Изобретение относится к производству стрелочных переводов дня путей железнодорожного транспорта.
Известна линия правки и гибки остряков, содержащая накопитель загрузки, служащий для временного складирования и поштучной выдачи остряков на рольганг, транспортный рольганг перед прессом для подачи остряков на пресс, горизонтальный пресс для гибки и правки остряков, подьем- но-поеоротный стол для разворотя остряков нэ 180° вокруг вертикальной оси, транспортный рольчг за прессом для подачи остряков к накопителю выгрузки, концевые и промежуточные упоры для остановки остряков в требуемом положении при ппдлче их на накопитель вьмрузки, накопитель выгрузки ДЛР временного скллдировпмил остряков после гиЬк.и и пргнжи их.
Существенным конструктивным недостатком данной линии является то, что в ней отсутствует устройство для кантовки острл- ков вокруг продольной оси для праоки и гибки их в разных плоскостях, и данная операция производится вручную.
Кроме того, нэ линии не предусмотрен контроль остряков после гибки и правки, что значительно снижает производительность труда при гибке и правке, так как приходится возвращать остряки на доработку после их контроля на отдельном стенде.
Известно также устройство для механизированной гибки и. правки остряков, содержащее накопите ли загрузки и выгрузки, выполненные в пиде параллельных сварных направляющих из рельсов, на которых смонтированы на катках каретки с шарнирными- крюками специального профиля с
x|
a Ј
ОЭ
00 о
npOTirx соми д;1. Г пхпчтэ ( стр.ц-см, и пнегн-;оц1 ,линдоы д/,-я передвижения кареток с пглряк-тми, трчнсгюртн .й иолыанг перед прессом, выполненный :i nv.e г.нар- ной ра;--:., нч которой установлены ны« и холостые горизонтальны-:; ро. и
КСНЦепоЛ СТеЦИОНГ рМГ- Й уПОр, уС Гр.. /СТПО
для кг.нтоаки остряког, вокруг его продольной сси, установленное перед прессом и выполнение в виде р..мы на катклх с шар- нирио установленным на ней черчячным редуктором с электроприводом и кантующей голоы .ой о виде полого червячного колеса с профильными роликами, трснспортный рольганг за прессе- , с приводными и холостыми горизонтальными роликами, установленными на общей сварной раме, ГЙЖДУ которыми по оси рольганга установлены секции шаблона, выполненные из отрезков рамного рельса, установленных на подъемно-опускающемся столе, соединенным с пневмоцилиндром, которым подъемно-опускающийся стол перемещается в вертикальных направляющих, закрепленных на раме рольганга. К отрезкам рамного рельса прикреплены в направляющих передпижные горизонтальные площадки с пневмоприво- дом для установки на них остряков при подъеме секций шаблона и прижатия их к рамному рельсу (шаблону) для контроля. На конце рольганга установлен стационарный упор, а сбоку примыкают направляющие на- .копителя выгрузки.
Устройство работает следующим образом.
Электромостовым краном остряки укладываются на направляющие накопителя загрузки в положение на боку и по одному, последовательно, посредством кареток с шарнирными крюками и пневмопривода. передаются на ролики рольганга, которым подаются на пресс через кантующее устройство (кантователь) для поворота остряка вокруг горизонтальной оси и удержания его в требуемом положении при правке или гибко на прессе в соответствующей плоскости. При необходимости остряк предварительно может быть развернут выпрессовзнной частью опередили назад на подъемно-поворотном столе. гибки и правки остряк поворачивается кантовлтелем в положение на подошре и роликами транспортных рольгангов подается к секциям шаблона. 8 зависимости от марки остря.а (лепый. правый) он вручную гдпи лется с оси рольганга влево ил.1 ппргшо, и ,:, подъеме подъемно- опуг.каюшогося стола с секциями шаблона ос . к yci л из л икаете я но перед гижные горизонтальные пло .цлдки. которыгш прижи- Maoi . q ч : с: трспя
иря1. i/. углоп . После контроля неподвижными горизонтальными .эг--.и остряк отводг.гея от рамного и уст;:.), шл; ,пается на рольганг после
опускания пниз секций шаблона вместо с подъемно-опускающимся столом. При необходимости дополнительной правки или гибки роликами рольганга остряк снова возвращается на пресс, а затем на повтор0 ный контроль. Выправленный и правильно выгнутый остряк вручную кантуется на роли- рольганга за прессом в положение на боку и передается рольгангом до концевого упора, а затем каретками на направляю5 щие накопителя выгрузки, с которых остряки по мере накопления убираются электромостогзым краном.
