Изобретение относится к машиностроению, а именно к чистовой обработке зубчатых колес.
Известна конструкция инструмента предназначенного для хонингования зубчатых колес, выполненная в виле ступицы, соединенной с помощью упругого элемента с зубчатым венцом, у которого выполнены пазы, параллельно его торцам. Возможность перемещения зубчатого венца относительно ступицы и относительного перемещения частей зубчатого венца в окружном направлении позволяет несколько увеличить площадь контакта инструмента с деталью и, следовательно,. увеличить производительность обработки, а также уменьшить потери рабочего слоя и время приработки зубчатого хона lJ ,
Однако потери рабочего слоя и время приработки остаются еще дос:таточно велики, площадь контакта сопрягаемых профилей недостаточна, а также остается необходимость в перемещении инструмента на ширину зубчатого венца обрабатываемого колеса и ограничение угла скрещивания осей и ширины венца инструмента обусловленные размерами поля зацепления .
Цель изобретения - повышение производительности обработки путем увеличения площади контакта сопрягаемых профилей инструмента и обрабатываемых зубьев.
Поставленная цель достигается тем, что в зубчатом инструменте, состоящег.1 из ступицы, соединенной с помощью упругого элемента с зубчатым венцом, разделенным на части, размещенные перпендикулярно оси инструмента, каждая часть зубчатого венца представляет собой диск,установленный с возможностью изменения своего положения относительно оси инструмента и относительно соседнегодиска.
При введении в зацепление с обрабатываемым колесом инструмента,выполненного в виде,например,.абразивного или алмазного зубчатого хона, каждый из зубчатых дисков имеет возможность самоустанавливаться по впадине зуба колеса за счет перемещения друг относительно друга в окружном и радиальном направлении и изменении осей каждого диска относительно оси инструмента. При этом каждый зубчатый диск имеет с обрабатываемым колесом свое поле зацепления и площадь контакта, соответствующую этому полю зацепления. При этом суммарная площадь контакта инструмента с обрабатываемым колесом существенно увеличивается, что повышает производительность обработки Одновременно существенно (до 3-4-ра
снижаются потери рабочего абразивного слоя, что особенно важно при применении дорогостоящих абразивных материалов, например синтетических алмазов. Так, при износе абразивного слоя зубчатого хона, равномерно расположенного на боковых поверхностях его зубьев, значительная его часть (до 20-40% ) остается неиспользованной, при этом потери тем больше , -чем больше ширина зубчатого венца хона, угол скрещивания осей и меньще диаметр обрабатываемых колес При применении предложенной конструции инструмента эти потери резко снижаются, а также становится возможным увеличение ширины зубчатого венца инструмента и угла скрющивания осей детали и хона с целью повышения стойкости и производительности обработки. Одним из преимуществ предложенной конструкции инструмента является возможность уменьшения величины продольного хода инструмента, так как каждый из зубчатых дисков за счет радиального смещения обрабатывает весь активный профиль колеса. Продольное перемещение инструмента достаточно производить на величину ширины одного зубчатого диска. Расстояние между соседними зубчатыми дисками с целью исключения возможности упирания кх друг в друга должно быть не менее произведения радиуса величины диска на тангенс угла поворота его оси относительно оси соседнего диска, а количество дисков в инструмб.нте может быть 2-10 и определяется технологическими соображениями.
