Изобретение относится к измерительной технике и может быть использовано для исследования процесса протягивания отверстий в изделиях.
Цель изобретения - расширение технологических возможностей способа путем определения длины волны при режущем протягивании и повышение точности.
На чертеже показана схема реализации способа.
Схема содержит изделие 1, обрабатываемое режущ-им протягиванием, режущий инструмент 2, цилиндрический элемент 3 с абразивной меткой, оправку 4, абразивную метку 5, выполненную в виде эллипса, след 6 от абразивной метки, оставленный после протягивания на обработанной поверхности изделия, пружину 7, участок 8 эллипса, ос- тавивщий след на обработанной поверхности изделия.
Способ осуществляют следующим образом.
На оправке 4 устанавливают инструмент
2для режущего протягивания. Сооспо с инструментом 2 устанавливают цилиндрический элемент 3, боковая поверхность которого контактирует с поверхностью изделия 1. На боковой поверхности цилиндрического элемента 3 нанесена абразивная метка 5, выполненная в виде эллипса. Боль- щая ось эллипса соединяет диаметрально противоположные образующие обработанной поверхности изделия 1 и проходит через линию пересечения боковой и торцовой поверхности, контактирующей с инструментом, и через точку вне зоны внеконтактной деформации.
Абразивная метка 5 выполнена из абра- зивосодержащего материала, нанесенного в предварительно выполненную на цилиндрическом элементе 3 канавку. Зерна абразива находятся на уровне микронеровностей. Абразивосодержащий материал может быть выполнен, например, из смеси клея типа БФ и алмазного порощка.
Цилиндрический элемент 3 выполняют упругим в радиальном направлении. Режущий инструмент 2 с цилиндрическим элементом 3 фиксируют в окружном направлении относительно обрабатываемого изделия 1, например, путем нанесения соответствующих меток, и производят режущее протягивание. В процессе протягивания на участке установившегося движения боковая поверхность цилиндрического элемента
3контактирует с поверхностью отверстия изделия 1 за пределами волны внеконтактной деформации и на поверхности отверстия изделия 1 появляется след 6 от абразивной метки. Определив ширину В полосы и используя метки, фиксирующие взаимное расположение обрабатываемого изделия 1
и инструмента, находят участок 8 эллипса, оставивщий первый след на обработанной поверхности изделия. Длину волны внеконтактной деформации определяют как расстояние между рабочей кромкой инструмента и участком эллипса, оставивщим .первый след на обработанной поверхности изделия 1.
В процессе протягивания в зависимости от различных технологических факторов
диаметр отверстия изменяется. Для устранения возникающей при этом погрещности определения длины волны внеконтактной деформации упругий цилиндрический элемент 3 изменяет свой наружный диаметр
за счет, например, пружин 7 и его диаметр соответствует диаметру и форме обрабатываемого отверстия в поперечном направлении.
Кроме того, для повыщения точности определения границы между внеконтактной
и контактной зонами, а также исключения влияния возможных перекосов при протягивании на измеренное значение длины волны внеконтактной деформации наносят абразивную метку по двум эллипсам, больщие
и малые оси которых смещены одна относительно другой. В результате этого окончание волны внеконтактной деформации определяется двумя полосамп, являющимися следами от двух абразивных меток, выполненных в виде эллипса.