Наличие в линии кантующего устройства, позволяющего поворачивать остряки вокруг
0 продольной оси и удерживать их в этом положении при гибке и правке, шаблона для контроля качества гибки и правки улучшают условия, качество и производительность труда при производстве остряков для стре5 лочных пересодос, однако надежность работы устройства не может быть обеспечена из-за сложности конструкции отдельных узлов. Так установка шаблона по оси рольганга вызвала технологическую необходимость
0 иметь большегабзритный подъемно-опускающийся стол под роликами рольганга с направляющими и приводом подъема, для подъема и опускания шаблона, который, выступая над роликами рольганга в верхнем
5 положении, не позволяет производить операции гибки и правки острякоо на прессе, транспортировку их по рольгангу и передачу с рольганга на накопитель выгрузки. При этом не исключаются ручные операции при
0 установке остряков на опорные площадки шаблона (сдвижка остряков с оси рольганга вправо или влево от шаблона).
Цель изобретения - повышение надежности устройстса для гибки и правки остря5 ков при их производстве для стрелочных переводов.
Указанная цель достигается тем, что устройство для механизированной гибки и правки остряков, содержащее накопители
0 загрузки и выгрузки, транспортный рольганг, рельсогг.бочный пресс, устройство для кантовки остряка, установленное за прессом, шаблон для остряков с механизмом перемещения и прижима остряка к шзбло5 ну, концевые упоры, согласно изобретению, снабжено дополнительным шаблоном, шаблоны установлены неподвижно с доух сторон механизма перемещения и прижима остряка, выполненного в пиле трехрычзж- ti1 v 1Ь .ггн;;рп:-х .гг-..чл с удлиценными Т-образными средними рычагами, установленных между приводными роликами транспортного рольганга. Такое конструктивное решение позволяет упростить конструкцию линии и тем повысить ее надежность за счет исключения громоздкого подъемно-опускающегося стола с секциями шаблона, с подвижными опорными площадками с многочисленными пневмоп- риводами. за счет механизации тяжелого ручного труда по перемещению и кантовке остряков перед установкой их на площадки шаблонов, так как шаблоны установлены неподвижно с двух сторон механизма перемещения и прижима остряка и не мешают в процессе транспортировки остряков по рольгангу и в процессе их гибки и правки на прессе, а трехрычажными шарнирными механизмами с Т-образными средними рычагами остряки без ручного труда свободно перемещаются с оси рольганга к соответствующему шаблону, прижимаются к нему Т- образными рычагами для контроля, а при обратном ходе рычагов остряк возвращается на ролики рольганга.
Сравнение предлагаемого изобретения с известными позволяет установить соответствие его критерию новизна. При изучении других известных изобретений в данной области техники признаки, отличающие предлагаемое изобретение от известных, не были выявлены, и поэтому они обеспечивают предлагаемому соответствие критерию существенные отличия.
