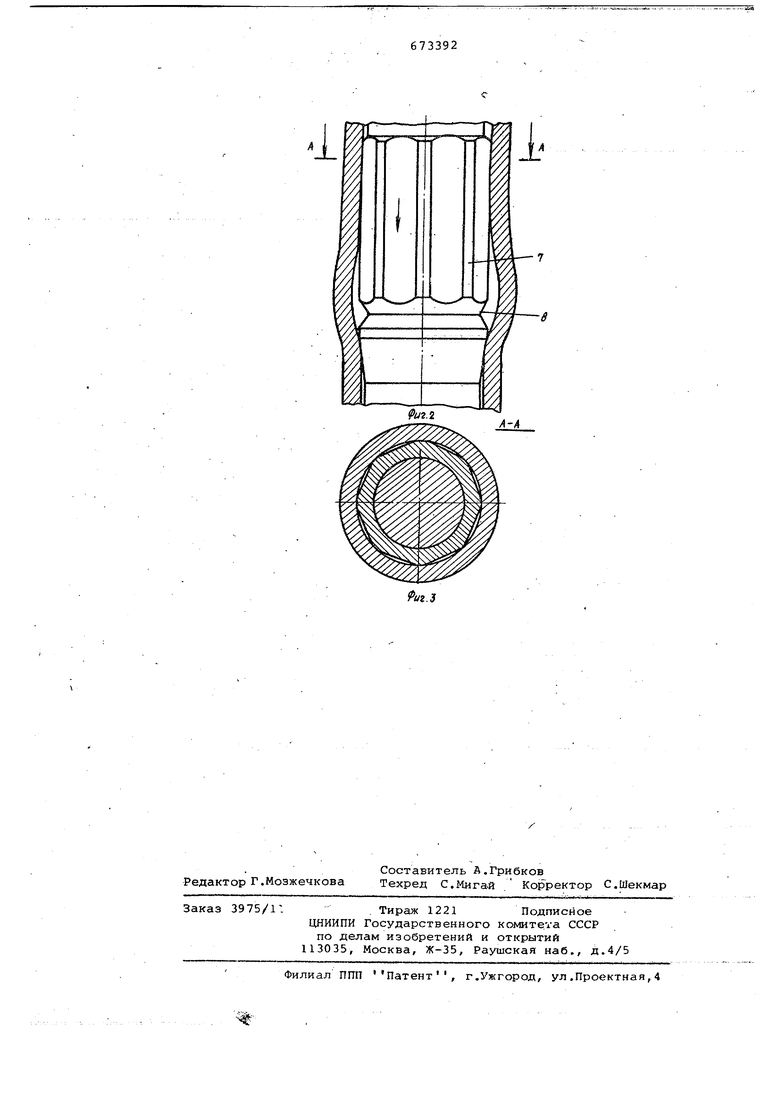
Изобретение относится к металлообработке и может быть использовано при обработке деталей типа втулок. Известна деформирующая протяжка, содержащая оправку с передней направ ляющей, деформирующие элементы с конической к цилиндрической частями и задний хвостовик 1. Целью изобретения является повышение точности обработки отверстия. Это достигается тем, что цилиндри ческая часть Последнего деформирующе го элемента имеет длину больше длины волны внеконтактной деформации и Меньше длины обрабатываемой детали. Такое выполнение протяжки повышае точность обработки отверстий за счет уменьшения искривления оси обрабатываемого отверстия. ,На фиг.1 представлена предлагаема протяжка, общий вид; на фиг.2 - последний деформирующий элемент; на фиг.З - сечение А-А на фиг.2. Протяжка состоит из оправки с передней направляющей , деформирующего элемента 2 с конической 3 и цилиндрической 4 частями и заднего хвостовика . Оправка может быть выполнена с несколькими деформирующими элементами 2. Цилиндрическая часть 4 последнего деформирующего элемента 2 имеет длину I, большую величины длины волны внеконтактной деформации и меньшую длины обрабатываемой детали 6. Длина I определяется следующей зависимостью: 7,86-0,04a+0,08d+0,64t+0,04ad+ +0,33at+0,014dt, где d - диаметр обрабатываемого отверстия детали 6; а - натяг на деформирующий элемент ; t - толщина стенки детали. Цилиндрическая часть 4 деформирующего элемента 2 может быть выполнена составной (из одного или из разных, материалов), причем расстояние 1f от линии перехода конуса 3 в цилиндр 4 до плоскости разъема соответствует зависимости 2,,3. Конструктивно составную цилиндрическую часть 4 деформирующего элемента 2 можно выполнять в виде направляющей заднего хвостовика .5. При использовании деформирующей протяжки в качестве черновой (с последующей чистовой обработкойX, а также при невысоких требованиях к i шероховатости обработанной поверхности, цилиндрическая часть 4 последнего дефоридарующего элемента 2 может
состоять из набора колец одного .диаметра, т.е. нметь несколько плоскостей разъема Для уменьшения силы трения заднкяо после ра;зъема цилиндi H4ecKyKx часть 4 можно выполнять с прерывистой наружной поверхностью 7 и с полостью 8 для смазки в зоне разъема (см.фиг.2). Протяжка эффективна при применении натягов, не, приводящих к раэвивке отверстия. Деформирующий элемент 2 с удлиненной цилиндрической частью 4 может быть использован в комбинированной протяжке. При этом он должен быть последни в части протяжки, осуществляющей 9095% всей деформации(черновой части), а калибрующая часть, расположенная за ним, должна.иметь длину, равную или больше этого деформирующего элемента (на фигурах не показано).