Формула изобретения
Способ определения длины волны вне- контактной деформации при протягивании отверстий в изделии, заключающийся в то.м,
что соосно с инструментом устанавливают цилиндрический элемент, боковая поверхность которого контактирует с поверхностью отверстия изделия, на одну из контактирующих поверхностей наносят абразивную метку, производят протягивание отверстия и определяют длину волны внеконтактной деформации, учитывая положение следа от абразивной метки до рабочей кромки инструмента, отличающийся тем, что, с целью расширения технологических возможностей
способа путем определения длины волны при режущем протягивании и повышения точности, цилиндрический элемент выполняют упругим в радиальном направлении, на его боковой поверхности наносят абразивную метку в виде эллипса, перед протягиванием фиксируют положение изделия относительно цилиндрического элемента, а за длину волны внеконтактной деформации принимают расстояние между рабочей кромкой инструмента и участком эллипса, оставивтем первый след на обработанной поверхности изделия.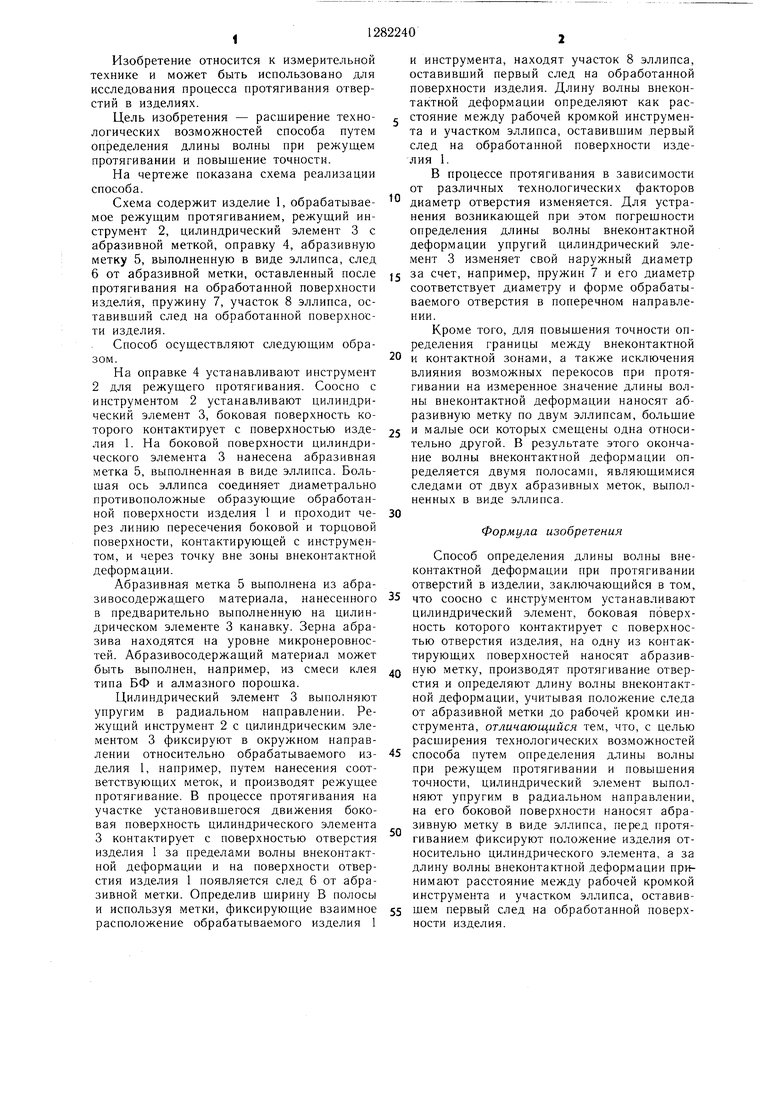
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ протягивания глубоких отверстий | 1988 |
|
SU1532278A1 |
| Устройство для определения размеров волны внеконтактной деформации при деформирующем протягивании отверстий | 1988 |
|
SU1579667A2 |
| Деформирующая протяжка | 1978 |
|
SU673392A1 |
| Способ деформирующего протягивания | 1988 |
|
SU1539050A1 |
| Кольцо для протяжек | 1979 |
|
SU810404A2 |
| Устройство для определения размеров волны внеконтактной деформации | 1987 |
|
SU1502234A1 |
| Способ протягивания глубоких отверстий | 1984 |
|
SU1199492A1 |
| СБОРНАЯ СЕКЦИОННАЯ ПРОТЯЖКА ДЛЯ ОБТОЧКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КОЛЕНЧАТЫХ ВАЛОВ | 2008 |
|
RU2380201C2 |
| Сборная деформирующая протяжка | 1979 |
|
SU770688A1 |
| Способ определения длины волны внеконтактной деформации | 1981 |
|
SU963738A1 |
Способ определения длины волны вне- контактной деформации относится к области измерительной техники. Целью изобретения является расширение технологических возможностей способа путем определения длины волны при режущем протягивании и повышение точности. Способ осуш,ествля- ется следующим образом. Соосно с инструментом устанавливают цилиндрический элемент, на боковой поверхности которого нанесена абразивная метка в виде эллипса. Затем фиксируют положение изделия относительно цилиндрического элемента. Цилиндрический элемент выполнен упругим в радиальном направлении и производят режущее протягивание, при этом боковая поверхность цилиндрического элемента контактирует с поверхностью изделия за пределами волны внеконтактной деформации, и на внутренней поверхности изделия появляется след от абразивной метки. Длину волны внеконтактной деформации определяют, измеряя расстояние между рабочей кромкой инструмента и участком эллипса, оставившим первый след на обработанной поверхности изделия. 1 ил. с $ (Л to 00 1С to 
| Делитель частоты следования импульсов | 1981 |
|
SU953738A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