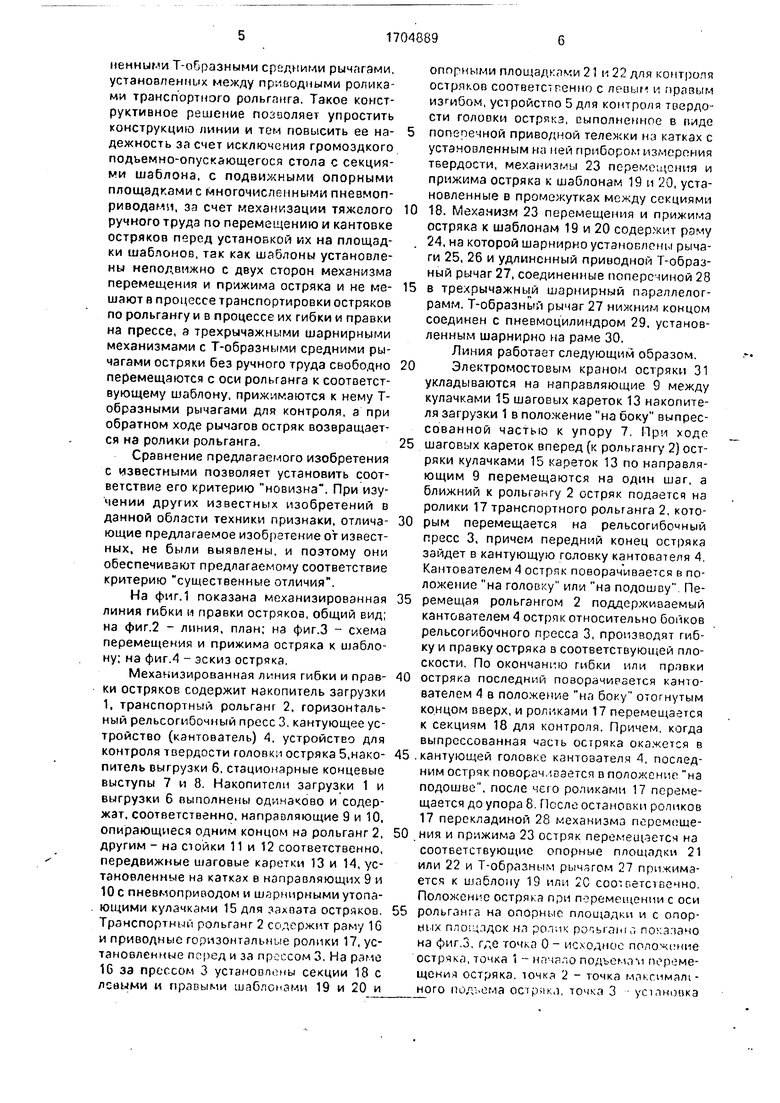
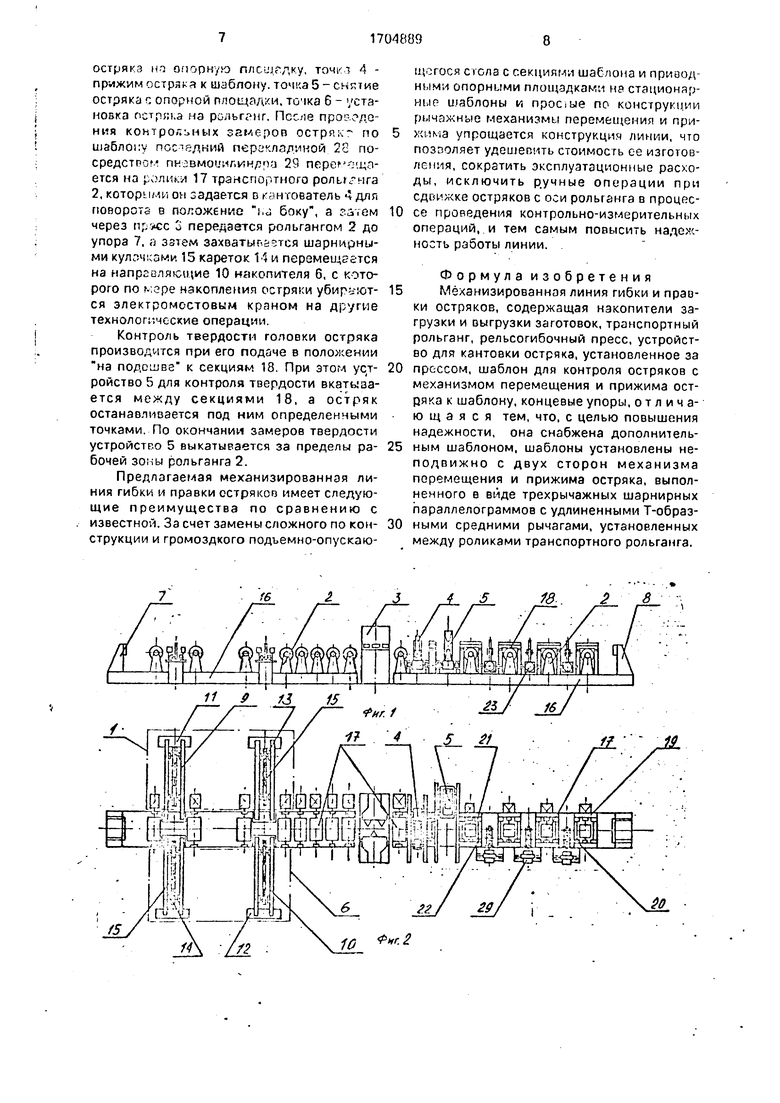
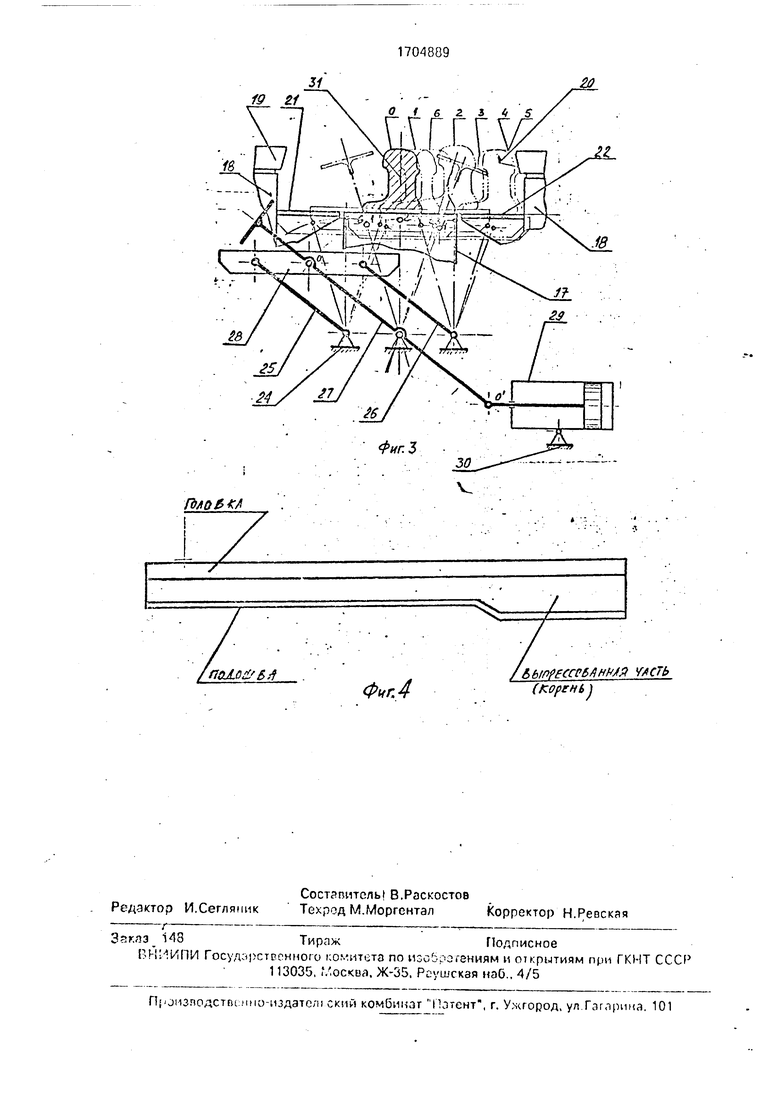
На фиг.1 показана механизированная линия гибки и правки остряков, общий вид; на фиг.2 - линия, план; на фиг.З - схема перемещения и прижима остряка к шаблону; на фиг.4 - эскиз остряка.
