Известны различные кантующие устройства для осевого поворачивания прокатанных изделий, в частности, широко применяемые кантующие втулки-буксы, также обеспечивающие универсальность их применения для осевого поворачивания изделий различного профиля и размеров сечения без смены втулок и направляющих проводок в них. Недостатком их является то, что при правке прокатываемых изделий под правильными прессами они создают плохую видимость правильщиком выправляемого изделия и не могут выполнять кантовку без возвратнопоступательного перемещения по рольгангу правильного пресса, в случае повторной правки изделия.
Пре/алагаемый кантователь не имеет этих недостатков, он обеспечивает:
а)кантовку прокатываемых изделий без «забрасывания одного из двух концов изделий при закреплении того или другого конца их в кантователе;
б)правку изделий под правильными прессами в условиях хорощей видимости правильщиком выправляемого изделия;
в)кантовку изделий без возвратно-поступательного перемещения по рольгангу правильного пресса в случае повторной правки изделия.
Предлагаемый кантователь для осевого поворачивания прокатанных изделий перед правильными прессами в рельсобалОчных цехах производит кантовку изделий посредством кантовальных рычагов и кулачков и выполняется с основным рычажным кантовательиым механизмом, с вспомогательным кулачковым механизмом и с механизмом настройки кантовательных механизмов.
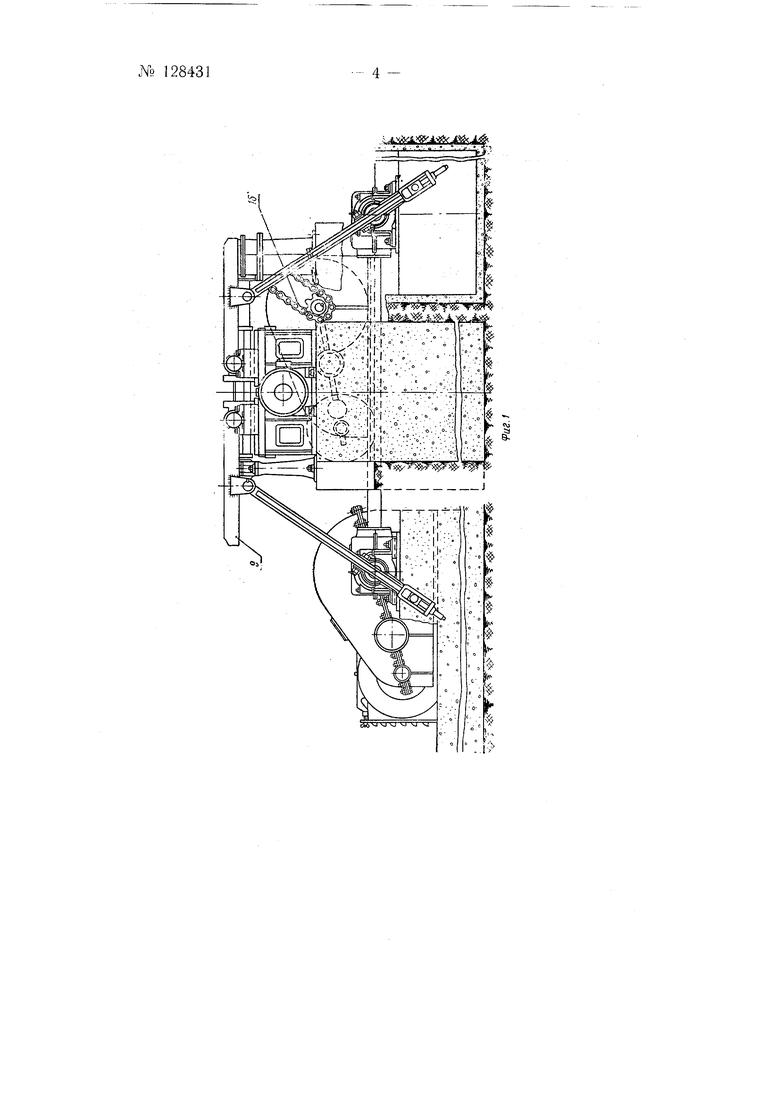
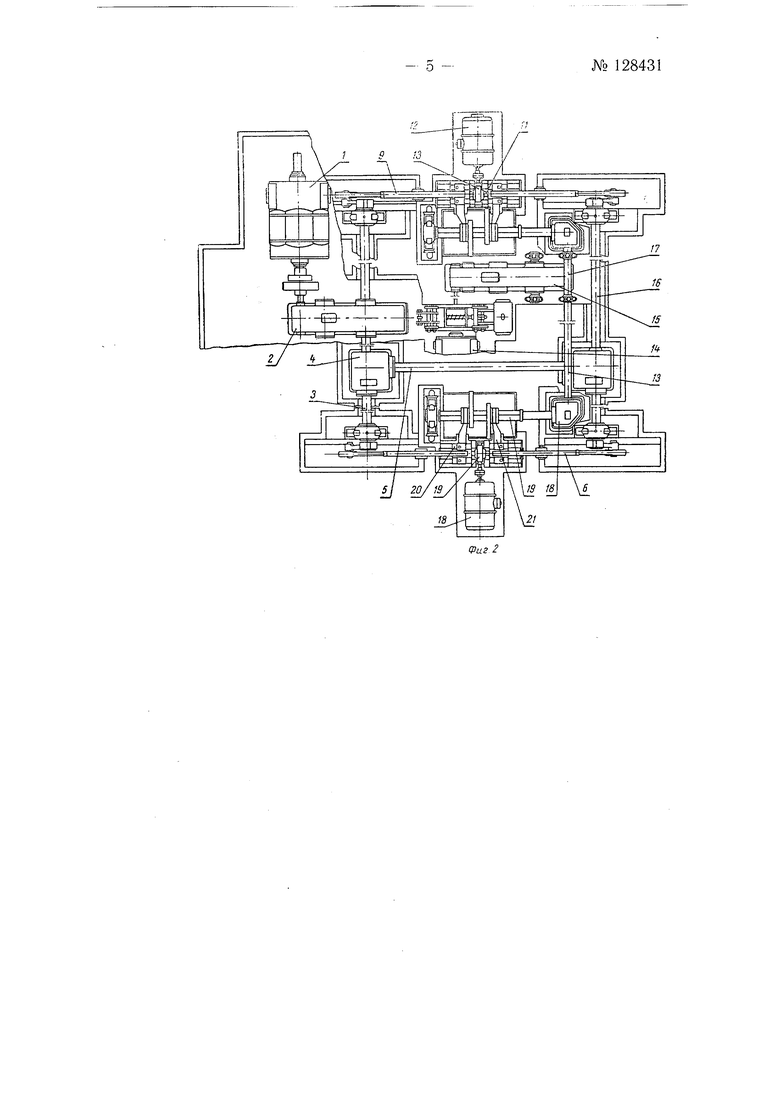
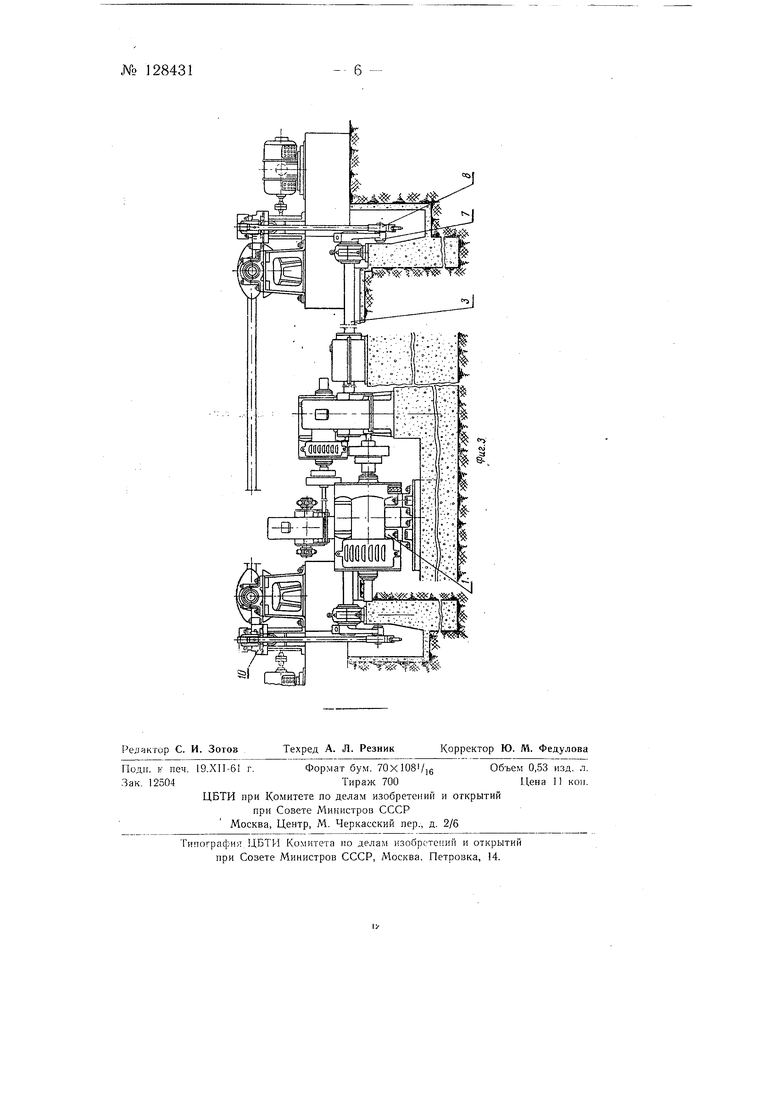
На фиг. 1, 2 и 3 изображен кантователь в трех проекциях.
Электродвигатель / основного рычажного кантовательного механизма через редуктор 2 передает движение кривощипному валу 3, а через конические редукторы 4 и соединительный вал 5 движение передается кривошипному валу 6. Кривошипами 7 и щатунами 8 создается
128431- 2 качательное движение четырем кантовальным рычагам 9, из которгых два участвуют в работе, а два слуХат только для поддержания изделия, чтобы оно не опрокинулось после кантовки. Кантовальные рычаги 9 соединены с салазками 10. Передвижение салазок производится механизмом настройки, при помощи винта J1 с правой и левой резьбой. Винт Г1 приводится во вращепие от электродвигателя 12 через червячный редуктор 13. Вспомогательный кулачковый механизм, который самостоятельно может кантовать рельсы, приводится в движение от электродвигателя 14 через цилиндрический редуктор 15 и роликовую цепь 16, движение передается на соединительный вал 17, который через два конических редуктора /8 приводит во вращение два Квадратных кулачковых вала 19 со свободно насаженными кулачками 20. Кулачки жестко скреплены с салазками 10. При помощи рычагов 21 кулачки 20 передвигаются по кулачковому валу 19 механизмом настройки (перемещения салазок).
Настройка кантователя производится при помощи випта 11 передвижения салазок /(, которые устанавливаются на определенном расстоянии для каждого данного профиля изделия. После установки салазок 10 устанавливают в нужном положении щатуны 8 при помощи перемещения щатунных гаек. Для упрощения настройки на станине и на головке, щатуна наносятся деления с миллиметровой насечкой. Расстояние между салазками и соответствующее ему значение на головке щатунз берется из заранее составленной таблицы.