Работает протяжка следующим образом.
Обрабатываемая деталь б контактирует с деформирующим элементом 2 по рабочему конусу 3 и цилиндрической: части 4. На участке между контактами материал детали б образует упругопластическую волну. Длина этой волны внеконтактной деформгщии .
При протягивании с большими натягми тонкостенных деталей б в зоне контакта по рабочему конусу 3 образуетепластический шарнир, поэтому при на личии разностенности свободный конец детали б отклоняется в направлении от большого сечения стенки. Для того чтобы искривления не происходило,, цилиндрическая части 4 деформирующе673392
го элемента 2 должна иметь длину равную f+0,5d, что соответствует примерно l,25-l,5d. В этом случае процесс деформации заканчивается, охватывая цилиндрическую часть 4 деформирующего элемента 2, получая ее направление и 5 формируя окончательно размеры детали б. Зона деформации оказывается ограниченной контактами с жёстким инструментом, поэтому увеличение длины нецелесообразно, так как это увеличивает силу протягивания, уменьшает производительность обработки,увеличивает затраты на инструмент, не повышая дополнительно точность обработки. Таким образом, затраты твердого
5 сплава, из которого главным образом изготовляют деформирующие элементы 2, могут быть уменьшены, а точность обработки увеличена.
Формула изобретения
Дeфopмиps oщaя протяжка, содержащая оправку с передней направляющей, деформирующие элементы с конической 5 и цилиндрической частями Изадний хвостовик, отличающаяся тем, что, с целью повышения точности обработки отверстия, цилиндрическая часть последнего деформирующего элемента имеет длину/больше длины волны внеконтактной деформации и меньше длины обрабатываемой детали.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельств СССР № 372041, кл. В 23 D 43/02, 1971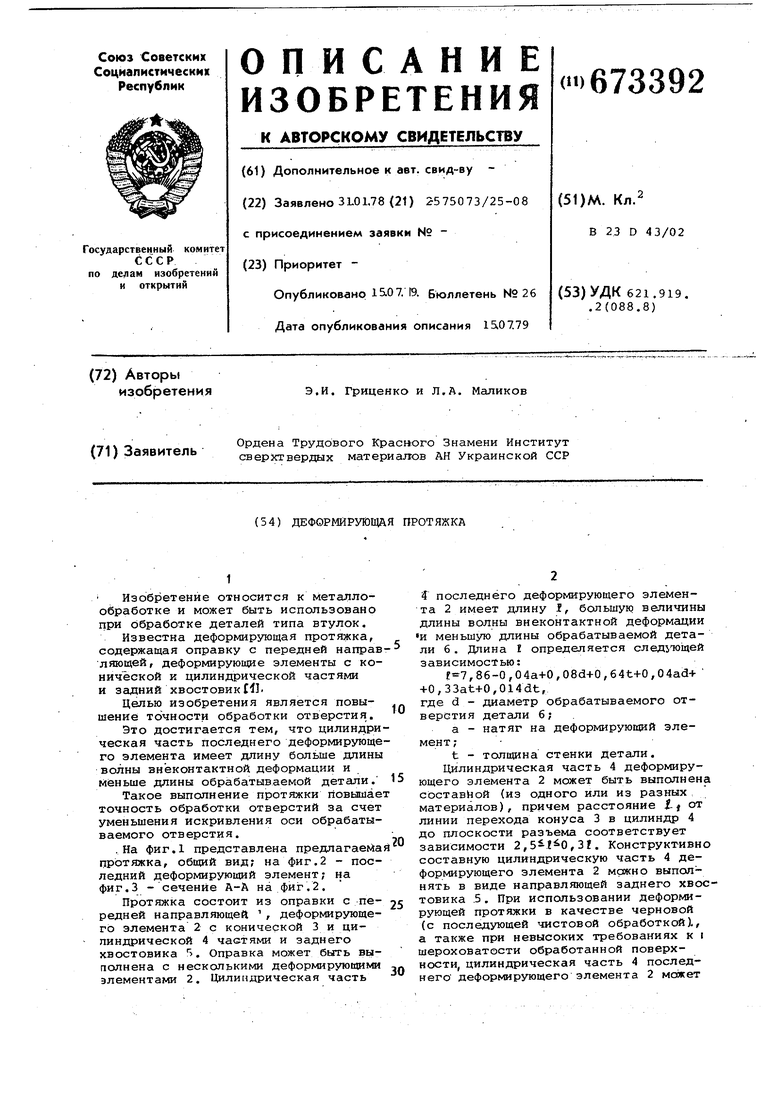
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборная деформирующая протяжка | 1979 |
|
SU770688A1 |
| Способ деформирующего протягивания | 1988 |
|
SU1539050A1 |
| Способ протягивания глубоких отверстий | 1988 |
|
SU1532278A1 |
| Сборная деформирующая протяжка | 1979 |
|
SU772758A1 |
| Устройство для определения размеров волны внеконтактной деформации при деформирующем протягивании отверстий | 1988 |
|
SU1579667A2 |
| Устройство для определения размеров волны внеконтактной деформации | 1987 |
|
SU1502234A1 |
| ДИСТАНЦИОННАЯ ВТУЛКА | 1973 |
|
SU366038A1 |
| Способ протягивания глубоких отверстий | 1984 |
|
SU1199492A1 |
| Протяжка | 1977 |
|
SU691257A1 |
| Устройство для протягивания отверстий (его варианты) | 1984 |
|
SU1235706A1 |