(54) СПОСОБ ОПРЕДЕЛЕНИЯ ДЛИНЫ ВОЛНЫ ВНЕКОНТАКТНОЙ ДЕФОРМАЦИИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения размеров волны внеконтактной деформации | 1987 |
|
SU1502234A1 |
| Устройство для определения размеров волны внеконтактной деформации при деформирующем протягивании отверстий | 1988 |
|
SU1579667A2 |
| Способ протягивания глубоких отверстий | 1988 |
|
SU1532278A1 |
| Способ деформирующего протягивания | 1988 |
|
SU1523318A1 |
| Способ определения длины волны внеконтактной деформации при протягивании отверстий в изделии | 1985 |
|
SU1282240A1 |
| Способ обработки осесимметричных деталей | 1987 |
|
SU1447649A1 |
| Способ раздачи труб | 1975 |
|
SU528137A1 |
| Способ деформирующего протягивания | 1988 |
|
SU1539050A1 |
| Деформирующая протяжка | 1978 |
|
SU673392A1 |
| Сборная деформирующая протяжка | 1979 |
|
SU770688A1 |
Изобретение относится к обработке металлов давлением, в частности, ч к исследованию процесса деформирующего протягивания отверстий детсшей и может быть внедрено в научно-исследовательских проектно-технологических институтах, а также на маишностроительных предприятиях страны.
При обработке деталей с конечной толпданой станки деформирующим протягиванием за движущимся дефс5рмирую1аим элементом образуется волна внеконтактной деформации, знание параметров которой может быть использовано для оптимизации процесса деформирующего . протягивания. Наиболее существенным параметром является длина волны внеконтактной деформации.
Известен способ определения длины волны внеконтактной деформации при деформирующем протягивании, по которому производят относительное , . осевое перемещение деформирующего элемента и обрабатываемой детали и определяют длину волны внеконтактной деформации посредством мерительного элемента 1.
Недостатком этого способа является сложность процесса измерения длины волны внеконтактной деформации.
требующего специального тенэометрического оборудования, а также пони- женная точность измерения, обусловленная влиянием на погрешность измерения длины волны внеконтактной деформации погрешностей измерения ра-. диальной деформации, расстояние от ленточки на деформирующем элементе до сечения, в котором производится
10 измерение радиальной деформации, а также погрешности, связанные с допущениями, принятыми при переходе от тарировки устройства к его реальной эксплуатации.
15
Целью изобретения является упрсмцение процесса измерения и повклиение точности.
Поставленная цель достигается тем, что по способу, по которому произво20дят относительное осевое перемещение деформирующего элемента и обрабатываемой детали и определяют длину волны внеконтактной деформации посредством мерительного элементапредва25рительно на внутреннюю поверхность обрабатываемой детали на расстоянии от торца, превьииающем диаметр обрабатываемого отверстия, наносят пятно абразивосрдержащего материала,
30 мерительн Ый ; элемент устанавливают- за деформирующим элементом и перемешают, оба в зоне волны внеконтактной деформации. При этом за длину волны принимают расстояние от начала калибрующей ленточки на деформирующем элементе до начала следа, оставленного на поверхности меритель ного элемента абразивосодержащим материалом, причем диаметр мерительного элемента выбирают равным диаметру обрабатываемого отверстия.
Повышение точности измерений длины волны внеконтактной деформации и упрощение процесса ее измерения обуславливается исключением из системы тензометрических, механических и других преобразований, вследст)зие чего исключаются погрешности, связанные с преобразованием механических величин в электрические и обратно. Точность измерения длины волны внеконтактной деформации в наьчем случае определяется точностью используемых для измерения измерительных линейных приборов.
