(54) СТАНОК ДЛЯ СПИРАЛЬНОГО ОРЕБРЕНИЯ ТРУБ ЛЕНТОЙ


| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для спирального оребрения труб лентой | 1972 |
|
SU472717A1 |
| Линия для оребрения труб методом спиральной навивки ленты | 1989 |
|
SU1690885A1 |
| Линия для спирального оребрения труб лентой | 1978 |
|
SU733760A1 |
| УСТРОЙСТВО для СПИРАЛЬНОГО ОРЕБРЕНИЯ ТРУБ ЛЕНТОЙ | 1972 |
|
SU356011A1 |
| Устройство для изготовления ребристых труб из заготовки,смотанной в бухту | 1974 |
|
SU547995A1 |
| Станок для оребрения труб лентой | 1987 |
|
SU1549627A1 |
| Линия для спирального оребрения труб лентой | 1990 |
|
SU1752468A1 |
| Стан для накатки зубчатых профилей | 1990 |
|
SU1808452A1 |
| Станок для спирального оребрения труб лентой L -образного профиля | 1987 |
|
SU1433570A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОЙ ТРУБЫ С KLM-РЕБРАМИ | 2012 |
|
RU2574146C2 |

1
Изобретение относится к обработке металлов давлением, а именно к устройствам для оребрения труб лентой с завальцовкой ее в канавке, накатываемой на поверхности трубы.
Известен станок для изготовления оребренных труб, содержащий устройство для накатывания винтовой канавки, устройство для ввода в канавку металлической ленты и устройство для завальцовывания ленты в канавке 1.
Однако этот станок не обеспечивает оребрение трубы на всем участке трубы с накатанной канавкой.
Наиболее близким к предлагаемому по технической сущности является ст1нок для спирального оребрения труб лентой, содержащий привод вращения инструментов, имеющий раздаточный редуктор, установленные последовательно один за другим на станине устройство для завальцовывания ленты с закатным регулируемым роликом, кинематически связанные с приводом вращения инструментов узел формирования ленты в спираль с полым шпинделем и роликовый механизм накатки 2.
Недостаток такого станка заключается в невозможности осуществления вращательного и осевого перемещения трубы закатными роликами в момент отвода накатных роликов.
В результате на трубе остается неоребренный jniacTOK с накатанной канавкой, длина которого равна расстоянию от зоны формообразования до накатных роликов, т.е. получения оребренных труб с гладкими концами этот станок не обеспечивает.
Цель изобретения - получение оребренной трубы по всей длине накатанной каЕШВки с гладкими концами.
Это достигается тем, что предлагаемый станок снабжен салазками и приводом продольного перемещения в виде гидроцилиндра и зубчато-реечнбй передачи, при этом роликовый механизм накатки и раздаточный редуктор установлены на салазках.
Привод вращения шютруменгов снабжен промежуточным валом с подвижно установленной на нем звездочкой, кинематически связанным с раздаточным редуктором, и промежуточным валом с обгонной муфтой, кпнемагически связанным с полым шпинделем узла формирования ленты.
Такое выполнение станка позволяет провести оребрение на всей части трубы с накатанной канавкой и оставить гладкие концы.
