

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскладки проводов в жгут | 1987 |
|
SU1466031A1 |
| Шаблон для изготовления жгутов проводов | 1982 |
|
SU1049987A1 |
| Устройство для раскладки проводов в жгут | 1988 |
|
SU1672598A1 |
| Устройство для изготовления жгутов из проводов | 1986 |
|
SU1441493A1 |
| Автомат с программным управлением для раскладки проводов в жгуты | 1981 |
|
SU1023404A1 |
| Автомат с программным управлением для раскладки проводов в жгуты | 1974 |
|
SU606181A1 |
| Устройство для раскладки проводов в жгуты | 1984 |
|
SU1282370A1 |
| Устройство для укладки проводов в жгут | 1977 |
|
SU610183A1 |
| Станок для раскладки проводов в жгуты | 1981 |
|
SU1040530A1 |
| Устройство для раскладки проводов в жгут | 1989 |
|
SU1691996A1 |


Устройство для изготовления объемных электромонтажных жгутов содержит рабочий стол, на котором установлены магазины с отдающими катушками, каждая из которых имеет хвостовик (Х) 23 в виде прямоугольной призмы со сквозным каналом (СК) 25 для провода вдоль ее продольной геометрической оси, а на двух ее противоположных боковых плоскостях, совпадающих с направлением СК 25, имеются направляющие, взаимодействующие с вертикальными относительно рабочего стола направляющими, размещенными на раскладывающей головке (РГ)9. На других противоположных поверхностях Х 23 выполнен по крайней мере один сквозной паз 30, перпендикулярный СК 25. Устройство имеет механизм 17 маркировки провода с узлом формирования маркировочных элементов и прижим 19, расположенный напротив сквозного паза 30 в прямоугольной призме. Трехкоординатный узел, выполненный в виде траверсы с кареткой, перемещается по направляющим к магазину до тех пор, пока РГ 9, перемещающаяся вертикально относительно каретки, не займет место под одной из отдающих катушек. Затем РГ 9 перемещается вверх, при этом Х 23 взаимодействует с направляющими, расположенными в РГ 9, и останавливается под отдающей катушкой. При этом провод 12, заправленный в СК 25, оказывается забазированным в РГ 9 в требуемом для работы положении. Устройство имеет повышенную производительность и расширенные технологические возможности. 2 з.п. ф-лы, 6 ил.
СО СлЭ
ий
10
ФигЛ
совпадающих с направлением СК 25, имеются направляющие, взаимодействующие с вертикальными относительн рабочего стола направляющими, размещенными на раскладьшающей головке (РГ) 9. На дрз гих противоположных поверхностях X 23 выполнен по крайней мере один сквозной паз 30, перпендикулярный СК 25. Устройство имеет механизм I 7 маркировки про- вода с узлом формирования маркировочных элементов и п.рижим 19, расположенный напротив сквозного паза 30 в прямоугольной призме. Трех координатный узел, выполненный в виде траверсы с кареткой, переме1
Изобретение относится к электротехнике и может быть использовано во всех областях техники, связанных с применением и изготовлением разетвленных зкгутов из проводов разичных типоразмеров.
Цель изобретения - повышение производительности и расширение техно- логичерких возможностей.
