более , где /i - расстояние до максимума волны внеконтактной деформации, образованной в стенке изделия при деформировании ее участком заборного конуса 3, примыкающего к дополнительной ленточке 4. Увеличивать количество ленточек больше двух не целесообразно, так как при этом затруднена подача смазки в зону деформирования, что может привести к такому отрицательному эффекту, как схватывание контактирующих поверхностей инструмента и изделия.
0 „-0„„ Отношение
составляет
„
0,0037-0,008; а ширина дополнительной цилиндрической ленточки
Работает инструмент следующим образом.
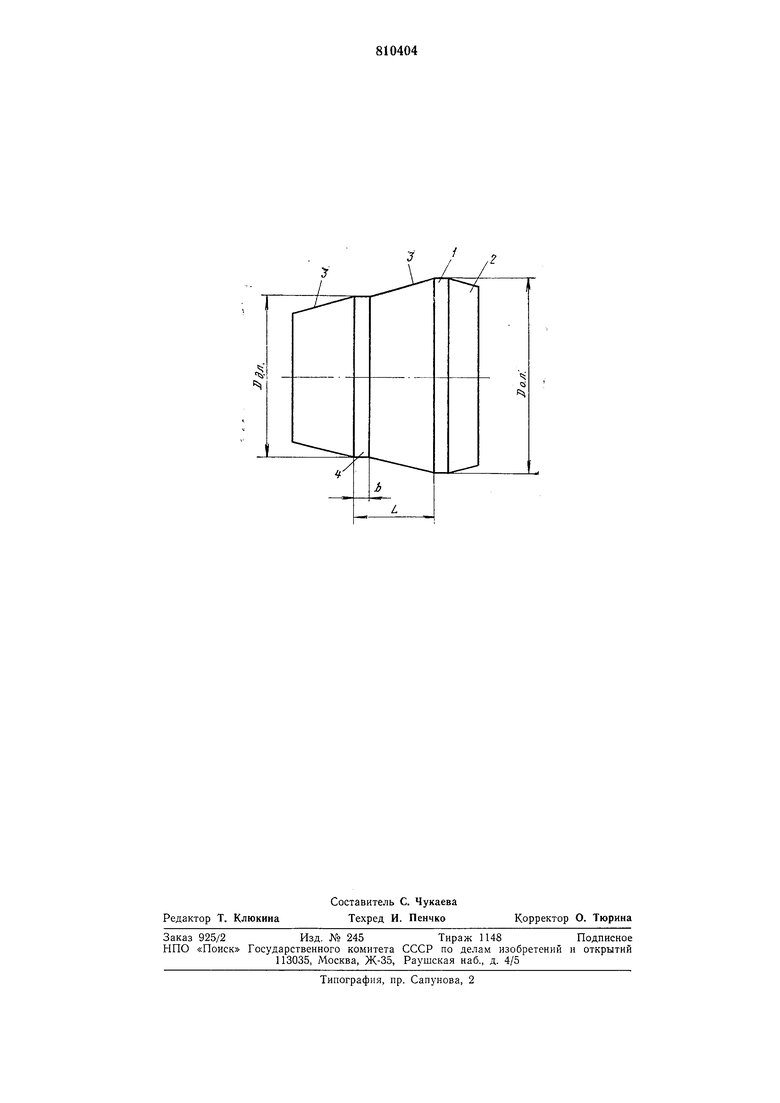
При заходе конуса 3 в отверстие изделия начинается деформирование изделия. После того, как инструмент полностью входит в отверстие, основная ленточка 1 занимает определенное зависимостями положение в зоне волны внеконтактной деформации от вспомогательной ленточки 4. При этом происходит взаимовлияние двух зон очага деформации, приводящее к значительному уменьшению фактической ширины контакта инструмента с изделием в этих зонах. Вследствие этого деформирование происходит при очень высоких контактных давлениях, значение которых выше твердости материала по Бринелю. При таких высоких контактных давлениях в зоне контакта образовывается валик пластически деформированного металла, который увеличивает фактическую ширину контакта, и дальнейший рост контактных давлений не происходит, т. е. для каждого определенного металла существуют максимальные контактные давления, выше которых на данном материале достичь нельзя даже уменьшением натяга. Это имеет место именно при
таком сочетании шага между ленточками и соотношении разности диаметров основной и дополнительной ленточек к диаметру основной ленточки, которые приведены в формуле. Деформирование с такими высокими контактными давлениями приводят к значительному упрочнению обрабатываемого металла, существенному снижению шероховатости поверхности, что повышает ее износостойкость. Причем протягиванием даже одного инструмента предложенной конструкции можно достичь низкой шероховатости обработанной поверхности.
Формула изобретения
Кольцо для протял ек по авт. св. № 301235, отличающееся тем, что, с целью повышения качества, на заходной части выполнен вспомогательный участок в виде дополнительной цилиндрической ленточки, удаленной от ленточки рабочей части на расстояние, равное
, + /o,
где
0,478 (D.-d,) (НВ)-.2- расстояние до максимума волны внеконтактной деформации;
-Од. л.-диаметр дополнительной ленточки;do - внутренний диаметр изделия до
деформирования;
t - толщина стенки изделия до деформирования;
ПВ-твердость по Бринелю материала изделия;
/ о.л.-Рд.л.
- 2tg2
а - угол наклона образующей рабочего конуса.
/ Г
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборная деформирующая протяжка | 1979 |
|
SU770688A1 |
| Способ протягивания глубоких отверстий | 1988 |
|
SU1532278A1 |
| Зубчатая передача смешанного зацепления силового редуктора | 2022 |
|
RU2793981C1 |
| Способ деформирующего протягивания | 1988 |
|
SU1523318A1 |
| Способ обработки цилиндрических полых деталей | 1984 |
|
SU1294509A1 |
| Инструмент для дорнования отверстий | 1990 |
|
SU1766644A1 |
| Способ раздачи труб | 1975 |
|
SU528137A1 |
| Приспособление для запрессовки деталей типа вал-втулка | 1976 |
|
SU603554A1 |
| Сборная деформирующая протяжка | 1986 |
|
SU1324831A1 |
| Устройство для калибрования отверстий поверхностным пластическим деформированием с наложением ультразвуковых колебаний на деталь | 2023 |
|
RU2817100C1 |