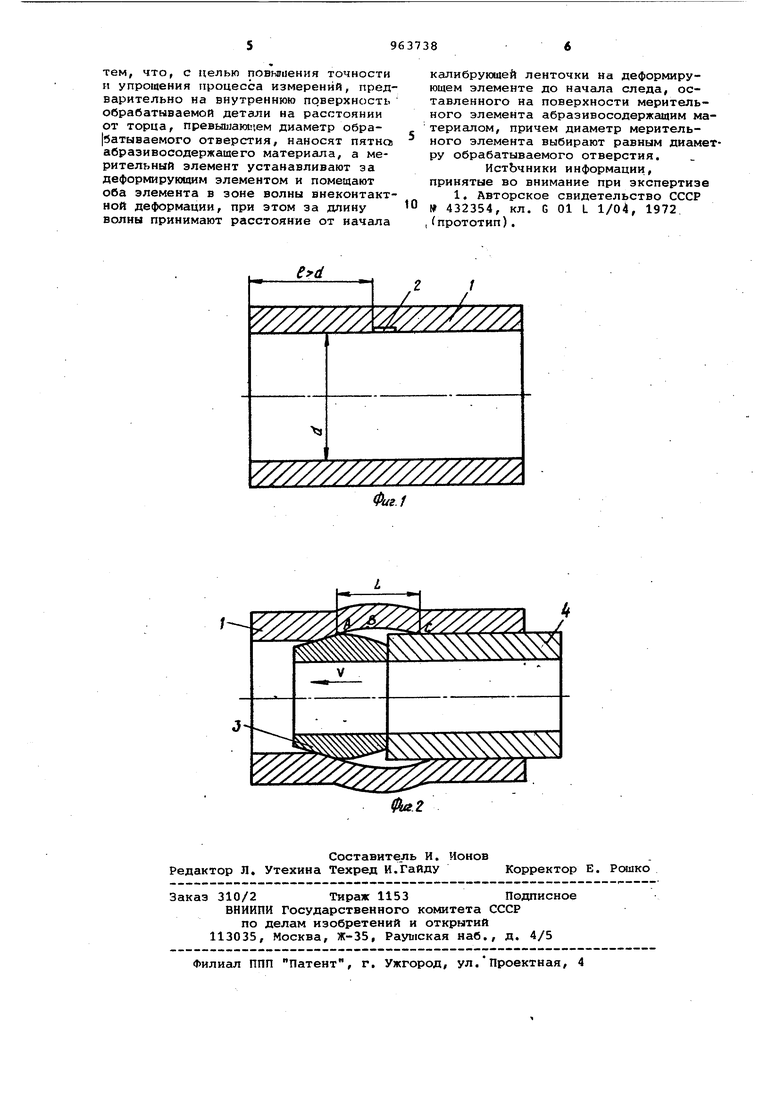
На фиг-, 1 изображена обрабатываемая деталь 1 с нанесенным на ее внутренней поверхности на расстоянии от торца I, превышающем диаметр обрабатываемого отверстия oi, абразивосодержащим пятном 2; на фиг. 2 показана кинематика способа.
Сущность способа заключается в том, что деформирующий элемент 3 совершает осевое перемещение со скоростью V относительно обрабатываемой детсши. При этом за деформирующим элементом образуется волна внеконтактной деформации ABC, для измерения дли. ны которой за деформирующим элементом 3 одновременно с ним со скоростью V относительно обрабатываемой детали осуществляется осевое перемещение втулки 4, диаметр которой равен диаметру обработа,нного отверстия по верхнему полю допуска.
При попадании абразивосодержащего пятна, нанесенного на внутреннюю поверхность обрабатываемой детали, в зону волны внеконтактной деформации ABC оно будет перемещаться относительно деформирующего элемента и втулки по траектории, соответствующей форме волны внеконтактной деформации ABC и при достижении абразивосодержащим пятном точки С, находящейся в сечении, в котором диаметр отверстия равен диаметру обработанного отверстия, отдельные зерна абразива начнут контактировать с втулкой, оставив при этом на ней продольный след.
Роль втулки заключается в регистрации на ней абразивосодержащим пятном, предварительно нанесенным на внутреннюю поверхность обрабатываемой детали 1, конца волны внеконтактной деформации, т.е. точки, за
которой диаметральный размер отвер;стия остается постоянным и равным i конечному диаметру обработанного отверстия.
Длина волны внеконтактной деформации L равна расстоянию от начала ленточки на перфорирующем эл ементе (точка А) до начала следа, оставленного отдельными зернами абразива на втулке (точка С).
Q Например, при определении длины волны внеконтактной деформации при деформирующем протягивании втулок из стали 10 внутреннего диаметра 45 1M, толщиной стенки 6 мм, длиной
При этом точность-определения длины волны внеконтактной деформации, измеренной на БИМ-1 составляла 0,01 л«М,
Данный способ определения длины волны внеконтактной деформации позволил разработать прогрессивные конструкции сборных деформирующих протяжек, которые позволяют управлять пластической зоной, воздействуя на волну внеконтактной деформации, тем самым повышая точность и качество
0 обработанных деталей.
Ожидаемый экономический эффект от внедрения способа составит 5060 руб на 1000 обработанных деталей.
Формула изобретения
Способ определения длины волны внеконтактной дефо рмации при деформирующем протягивании отверстий, по
которому производят относительное осевое перемещение деформирующего
,элемента и обрабатываемой детали и определяют длину волны внеконтактной деформации посредством мерительного
элемента, отличающийся
«
тем, что, с целью повыиения точности и упрощения процесса измерений, предварительно на внутреннюю поверхность обрабатываемой детали на расстоянии от торца, превыыаюичем диаметр обраратываемого отверстия, наносят пятна абразивосодержащего материала, а мерительный элемент устанавливают за деформирующим элементом и помещают оба элемента в зоне волны внеконтактной деформации, при этом за длину волны принимают расстояние от начала
калибругацей ленточки на деформирующем элементе до начала следа, оставленного на поверхности мерительного элемента абразивосодержаадим материалом, причем диаметр мерительного элемента выбирают равным диаметру обрабатываемого отверстия.
ИстЬчники информации, принятые во внимание при экспертизе
