Изобретение относится к технологическому оборудованию для изготовления витых магнитопроводов электрических машин и может быть использовано в электромашиностроении,
Цель изобретения - повышение про- из в одительнос ти,
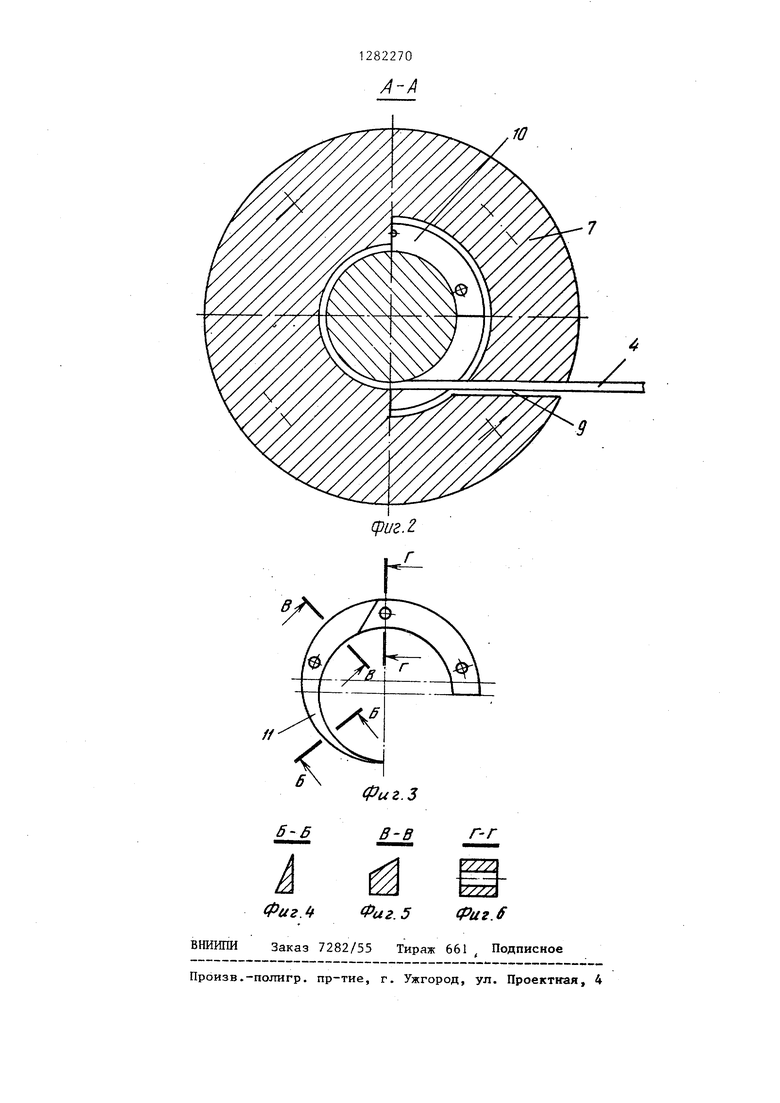
На фиг.1 изображено устройство общий вид,- на фиг.2 - разрез на фиг.1; на фиг.З - формообразующий элемент в плане; на фиг,4 - разрез Б-Б на фиг.З; на фиг.5 - разрез В-В на фиг.З; на фиг.6 разрез Г-Г на фиг.3.
Устройство для навивки ленты в спираль на ребро содержит вал t,, установленный в шпинделе 2 привода.
Вал 1 имеет канавку 3 для закрепления ленты 4, другой конец которого
ленты 4 к торцу вала 1. Ленту 4 вручную заправляют в канавку 3 вала 1, конед ее зажимают планкой 13. 3атем лгенту 4 вручную изгибают на длину,
5 равную половине длины окружности. Внутренняя поверхность ограничительной шайбы 7 эквидистантна наружной рабочей поверхности формообразующего элемента 10.
0 После этого направляющую втулку 6 с закрепленными на ней ограничительной шайбой 7, кольдом 8 и формообразующим элементом 10 подводят вплотную к торцу вала 1 таким образом,, чтобы
5 лента 4 вошла в канавку 9 и полость ме)вду рабочими поверхностями ограничительной шайбы 7 и формообразующего элемента.
Вал 1 приводится во вращение посвыполнен опирающимся на подшипники 5 -20 редством шпинделя 2 привода, лента 4 с кольжения. На вал 1 свободно наса- подается в канавку 9 параллельно оси жена направляющая втулка 6, на кото-. вала 1 и, перемещаясь по рабочей порой жестко закреплены ограничительная верхности 11 формообразующего элемен- шайба 7 и кольцо 8 для калибровки на- . та 10, постепенно поворачивается в ружного диаметра ленточной спирали. плоскость, перпендикулярную оси вала
Is и навивается на ребро.
Непрерывный процесс павизки ленты
3 спираль на ребро продолжается до
ее окончания.