Работа кантователя
Прокатанное изделие щлеппером подается к рольгангу правильного пресса и над кантовальными рычагами 9 останавливается автоматически конечными выключателями. При включении ближайщей пары конечных выключателей кулачковые валы 19 поворачиваются на 90° вместе с валом поворачиваются соответствующие кулачки 20 и занимают вертикальное положение. Изделие подходит почти вплотную к кулачкам 20 и останавливается. Изделие оказывается лежащим над двумя рычагами 9. Затем включаются основной и вспомогательный кантовальные механизмы, при этом происходит одновременный поворот кантовальных рычагов 9 вокруг осей цапф и поворот кулачков 20 в исходное положение. Роль кантующих рычагов 5 заключается в том, чтобы повернуть изделие на 90°, а роль кулачков 20 в том, чтобы не дать возможности изделию соскользнуть с рычагов 9. Когда кантовательные рычаги 9 займут вертикальное положение, кулачки 20 займут горизонтальное положение. Таким образом, произойдет кантование изделия. При кантовании изделия верхняя часть развивает больщую скорость, в то время как нижние точки изделия имеют незначительную скорость. Разность скоростей создает инерционный момент, стремящийся повернуть изделие не на 90, а на 180°, что предотвращается второй парой рычагов Я которые работают одновременно через соединительный вал 5 и конические редукторы 4.
Когда кулачки 20 занимают горизонтальное положение, они останавливаются, а рычаги 21 продолжают обратное движение; в исходном положении они останавливаются, электродвигатель автоматически выключается и одновременно включается тормоз (на чертеже не показан). Управление работой электродвигателей осуществляется при помощи специальной электрической схемы управления. Если изделие прогнулось в противоположную сторону, то щлеппером изделие подается за ось рольганга правильного пресса и останавливается с помощью конечных выключателей, затем поднимаются в вертикальное положение другие кулачки 20 и включаются одновременно механизмы контовальных рычагов
ы кулачковый; дальнейшая работа происходит так же, как и и лервом случае.
При правке рельс их можно кантовать одними кулачами 20. Рельс останавливается на кантовальных рычагах 9, рычаги становятся в вертикальное положение с расстоянием между ними, обеспечивающим свободный поворот рельса, после чего поворотом кулачков 20 достигается кантовка рельса в ту или иную сторону. Возможна кантовка в одну сторону неограниченное количество раз.
Чередующая работа кулачков 20 осуществляется изменением направления вращения кулачковых валов 19 за счет реверса электродвигателя U4.
Предмет изобретения
Кантователь для осевого поворота прокатанных изделий, отличающийся тем, что, с целью обеспечения универсальности его применения для осевого поворота изделий различного профиля и размеров поперечного сечения и, в частности, с целью обеспечения хорощей видимости при правке их на правильных прессах и спокойной кантовке без «забрасывания одного из концов изделий, его выполняют с основным рычажным кантовательным механизмом, с вспомогательным кулачковым механизмом и с Механизмом настройки каатовательных механизмов.
- 3 -№ 128431
j
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизированная линия гибки и правки остряков | 1989 |
|
SU1704889A1 |
| Кантователь профильного проката | 1979 |
|
SU804557A1 |
| Кантователь рельсов | 1960 |
|
SU136293A1 |
| Кантователь для инспекторских стеллажей сортовых и рельсобалочных станов | 1958 |
|
SU119164A1 |
| Кантователь слитков в нагревательных печах | 1953 |
|
SU98817A1 |
| Манипулятор с кантователем обжимного прокатного стана | 1982 |
|
SU1217517A1 |
| УСТРОЙСТВО для ЗАЧИСТКИ ПРОКАТА | 1973 |
|
SU387760A1 |
| КАНТОВАТЕЛЬ СОРТОВОГО ПРОКАТА С КАНТУЮЩЕЙВТУЛКОЙ | 1967 |
|
SU205793A1 |
| Пакетировочная машина для сортового проката андриенко | 1976 |
|
SU604602A1 |
| Способ автоматизированной поточно-групповой прокатки слитков на обжимном стане с многократным обжатием в нескольких ручьях и горизонтальным замыканием потока | 1959 |
|
SU129604A1 |