Механизированная линия гибки и правки остряков содержит накопитель загрузки 1, транспортный рольганг 2, горизонтальный рельсогибочный пресс 3, кантующее устройство (кантователь) 4, устройство для контроля твердости головки остряка 5,накопитель выгрузки 6, стационарные концевые выступы 7 и 8. Накопители загрузки 1 и выгрузки 6 выполнены одинаково и содержат, соответственно, направляющие 9 и 10, опирающиеся одним концом на рольганг 2, другим - на стойки 11 и 12 соответственно, передвижные шаговые каретки 13 и 14, установленные на катках в направляющих 9 и 10с пневмоприоодом и шарнирными утопающими кулачками 15 для захозтз остряков. Транспортный рольганг 2 содержит раму 16 и приводные горизонтальные ролики 17, установленные перед и за прессом 3. На раме 16 зэ прессом 3 установлены секции 18 с левыми и правыми шаблонами 19 и 20 и
опорными площадками 21 ii 22 для контроля остряков соответственно с леоын и правым изгибом, устройстпо 5 для контроля твердости головки остряка, выполненное в пиде
поперечной приводной тележки на катках с установленным на ней прибором измерония твердости, механизмы 23 перемещения и прижима остряка к шаблонам 19 и 20, установленные в промежутках между секциями
0 18. Механизм 23 перемещения и прижима остряка к шаблонам 19 и 20 содержит раму 24, на которой шарнирно установлены рычаги 25, 26 и удлиненный приводной Т-образный рычаг 27, соединенные поперечиной 28
5 в трехрычажный шарнирный параллелограмм. Т-образный рычаг 27 нижним концом соединен с пневмоцилиндром 29, установленным шарнирно на раме 30.
Линия работает следующим образом.
0 Электромостовым краном остряки 31 укладываются на направляющие 9 между кулачками 15 шаговых кареток 13 накопителя загрузки 1 в положение на боку выпрес- сованной частью к упору 7. При ходе
5 шаговых кареток вперед (к рольгангу 2) остряки кулачками 15 кареток 13 по направляющим 9 перемещаются на один шаг, а ближний к рольгангу 2 остряк подается на ролики 17 транспортного рольганга 2, кото0 рым перемещается на рельсогибочный пресс 3, причем передний конец остряка зайдет в кантующую головку кантовэтеля 4. Кантователем 4 остряк поворачивается в положение на головку или на подошву. Пе5 ремещая рольгангом 2 поддерживаемый кантователем 4 остряк относительно бойков рельсогибочного пресса 3, производят гиб- ку и правку остряка в соответствующей плоскости. По окончанию гибки или правки
0 остряка последний поворачивается кантователем 4 в положение на боку отогнутым концом вверх, и роликами 17 перемещается к секциям 18 для контроля. Причем, когда выпрессованная часть остряка окажется в
5 .кантующей головке кантователя А, последним остряк поворачивается в положение на подошве, после чего роликами 17 перемещается до упора 8.После остановки роликов 17 перекладиной 28 механизма перемсще0 ния и прижима 23 остряк перемещается на соответствующие опорные площадки 21 или 22 и Т-образным рычагом 27 прижимается к шаблону 19 или 20 соответственно. Положение остряка при перемещении с оси
5 рольганга на опорные площадки и с опорных пло цлдок на ролик роаыашг, показано на фиг.З. где точка 0 - исходное положение остряка, точка 1 - намяло подъемам перемещения остряка, точка 2 - точка млксимал1- ного подьома остряка, точка 3 - установка
острякз мл опорную плсщгдку, точка 4 - прижим остряка к шаблону, точка 5 - снятие остряка с опорной площадки, точка 6 - установка остряка на рольггнг. После проасде- ния контрольных замеров острп: по шаблону псс-тйдкий перекладиной. 28 по- средстпом пн вмоииг.ин/зоа 29 пере - лца- ется на ролики 17 транспортного ролы ига 2, которыми он задается в кантоеатель 4 для поворота в положение боку, а затем через 3 передается рольгангом 2 до упора 7. и ззтем захватывается шарнирными кулзчкзми. 15 кареток 14 и перемещается на направляющие 10 накопителя б, с которого по мгре накопления остряки убирь-ют- ся злектромсстовым краном на другие технологические операции.