Ограничительная шайба 7 снабжена канавкой 9, высота которой равна толщине ленты 4, Внутри ограничительной
э/ .шайбы 7 с радиальным зазороМ;, меньшггм
чем толщина ленты 4, закреплен формообразующий элемент 10, рабочая поверхность 11 которого в зоне ввода ленты 4 в устройство параллельна оси приводного вала 1, а к зоне выхода
. спирали переходит в плоскость, перпендикулярную оси вала 1., при этом внутренний диаметр ограничительной гаайбы 7 эквивалентен наружному профилю рабочей- поверхности формообразу ющего элемента 10.
Формула изобре
е и и я
Устройство для навивки ленты в спираль на ребро, содержащее вал и 35 ограничительную гиайбу, вн;. три которой установлен формообразуюцрй элемент, отличающееся тем, что, с
целью повышения производите.пьности, рабочая поверхность формообразующего
40 элемента выполнена так, что в зоне ввода ленты ее плоскость параллельна оси веша, а к зоне выхода ленты - переходит в плоскостьJ перпендикулярную , при этом внутренняя поверхНаправляющая втулка 6 закреплена на ползуне 12, установленном с возможностью возвратно-поступательного перемещения, а планка 13 при помоп и винта 14 для прижатия конца
ленты 4 к торцу вала 1. Ленту 4 вручную заправляют в канавку 3 вала 1, конед ее зажимают планкой 13. 3атем лгенту 4 вручную изгибают на длину,
равную половине длины окружности. Внутренняя поверхность ограничительной шайбы 7 эквидистантна наружной рабочей поверхности формообразующего элемента 10.
После этого направляющую втулку 6 с закрепленными на ней ограничительной шайбой 7, кольдом 8 и формообразующим элементом 10 подводят вплотную к торцу вала 1 таким образом,, чтобы
лента 4 вошла в канавку 9 и полость ме)вду рабочими поверхностями ограничительной шайбы 7 и формообразующего элемента.
Вал 1 приводится во вращение посредством шпинделя 2 привода, лента 4 подается в канавку 9 параллельно оси вала 1 и, перемещаясь по рабочей поверхности 11 формообразующего элемен- та 10, постепенно поворачивается в плоскость, перпендикулярную оси вала
Формула изобре
е и и я
Устройство для навивки ленты в спираль на ребро, содержащее вал и 35 ограничительную гиайбу, вн;. три которой установлен формообразуюцрй элемент, отличающееся тем, что, с
целью повышения производите.пьности, рабочая поверхность формообразующего
40 элемента выполнена так, что в зоне ввода ленты ее плоскость параллельна оси веша, а к зоне выхода ленты - переходит в плоскостьJ перпендикулярную , при этом внутренняя поверх45 ность ограничительной шайбы эквидистантна наружной рабочей поверхности формообразующего элемента,
ff
w
cpuz.3
б-В
в-в
г-г
fpuz.f
Фиг.« Фаг. 5
ВНИИПИ Заказ 7282/55 Тираж 661 , Подписное
- - - ----в .- . 1И1 I I
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
fpuz.f
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257976C1 |
| Станок для спирального оребрения труб лентой | 1977 |
|
SU733822A1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257977C1 |
| Линия для спирального оребрения труб лентой | 1990 |
|
SU1752468A1 |
| Гайковерт ударно-вращательного действия | 1990 |
|
SU1752534A1 |
| Устройство для изготовления витых магнитопроводов | 1986 |
|
SU1504739A1 |
| Устройство для непрерывной обработки ленточного режущего инструмента | 1980 |
|
SU1006010A1 |
| УСТРОЙСТВО для СПИРАЛЬНОГО ОРЕБРЕНИЯ ТРУБ ЛЕНТОЙ | 1972 |
|
SU356011A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1690098A2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОЙ ТРУБЫ С KLM-РЕБРАМИ | 2012 |
|
RU2574146C2 |
Изобретение относится к технологическому оборудованию для изготовления витых магнитопроводов электрических машин и может быть использовано в области электромашиностроения. Целью изобретения является повышение производительности. Устройство содержит вал 1, установленный в шпинделе 2 и имеющий канавку 3 для закрепления ленты 4. На вал 1.установлена втулка 6, связанная с ползуном 12, на которой закреплены ограничительная шайба 7 и кольцо 8. Внутри шайбы 7 закреплен формообразующий элемент 10, рабочая поверхность которого в зоне ввода ленты 4 параллельна оси приводного вала, а к зоне выхода спирали переходит в плоскость, перпендикулярную оси вала, при этом внутренняя поверхность шайбы эквидистантна наружной рабочей поверхности. Ленту 4 вручную заправляют в канавку 3, зажимают и изгибают на длину, а втулку 6 с шайбой 7 и кольцом 8 подводят так, чтобы лента 4 вошла в канавку 9. Вал 2 вращается, а лента благодаря формообразующему элементу 10 постепенно поворачивается на ребро. 6 ил. € сл д- / / / /1 00 tsD N9 sl
| Устройство для навивки ленточных магнитопроводов электрических машин | 1972 |
|
SU778720A3 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Модульный каркас автомата для нанесения гальванических покрытий | 1972 |
|
SU436887A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
