|
RU2273552C1 |
| СПОСОБ ЗУБОШЛИФОХОНИНГОВАНИЯ | 2002 |
|
RU2212987C1 |
| Зубчатый хон | 1978 |
|
SU865567A2 |
| СОСТАВНОЕ ЗУБЧАТОЕ КОЛЕСО | 1991 |
|
RU2019771C1 |
| Зубчатое колесо | 1991 |
|
SU1825929A1 |
| Зубчатый инструмент | 1982 |
|
SU1065117A1 |
Изобретение.относится к области обработки зубчатых колес, в ча- стно сти к конструкциям сборных дисковых инструментов с регулируемой толщиной зубьев. Цель изобретения - упрощение регулирования толщины зу- бьвв. Для этого по оси каждого зуба венца 1 выполнена радиальная прорезь, проходящая через конусное отверстие, выполненное по делительной окружности зубчатого .венца. В конусном отверстии каждого зуба размещен конусный гатифт 6, при этом торцы находятся в постоянном контакте с боковыми поверхностями фланцев 2. Фланцы установлены между зубчатым венцом 1 и ступицей 3 с возможностью изменения расстояния междУ ними за счет сменных прокладок 4, которые могут иметь различную толпщну, но при этом сумма их толщин (Ъ + Ъ) и ширина зубчатого венца должна равняться длине штифта 6. Регулирование толщины зубьев инструмента на заданную величину осуществляют за счет перераспределения сменных колец с расчетной толщиной 3 ил. § W ГС 00 со ел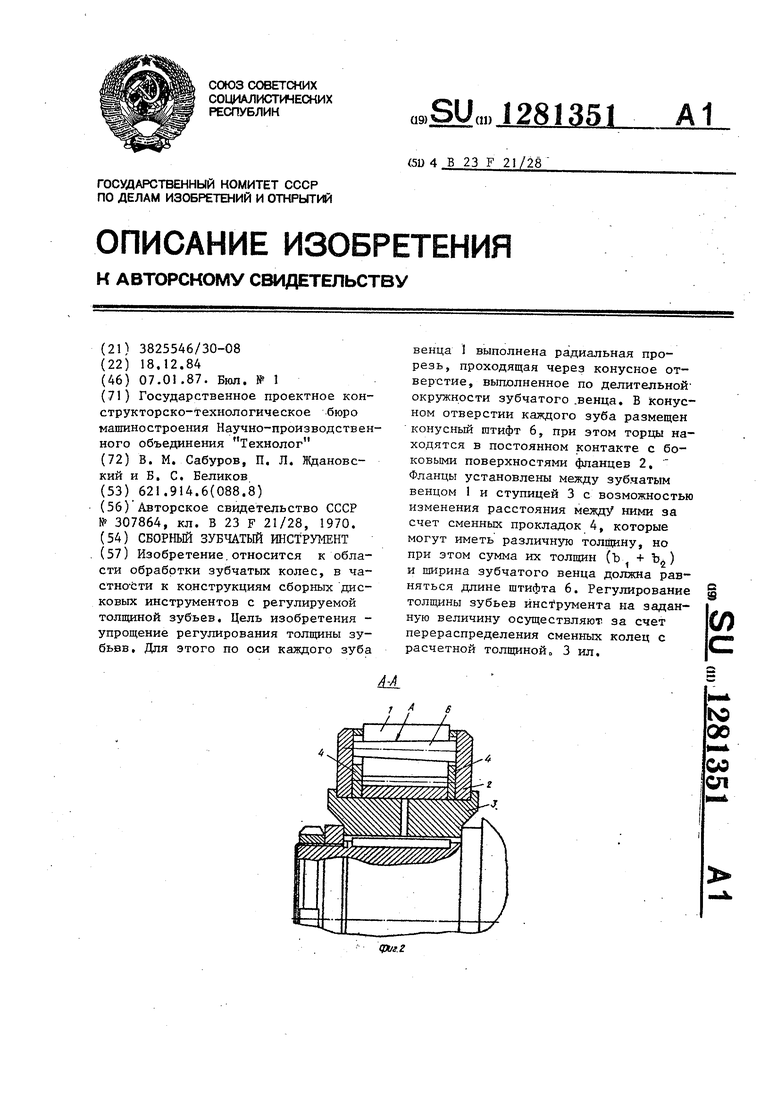
Составитель И, Кузнецова Редактор В, Иванова , Техред Н.Глущенко Корректор М. Пежо
7193/9
Тираж 972Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб„, д. 4/:
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| СБОРНЫЙ ШЕВЕР | 0 |
|
SU307864A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