Контроль твердости головки остряка производится при его подаче в положении на подошве к секциям 18. При этом уст- ройство 5 для контроля твердости вкатыза- ется между секциями 18, а остряк останавливается под ним определенными точками. По окончании замеров твердости устройство 5 выкатывается за пределы ра- бочей зоны рольганга 2.
Предлагаемая механизированная линия гибки и правки сстрякоо имеет следующие преимущества по сравнению с известной. За счет замены сложного по кон- струкции и громоздкого подъемно-опускающегося стела с секциями шаблона и приводными опорными площадками на стационарные шаблоны и простые по конструкции рычажные механизмы перемещения и прижима упрощается конструкция линии, что позволяет удешевить стоимость ее изготовления, сократить эксплуатационные расходы, исключить ручные операции при сдвижке остряков с оси рольганга в процессе проведения контрольно-измерительных операций, и тем самым повысить надежность работы линии. .
Формула изобретения Механизированная линия гибки и правки остряков, содержащая накопители загрузки и выгрузки заготовок, транспортный рольганг, рельсогибочный пресс, устройство для кантовки остряка, установленное за прессом, шаблон для контроля остряков с механизмом перемещения и прижима остряка к шаблону, концевые упоры, отличающаяся тем, что, с целью повышения надежности, она снабжена дополнительным шаблоном, шаблоны установлены неподвижно с двух сторон механизма перемещения и прижима остряка, выполненного в виде трехрычажных шарнирных параллелограммов с удлиненными Т-образными средними рычагами, установленных между роликами транспортного рольганга.

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С | 2024 |
|
RU2828529C1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Линия резки остряковых изделий | 1989 |
|
SU1799698A1 |
| Укладчик-кантователь листов | 1975 |
|
SU519241A1 |
| Автоматизированный комплекс для штамповки деталей из полосового материала | 1985 |
|
SU1296269A1 |
| Автоматическая линия для изготовления длинномерных балок | 1988 |
|
SU1611671A1 |
| Устройство для охлаждения изделий | 1982 |
|
SU1046304A1 |
| Поточная линия для обработки штучных длинномерных изделий | 1979 |
|
SU880505A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ЗАКАЛКИ КОЛЕС | 1973 |
|
SU389155A1 |
| Поточная линия для изготовления длинномерных металлоконструкций из фасонных профилей | 1979 |
|
SU856722A1 |
Изобретение относится к обработке давлением и может Ьыть использовано для изготовления стрелочных переводов железнодорожных путей (острякоь). Цель изобретения - повышение надежности линии. Линия содержит накопители загрузки и выгрузки заготовок, транспортный рольганг, рельсогибочный пресс, устройство для кантовки остряка, установленное за прессом, шаблоны для контроля остряков с механизмом перемещения и прижима остряков к шаблонам и концевые упоры. Шаблоны установлены неподвижно с двух сторон механизма перемещения и прижима остряков, который выполнен Е виде трехры- чажных шарнирных параллелограммов с удлиненными Т-образными средними рычагами, установленных между приводными роликами транспортного рольганга. Линия содержит также устройство для контроля твердосгти головки остряка. 4 ил. CO
19
ЗЖЩПН4
- - z г чг1 i
/V I vV : X: У /У
Пч/
E
ЛйАо&бЛ
ПН
i
: X: У
Пч/
/
.4
ЬЫМЕССРбАНЫЯ YAC b (Корень
| Ртутный воздушный насос | 1927 |
|
SU11269A1 |
| ФРИКЦИОННЫЙ БУФЕР | 1923 |
|
SU716A1 |