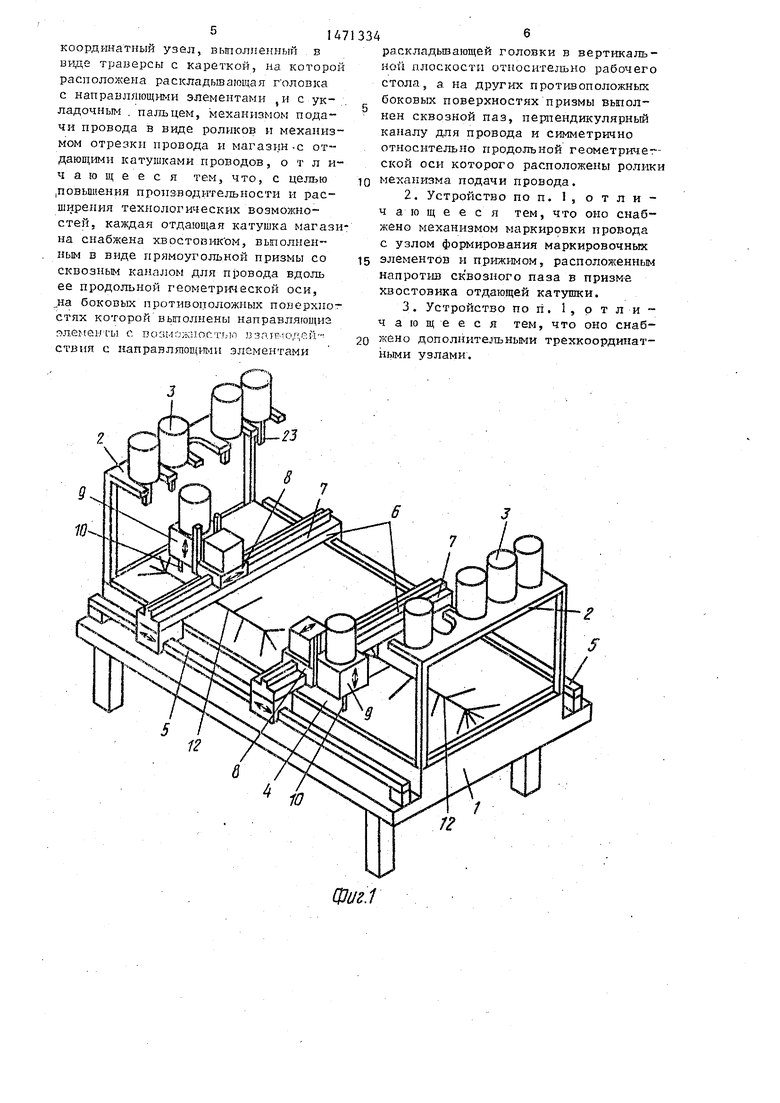
На фиг. 1 изображено устройство для изготовления объемных электро- монтажньк жгутов, аксонометрическая проекция; на фиг. 2 - то же, продольный разрез по раскладьшающей головке; на фиг. 3 - то же, продольный разрез по раскладьшающей головке с установленной отдающей катушкой; на фиг. 4 - момент подачи провода в раскладьшающий палец подающими роликами; на фиг. 5 - макет маркировки провода; на фиг.б- хвостовик отдающей катушки, аксонометрическая проекция.
Устройство для изготовления объемных электромонтажных жгутов содержит рабочий стол 1, на котором ус- тановлены магазины 2 с отдающими катушками 3, шаблон 4 и направляющие 5 с подвижно установленными на них трехкоординатными узлами 6, выполненными в виде траверсы 7 с установленной на ней кареткой 8. К последней присоединена., раскладьшаю- щая головка 9, снабженная раскладыщается по направляющим к магазину до тех пор, пока РГ 9, перемещающаяся вертикально относительно каретки, не займет место под одной из отдающих катушек. Затем РГ 9 перемещается вверх, при этом X 23 взаимодействует с направляющими, расположенными в РГ 9, и останавливается под отдающей катушкой. При этом провод 12, заправленный в СК 25, оказьшается забазированным в .РГ 9 в требуемом для работы положении. Устройство имеет повьшенную производительность и расширенные технологические возможности. 2 з.п. ф-лы, 6 ил.
вающим пальцем 10 и механизмом 11 подачи провода 12 в него, выполненным в виде пары роликов, один из которых (ролик 13) закреплен на штоке силового цилиндра 14, а другой (рогт. лик 15) соединен с приводом 16 вра- щения. Кроме того, в раскладьтающей головке 9 расположен механизм 1 7
маркировки провода 12, состоящий из узла 18 для формирования маркировочных элементов и прижима 19, закрепленного на штоке силового цилиндра 20, Механизм перемещения полиграфической фольги 21 не показан. В раскладьшающей головке 9 также расположен механизм 22 обрезки провода 12 (механизм привода ножей не показан) .
Отдающая катушка 3 снабжена хвостовиком 23, вьшолненным в виде пря- моугольной призмы 24. Хвостовик 23 имеет сквозной канал 25 для провода
вдоль продольной геометричё ской оси 26 призмы, а на двух противоположных боковых плоскостях 27, совпадающих с направлением сквозного канала 25, имеются направляющие 28,
взаимодействующие с вертикальньми относительно рабочего стола направляющими 29, расположенньми в раскладьтающей головке 9. На других противоположных поверхностях хвостовика 23 выполнен по крайней мере один
сквозной замкнутый паз 30, перпендикулярный сквозному каналу 25.