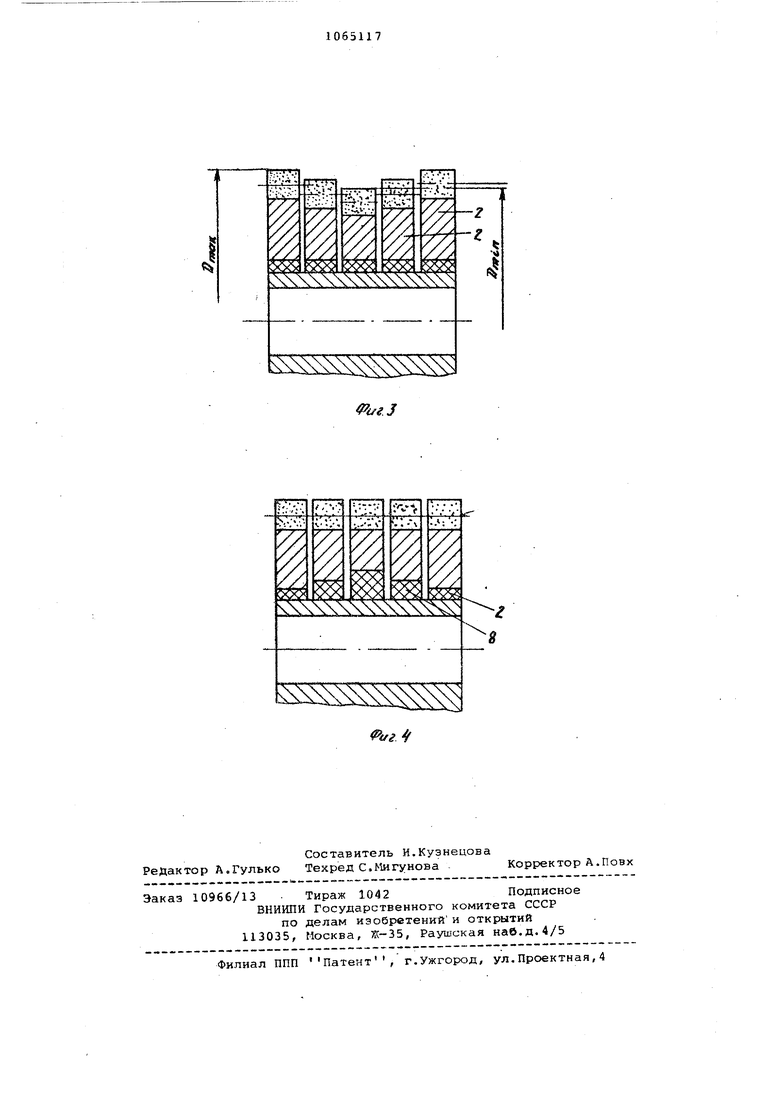
Для более полной обработки всей поверхности зубьев колеса при значительных углах скрещивания осей инструмента и колеса, а также для достижения поставленной цели при меньших деформациях упругих элементов зубчатые диски целесообразно выполнять с разными диаметрами верщин зубьев, увеличивающимися от середины инструмента к его торцам, при этом соотношение этих диаметров должно быть в пределах ° 0,
-1,10. Указанную цель можно также
достигнутьПрименением прокладок различной толщины, увеличивающейся , от торцов инструмента к его середине На фиг. 1 и 2 показаны два возможных конструктивных варианта зубчатого инструмента; на фиг. 3 - зубчатый инструмент с различными диаметрами вершин зубьев его дисков; на фиг. 4 - инструмент с различной толщиной прокладок между ступицей инструмента и зубчатыми дисками.
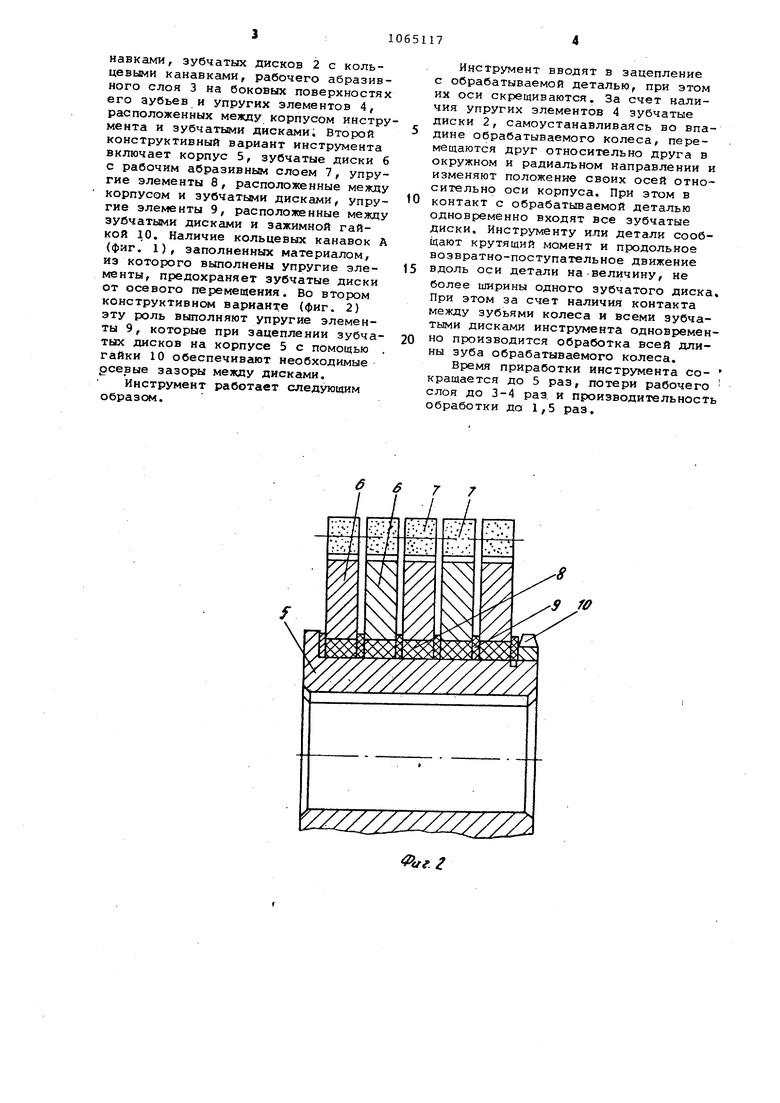
Зубчатый инструмент (фиг. 1) состоит из копуса 1 с кольцевыми канавками, зубчатых дисков 2 с кольцевыми канавкс1ми, рабочего абразивного слоя 3 на боковых поверхностях его аубьев и упругих элементов 4, расположенных между корпусом инструмента и зубчатыми дисками; Второй конструктивный вариант инструмента включает корпус 5, зубчатые диски 6 с рабочим абразивным слоем 7, упругие элементы 8, расположенные между корпусом и зубчатыми дисками, упругие элементы 9, расположенные между зубчатыми дисками и зажимной гайкой 10. Наличие кольцевых канавок А фиг. 1), заполненных материалом, из которого выполнены упругие элементы, предохраняет зубчатые диски от осевого перемещения. Во втором конструктивном варианте (фиг. 2) эту роль выполняют упругие элементы 9 , которые при зацеплении зубчатых дисков на корпусе 5 с помощью , гайки 10 обеспечивают необходимые рсевые зазоры между дисками.
Инструмент работает следующим образом.
Инструмент вводят в зацепление с обрабатываемой деталью, при этом их оси скрещиваются. За счет наличия упругих элементов 4 зубчатые диски 2, самоустанавливаясь во впадине обрабатываемого колеса, перемещаются друг относительно друга в окружном и радиальном направлении и изменяют положение своих осей относительно оси корпуса. При этом в
