Изобретение относится к технологии машиностроения, к изготовлению абразивных инструментов и может быть использовано для глубинного периферийного шлифования труднообрабатываемых материалов, предрасположенных к дефектообразованию в виде прижогов и трещин.
Известен сборный шлифовальный круг, на валу которого установлены два наклонных под углом к оси вращения круга, между которыми третий - перпендикулярно оси /1/.
Недостатком известного круга является сложность процесса глубинного шлифования, так как обработку необходимо проводить с большими глубинами резания и заборным конусом. При шлифовании же известным сборным кругом работать и изнашиваться будет впереди идущий круг, уменьшающий при этом виброустойчивость, прочность, которые ведут к снижению размерной и общей стойкости инструмента, качества и производительности обработки.
Известен сборный прерывистый шлифовальный круг, содержащий вал, на котором размещены два крепежных фланца со скошенными торцами и установленные между ними под углом к оси вращения абразивные диски /2/.
Недостатком известного круга является то, что при глубинном шлифовании будет интенсивный износ в виде образования заборных конусов с торцов шлифовальных кругов, который приведет к снижению виброустойчивости, размерной и общей стойкости инструмента, качества и производительности.
Задачей изобретения является повышение стойкости и улучшение эксплуатационных показателей инструмента, а именно виброустойчивости, прочности, позволяющие вести обработку с использованием всей периферийной рабочей части круга с сохранением преимуществ процесса прерывистого шлифования.
Поставленная задача решается с помощью сборного прерывистого шлифовального круга, содержащего вал, на котором размещены два крепежных фланца со скошенными торцами и установленные между ними под углом α к оси вращения абразивные диски, при этом он снабжен двумя дополнительными крепежными фланцами со скошенными торцами, каждый из которых размещен на валу с возможностью контакта с абразивным диском и с одним из крепежных фланцев, кроме того, в качестве дисков использованы закрепленные без осевого зазора отрезные круги, а все крепежные фланцы установлены с возможностью взаимного поворота и предназначены для регулирования угла наклона этих кругов к оси их вращения посредством скошенных торцев, которые выполнены под углом α/2, обеспечивающим при перпендикулярном расположении отрезных кругов возможность осуществления их правки.
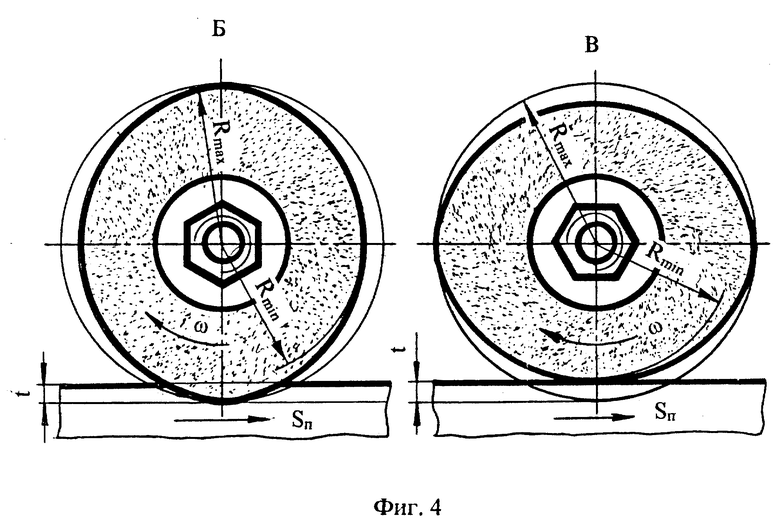
На фиг. 1 схематично изображен сборный шлифовальный круг с установленными перпендикулярно с плоскости вращения дисками, проходящий правку; на фиг. 2 - сборный шлифовальный круг в рабочем положении; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - виды Б и В на фиг. 2 и 3; на фиг. 5 - схема съема припуска, вид Г на фиг. 2.
Предлагаемый сборный шлифовальный круг содержит диски 1 с плоскопараллельными боковыми поверхностями и минимальной высоты, например, отрезные круги.
Диски 1 могут располагаться как параллельно, так и наклонно к плоскости, перпендикулярной к оси вращения, и закреплены на валу 2 посредством крепежных фланцев со скошенными торцами 3 и гаек 4. Плавное регулирование угла α наклона дисков осуществляется с помощью взаимного поворота фланцев 3, у которых скошенные торцы выполнены под углом α/2, причем поворот одного фланца с одного торца на какой-то угол относительно оси должен соответствовать повороту на такой же угол другого фланца с другого торца сборного круга. Угол наклона α сборного шлифовального круга зависит от глубины t шлифования, высоты H0 и диаметра D0 дисков и его выбирают из условия
где H=H0•n - высота сборного круга;
n - количество дисков в сборном круге.
Установка круга под углом α к плоскости вращения изменяет местоположение абразивных зерен периферийной режущей части сборного круга. Часть режущих зерен будет вращаться по дугам окружностей радиусом Rmin, другая Rmax (фиг. 4). Цилиндрические диски 1, установленные под углом α к плоскости вращения, превратились в сборный прерывистый шлифовальный круг с циклически повторяющимися участками с убыванием и возрастанием радиуса профиля.