Устройство для изготовления объемных электромонтажных жгутов работает следующим образом.
Трехкоординатный узел 6, выполненный в виде траверсы 7 с установленной на ней кареткой 8, перемещаться по. направляющим 5 к магазину 2, на котором установлены отдающие катушки 3. При этом каретка 8 начинает перемещаться по траверсе (фиг. -1), Эти перемещения осуществляются до тех пор, пока раскладывающая головка 9, имеющая возможность вертикально перемещаться относительно каретки 8, не з аймет место под одной из отдающих катушек 3, установленных на магазине 2. Затем раскладьшающая головка 9 начинает перемещаться вверх. При этом хвос- товик 23, вьлолненный в виде прямоугольной призмы 24, направляющими 28, вьиолненньми на двух параллельных плоскостях 27, начинает взаимодействовать с вертикальными направляющими 29, расположенными в раскладывающей головке 9. Перемещение рас- кладьюающей головки 9 вверх прекращается, когда отдающая катзтпка 3 оказьшается на ней (фиг. 3) При этом благодаря взаимодействию на- ; правляющих 28 с вертикальными направляющими 29 происходит фиксация отдающей катущки 3 на укладочной головке 9, а провод 12 который был заправлен в сквозной канал 25, проходящий вдоль геометрической оси 26 хвостовика 23, перед, установкой отдающей катушки 3 в магазин 2 ока- зьшается забазированньм в укладочной головке 9 в требуемом для дальнейшей работы положении.
Затем укладочную головку 9 перемещают к месту начала укладки, расположенному на шаблоне 4, закрепленном на рабочем столе 1 . После заня- ТИ.Я укладочной головкой 9 требуемого положения,включают механизм 11 подачи провода 1 2 в раскладьшающий палец 1 0. При этом силовой цилиндр 1 4 начинает перемещать ролик 13, который, пройдя сквозь сквозной замкнутый паз 30, пересекающий сквозной канал 25 и плоскости 31 , прижимает провод 12 к ролику 15, соединенному с приводом 16. Ролик 15 получает вращение от привода 16, в результате чего про0
5
0
5
0
5
0
5
0
5
вод I i. Hd -iiiiiae r nt.|. j i.,.,. . ,, i. i..tc-- кладьшающем пальттс 10 (г . .. н). Ч-. - еле того, как провод J2 -iii,u..: ;...- раскладывающего пальпа : О ;ia требуемую величину, привод, 16 прекращает работу, а силовой шт.пиндр 14 отво- дит ролик 13 в исхо.п.-тпр положение. Конец провода 1 2 за)С1ч ;к:.ггот на гааб- .лоне 4 одним из известных способов (например, обход восьмеркой), После этого начинают перемещать укладочную головку 9 по требуемому маршруту вдоль трассировочных шпилек, установленных на шаблоне 4, в результате чего происходит укладка жгута. Уровни укладки провода I 2 устанавливают, перемещая укладочную голов- . ку 9, а следовательно, и связанньй с ней раскладыв.ающий палеЦ I О в вертикальной относительно поверхности стола плоскости,
Маркировка провода в предлагаемом устройстве производится тиснением через полиграфическую фольгу. Для этого в механизме 1 7 маркировки включают силовой цилиндр 20, который закрепленным на его штоке прижимом I9 после прохождения последним через сквозной замкнутый паз 30, прижимает провод 12 через полиграфическую фольгу 21 к узлу 18 для формирования маркировочных элементов (фиг. 5) Причем правильньш прижим провода 12 к узлу 18 прижимом 19 обеспечивается тем, что провод 12 забазирован в нужном положении сквозным каналом 25.
После окончания укладки провода 12 включают механизм 22 обрезки. Затем укладочная голов,ка 9 устанавливает отдающую катушку 3 в магазин и совершает вертикальное перемещение вниз. На освободившееся место в укладочной головке 9 можно устанавливать другую отдающую катушку 3 с требуемым типом провода.
Использование изобретения позволяет повысить производительность, расширить технологические возможности, повысить надежность работы за счет отсутствия промежуточных элементов при заправке провода.
Формула изобретения
Фиг.1
w
Фиг.г
Фиг.
25
| Станок для раскладки проводов в жгуты | 1984 |
|
SU1275553A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