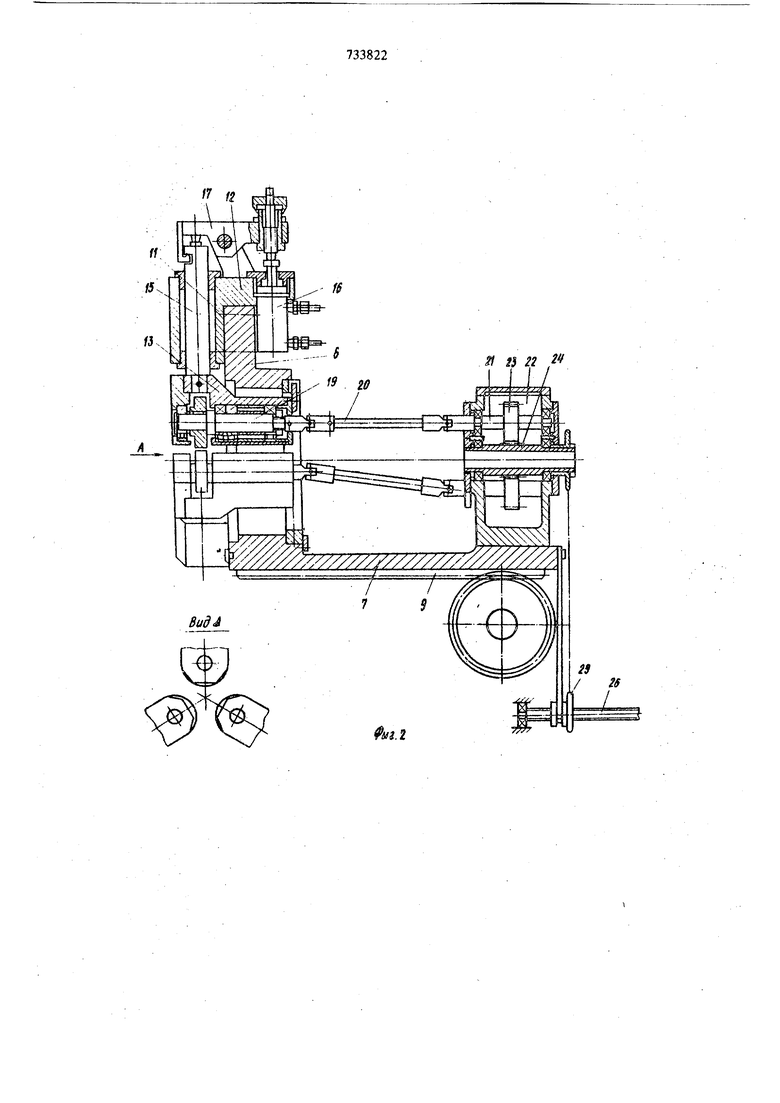
На фиг. 1 дана схема описываемого станка для спирального оребрсния труб лентой; на фиг. 2 - узел перемещения салазок с роликовым механизмом накатки с видом по стрелке А на фиг. 2; на фиг. 3 - схема последовательности переходов при оребрении трубы (а-е).
Станок содержит станину 1, на которой последовательно друг за другом размещены устройство для завальцовывания леиты с закатным регулируемым роликом 2, узел 3 формирования леиты в спираль, состояпиий из дискового опорного конуса 4 и полого шпинделя 5 с коническим рабочим, торцом, а также роликовый механизм накатки, включающий стойку 6 ;с салазками 7, направляющие 8, рейку 9, кинематически связанную с приводом 10 продольного перемещения, вьшолненного в виде гидроцилиндра.
На стойке 6 вьпюлнены направляющие 11, в которых установлены кронштейны 12 с суппортами 13 и пр1шодами подвода и отвода накатных роликов 14.
Суппорт выполнен- с цилиндрическим хвостовиком 15, позволяющим разворачивать накатной ролик на необходимый угол в зависимости от угла подъема и перемещать его в радиальном направлении. Привод, осуществляющий подвод и отвод накатного ролика, выполнен в виде гИдроцилиндра 16, щток которого через двуплечий рычаг 17 связан с хвостовиком суппорта. Для регулирования глубины врезания накатного ролика служит микровинт 18.
Ось 19 каждого накатного ролика установлена на опорах качания в корпусе суппорта. Оси-19 соединены через карданные валы 20 /с выходными валами 21 редуктора 22, которые через зубчатые передачи 23 соединены с полым центральным валом 24, получающим вращение посредством цепной передачи 25 от шлицевого вала 26, соединенного клиноременной передачей 27 с главным валом 28 привода станка. Звездочка 29 установлена на шлицевом валу с возможностью перемещения вдоль него на длину, определяемую перемещением накатных роликов для захвата новой трубы, соединешюй с предьодущей, оребряемой трубой чтобы закончить процесс оребрения оставшейся канавки и оставить гладкие концы на обеих трубах.