0 контакт с обрабатываемой деталью одновременно входят все зубчатые диски. Инструменту или детали сообщают крутящий момент и продольное возвратно-поступательное движение
5 вдоль оси детали на-величину, не
более ширины одного зубчатого диска. При этом за счет наличия контакта между зубьями колеса и всеми зубчатыми дисками инструмента одновремен0 но производится обработка всей длины зуба обрабатываемого колеса.
Время приработки инструмента сокращается до 5 раз, потери рабочего слоя до 3-4 раз. и производительность обработки до 1,5 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБЧАТЫЙ ИНСТРУМЕНТ С ОСЦИЛЛЯЦИЕЙ | 2004 |
|
RU2273553C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЬЕВ | 2004 |
|
RU2273550C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОГО ЗУБОХОНИНГОВАНИЯ С ИМПРЕГНАТОРОМ | 2004 |
|
RU2273551C1 |
| ЗУБЧАТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ С ИМПРЕГНАТОРОМ | 2004 |
|
RU2273552C1 |
| ЗУБЧАТЫЙ ИНСТРУМЕНТ ДЛЯ УПРОЧНЕНИЯ | 2011 |
|
RU2470731C2 |
| СПОСОБ УПРОЧНЕНИЯ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2468881C2 |
| УСТРОЙСТВО ДЛЯ ЗУБОШЛИФОХОНИНГОВАНИЯ | 2002 |
|
RU2219019C2 |
| СПОСОБ ЗУБОШЛИФОХОНИНГОВАНИЯ | 2002 |
|
RU2212987C1 |
| ИНСТРУМЕНТ ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ БОЧКООБРАЗНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2428286C1 |
| УПРУГИЙ ИНСТРУМЕНТ ДЛЯ ЗУБОХОНИНГОВАНИЯ | 2004 |
|
RU2265502C1 |
ЗУБЧАТЫЙ ИНСТРУМЕНТ, состоящий из ступицы, соединенной с помощью упругого элемента с зубчатым венцом, разделенным на чати, размешенные перпендикулярно оси инструмента, отличающийс я тем, что, с целью повышения производительности обработки путем увеличения площади контакта сопрягаемых профилей инструмента и обрабатываемых зубьев, каждая часть зубчатого венца представляет собой диск, устанорленный с возможностью изменения своего положения относительно оси инструмента и относительно соседнего дискз. ffi ел -sJ
Z//Z// Z ///2
af
S
Г
агЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