На каждом циклически повторяющемся участке имеют место два состояния процесса шлифования. На части участка, которая соответствует убыванию радиуса профиля относительно оси вращения и увеличению угла α, съем припуска осуществляется с увеличенной подачей, но при этом плавно уменьшается глубина шлифования и сечение стружки от максимального значения до нуля.
На части участка, которая соответствует возрастанию радиуса профиля инструмента относительно оси вращения и уменьшению α, съем припуска осуществляется с уменьшенной подачей, но при этом плавно увеличивается глубина шлифования и сечение стружки от нуля до максимального значения (фиг. 5).
Помимо этого можно отметить, что часть участка сборного круга, которая соответствует убыванию и возрастанию радиуса профиля относительно оси вращения, работает как заборный конус, так необходимый при глубинном шлифовании, а две выступающие части Rmax - как калибрующие.
Плавный переход впадин в выступы, т.е. перемещение в радиальном направлении режущей части инструмента с одновременным перемещением зоны резания в осевом направлении, позволяет снизить теплонапряженность в зоне обработки и дает возможность вести процесс шлифования на более интенсивных режимах резания, которые свойственны глубинному шлифованию.
Предлагаемый сборный шлифовальный круг позволяет использовать достоинства прерывистого шлифования при обдирочном и глубинном шлифовании, при этом увеличивается прочность, виброустойчивость и площадь рабочей поверхности инструмента, качество и производительность обработки.
Конструкция сборного прерывистого шлифовального круга обеспечивает большую толщину и меньшую ширину среза, приходящуюся на каждый отдельный диск составного круга, т.е. воспроизводится последовательная генераторная схема резания. Каждый отдельный диск на участках возрастания или убывания радиуса профиля снимает припуск как торцовой поверхностью, так и периферией - в виде узких слоев (фиг. 5).
Чтобы поддерживать на участках убывания и возрастания режущую поверхность в виде зубчатой, как наиболее эффективную при глубинном шлифовании, правку правящим инструментом, например алмазным карандашом 5 (фиг. 1), необходимо производить при нулевом угле наклона сборного круга.
Установка дисков под углом к оси вращения увеличивает количество абразивных зерен, участвующих в резании, и позволяет использовать повышенные режимы обработки, при этом процесс шлифования сопровождается меньшей тепловой напряженность по сравнению с обычным шлифованием.
Источники информации
1. А.с. СССР N 1194662, кл. B 24 D 5/00, 1985.
2. А.с. СССР N 689823, кл. B 24 D 5/00, 1979 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2001 |
|
RU2205743C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2123925C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПРЕРЫВИСТОГО ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2205101C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2205744C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2001 |
|
RU2205100C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПРЕРЫВИСТОГО ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2137592C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2001 |
|
RU2185269C1 |
| ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2192344C1 |
| СПОСОБ ВИБРОУСТОЙЧИВОГО ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2000 |
|
RU2177395C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2001 |
|
RU2188114C1 |



Изобретение относится к области изготовления абразивных инструментов и может быть использовано для глубинного периферийного шлифования труднообрабатываемых материалов. Шлифовальный круг содержит вал, на котором размещены два крепежных фланца со скошенными торцами и установленные между ними под углом α к оси вращения абразивные диски. При этом круг также снабжен двумя дополнительными крепежными фланцами со скошенными торцами, каждый из которых размещен на валу с возможностью контакта с абразивным диском и с одним из крепежных фланцев. В качестве абразивных дисков использованы закрепленные без осевого зазора отрезные круги, а все крепежные фланцы установлены с возможностью взаимного поворота и предназначены для регулирования угла наклона этих кругов к оси их вращения посредством скошенных торцов, которые выполнены под углом α/2, обеспечивающим при перпендикулярном расположении отрезных кругов возможность осуществления их правки. В результате повышается стойкость и улучшаются эксплуатационные показатели инструмента. 5 ил.
Сборный прерывистый шлифовальный круг, содержащий вал, на котором размещены два крепежных фланца со скошенными торцами и установленные между ними под углом α к оси вращения абразивные диски, отличающийся тем, что он снабжен двумя дополнительными крепежными фланцами со скошенными торцами, каждый из которых размещен на валу с возможностью контакта с абразивным диском и с одним из крепежных фланцев, при этом в качестве абразивных дисков использованы закрепленные без осевого зазора отрезные круги, а все крепежные фланцы установлены с возможностью взаимного поворота и предназначены для регулирования угла наклона этих кругов к оси их вращения посредством скошенных торцов, которые выполнены под углом α/2, обеспечивающим при перпендикулярном расположении отрезных кругов возможность осуществления их правки.
| Шпиндельная головка | 1976 |
|
SU686823A1 |
| Сборный шлифовальный круг | 1984 |
|
SU1194662A2 |
| Шлифовальный круг | 1981 |
|
SU1450991A1 |
| Абразивный инструмент | 1988 |
|
SU1511100A1 |
| RU 2069483 C1, 20.11.96 | |||
| US 1976233 A, 28.10.29 | |||
| US 4188755 A, 19.02.80. | |||