Привод выполнен в виде электродаих-ателя 30, связа}пюго клиноременной передачей с главным валом 28, передающим вращение дву промежуточным валам - цшицерому валу 26
и вспомогательному валу 31 с обгонной муфтой 32, служащему для передачи вращения шпинделю 5 через цепную передачу 33. Работает устройство следующим образом.
Из загрузочного устройства 34 труба 35 подается вперед (справа налево) в зону накатных роликов 14, при зтом механизм накатки находится в правом исходном положении. Передний торец трубы выдвинут на длину гладкого конца относительно переднего торца накатных роликов. Накатные ролики подводятся к трубе. Включают главный привод. Производится накатка канавки на начальном участке трубы до необходимой длины, которая равна
расстоянию В от переднего торца полого шпинделя 5 до переднего торца накатных роликов, переведенных в крайнее левое рабочее положение. Выключают главный привод, и перемещают механизм накатки влево до упора.
Подводят закатной ролик 2 и через лентонаправляющее устройство производят заправку конца ленты 36 между формообразующими элементами 4 и 5. Выключают главный привод и производят оребрение основного участка
трубы. Навивка ленты осуществляется за счет раскатки внешней кромки, лента укладывается в канавку, края которой обжимаются закатными роликами.
Главный привод отключается, накатные ролики отводятся. Накатный механизм отводится в исходное положение (крайнее правое). Одновременно с отводом накатных роликов производится зажим оребряемой трубы зажимными губками 37, чтобы не произошло ее смещение, так как процесс оребрения еще не закончился полностью.
Производится загрузка следующей трубы, которая подается затем вперед и соединяется
при помощи, например, цанги с первой трубой.
Затем подводят накатные ролики ко второй трубе с одновременным разжимом губок 37, включают главный привод и производят накатку канавки на этой трубе с одновременным оребрением остатка первой трубы. Производят обрыв ленты. Перемешают механизм накатки влево вместе с готовой первой трубой и второй трубой. Разъединяют вручную Концы труб и проталкивают готовую трубу в приемный лоток 38. Производят разгрузку готовой трубы. Цикл оребрения одной трубы закончен.
Вьшолнение накатных роликов с возможностью механизированного отвода от поверхности трубы и накатного механизма с возможностью механизированного продольного перемещения, а также наличие независимых приводов вращения полого шпинделя узла формкрова {ия ленты в спираль и накатнь х роликов дает
возможность во-первых, оставить гладкие концы на первой и присоединенной к ней второй трубе, во-вторых, закончить процесс оребрения первой трубы и одновременно нанести часть канавки на второй трубе, и в - третьих, осуществить разгрузку первой полностью готовой оребренной трубы и установить вторую трубу в рабо1ее положение, при котором происходит оребрение большей части трубы.
Таким образом, описываемый станок для спирального оребрения труб лентой с завальцовкой ее в канавке, накатываемой на поверхности трубы, обеспечивает получение полностью готового изделия, отвечающего всем техническим требованиям и служащего для изготовления аппаратов воздушного охлаждения.
Формула изобретения
Г «А 7/
с приводом вращения инструментов узел формования ленты в спираль с полым шпинделем и роликовый механизм накатки, о тличающийся тем, что, с целью обеспечения возможности изготовления оребре1шой трубы с гладкими концами по всей длине накатанной канавки, он снабжен салазками и приводом продольного перемещения салазок, по станине выполненным в виде гидроцилиндра и зубчато-реечной передачи, при этом роликовый механизм накаткн и раздаточный редуктор установлены на салазках.
снабжен промежуточным валом с подвижно установленной на нем звездочкой, кинематически связанным с раздаточным редуктором, и промежуточным валом с обгонной муфтой, кинематически связанным с полым шпинделем узла формирования .
Источники информации, принятые во внимание при экспертизе
