I ,
26 и 27 которых меняется с помощью оси 28, что позволяет им проходить звездочки. На одном валу со звездочкой посажен тормозной шкив 29 для регулировки усилия подпора формируемого пакета.
По оси 12 кантователя па стойке 13 устаиовлеи склиз-упор 30.
Машина работает следующим образом.
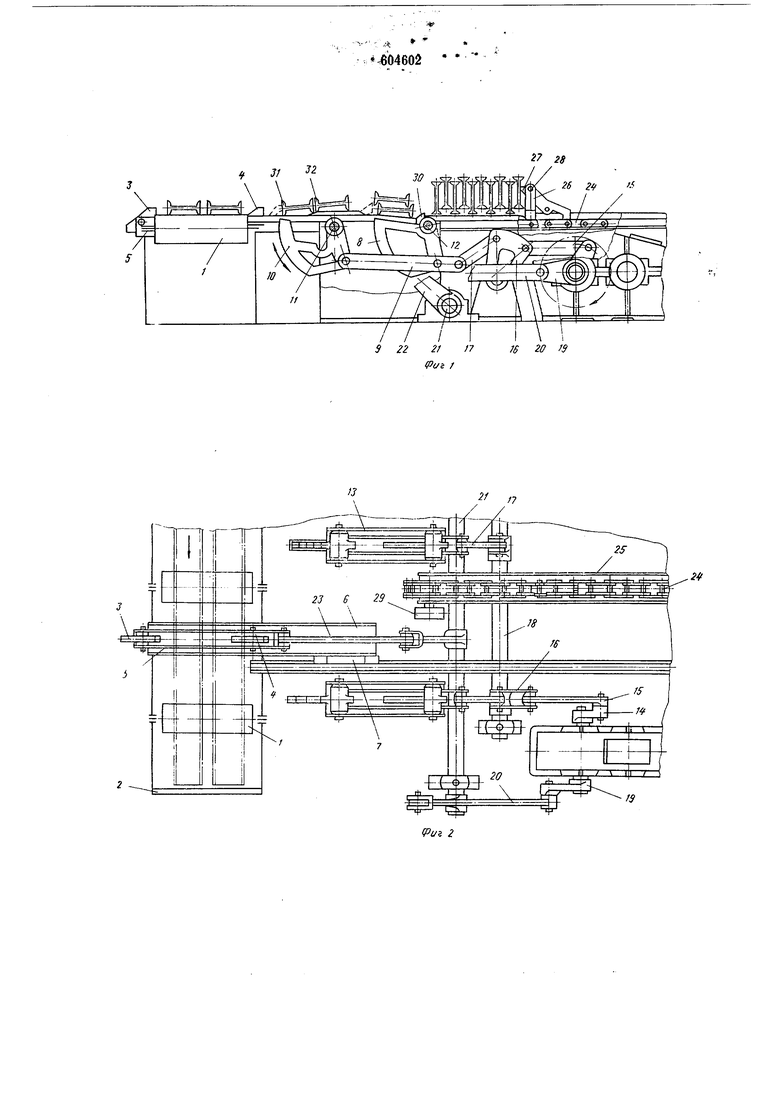
Подлежащий укладке прокат, например балка, попарно подается рольгангом 1 до упора 2, после чего включается электропривод, кривошип 19 .начинает вращаться в направлении, указанном стрелкой. Вращение кривошипа 19 через тягу 20, рычаг 22 и вал 21 передается рычагам 23, которые перемещают тележки 5 вправо по направляющим 6. Кулачки 3 шагающего шлеппера подхватывают лежащие ;на рольганге балки и передвигают их к каптователю-спаривателю 10. Одновременно с кривошипом 19 вращается кривошип 14, который через тягу 15, рычаг 16, вал 18, рычаги 17, тягу 9 разворачивает кантователи сначала вниз, а потом вверх и, как только кулачки 3 подадут балки, подхватывают за полку балку 31, кантуют и накладывают на балку 3-2. В момент кантовки кулачки движутся обратно. При завершении одного оборота кривошипо-в 19 и 14 кулачки возвращаются в исходное положение, электропривод останавливается. Подача рольгангом следующих двух балок начинается с момента начала возвращения кулачков в исходное положение. При достижении балками упора снова включается электропривод укладчика, кулачки подающего шлеппера подхватывают сложенные балки 31 и 32 и сдвигают их к кантователю 8, а на их место кулачки с рольганга перемещают следующие две балки. При кантовке полка верхней балки спаренных балок ложится на нижнюю полку балки из предшествовавшей спаренной кантовки и оказывается в середине соседних балок, при этом достигается наибольшая плотность пачки. При передвижении проката по стеллажу кантователи не выходят выше уровня стеллажей, а когда они производят спаривание и кантовку проката и находятся выше стеллажей, кулачки подающего шлеппера делают холостой обратный ход. При спаривании балок удар смягчается амортизатором 7 за счет вмонтированных в него пружин. Он же способствует правильному спариванию балок путем установки его таким образом, чтобы полка балки 31 была чуть ниже смежной полки балки 32. При кантовке спаренных балок кантователем 8 нижняя полка нижней балки скользит по склизу-упору 30 и при достижении вертикального положения под действием собственного веса опускается на стеллаж, когда рычаг начинает движение в обратном направлении. Склиз-упор 30 своим выступом
-«ff « , .
удерживает крайние балки пакета от смещения влево. Крайняя правая балка пакета удерживается от падения рычагом 27, который удерживается в вертикальном положении рычагом 26 посредством оси 28. Усилие для поддержки крайней правой балки регулируется прижатием к тормозному шкиву 29. Набранный пакет проката сдвигается вправо канатным шлеппером, где он увязывается. Вместе
10 с пакетом сдвигается рычажной упор с цепью 24 по направляющей 25. При достижении пакета упоров против склиза-упора 30 выходит другой рычажный упор и начинается укладка следующего пакета. Пока один пакет набира15 ется, другой в это время увязывается.
Укладка пакетов швеллеров производится аналогичным образом.
При укладке спаренного проката (см. фиг. 3) швеллер 33 сначала кантуется, потом
20 его нижняя полка попадает на выступ кантователя-сцаривателя 10, который при дальнейшем вращении кверху накладывает его на швеллер 34. Аналогичным образом .спариваются все профили, кроме углового проката, который поштучно подается рольгангом (см. фиг. 4) и кантователем-спаривателем 10. Угловой прокат 35 кантуется на 90°, а скантованный раньше угловой прокат 36 кантователем 8 прикладывается к формируемому пакету. Для
0 поддержки пакета рычаг 27 соединяется осью 28 с рычагом 26 в наклонном положении.
Формула изобретения
1.Пакетировочная машина сортового прока5 та, включающая подающий рольганг, упор,
подводящий шлеппер, стеллажи, кантователь, отводящий транспортер, отличающаяся тем, что, с целью более плотной упаковки сортового проката широкого типоразмера, увеличения производительности упаковки, она снабжена дополнительным рычажным кантователем-спаривателем, причем оба кантователя, соединенные обшей тягой, и подводящий шлеппер связаны с общим приводом рычаж5 ной системой.
2.Машина поп. 1, отличающаяся тем, что, с целью предотвращения ударов проката о стеллажи при его кантовке, кантовательспариватель снабжен амортизатором, регули0 руемым по высоте.
3.Машина поп. 1, о т л и ч а ю щ а я с я тем, что, с целью предотвращения разваливания формируемого пакета проката, отводящий транспортер выполнен цепным и снабжен тормозным щкивом, установленным на звездочке, а также регулируемым рычажным упором.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 181541, кл. В 65g 57/00, 1962. 31 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь проката | 1984 |
|
SU1205958A1 |
| ШЛЕППЕР ДЛЯ СНЯТИЯ С РОЛЬГАНГА, ПАКЕТИРОВАНИЯ И ПЕРЕМЕЩЕНИЯ ЗАГОТОВОК | 2016 |
|
RU2629423C2 |
| Устройство для поперечной передачи проката, например, на отводящий рольганг | 1974 |
|
SU503607A1 |
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С | 2024 |
|
RU2828529C1 |
| Клиновой кантователь прямоугольных заготовок на стеллаже | 1983 |
|
SU1127655A1 |
| УСТРОЙСТВО для ЗАЧИСТКИ ПРОКАТА | 1973 |
|
SU387760A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| Кантователь для инспекторских стеллажей сортовых и рельсобалочных станов | 1958 |
|
SU119164A1 |
| Автоматическая линия для изготовления длинномерных балок | 1988 |
|
SU1611671A1 |
| Кантователь листового материала | 1984 |
|
SU1246469A1 |

L
