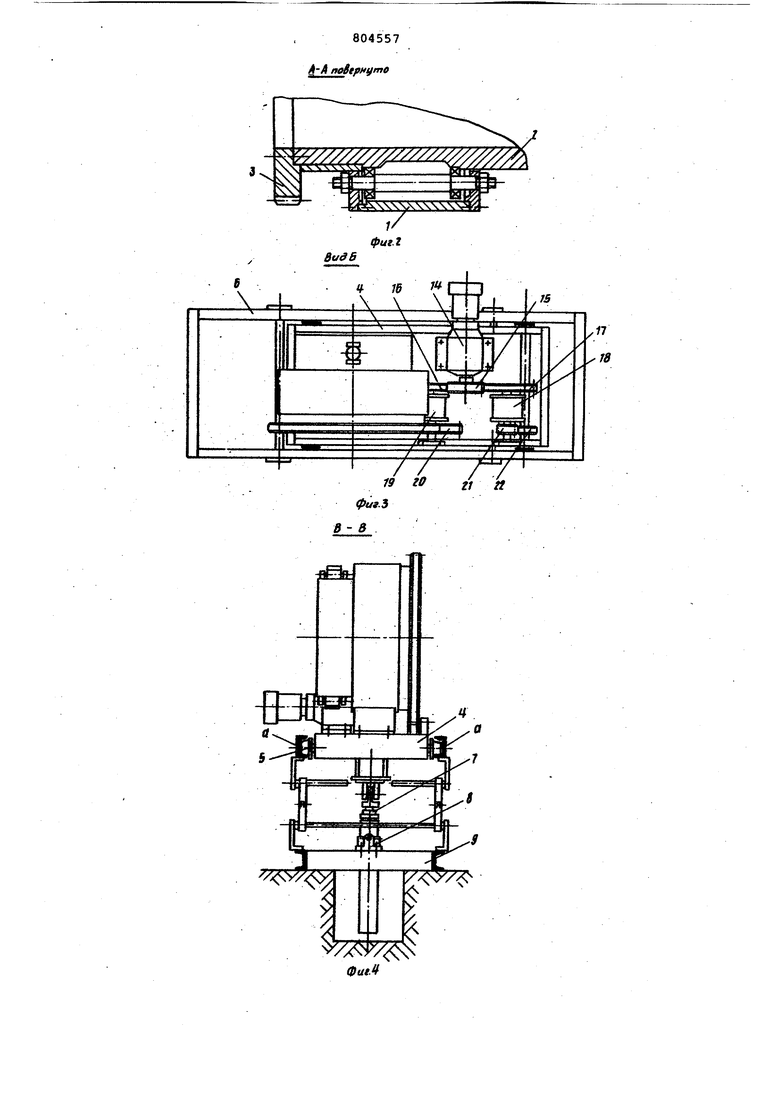
Изобретение относится к KaHTsnootHM механизмам, устанавливается в поточной линии обработки профильного проката и предназначено для судостроительной прокышленности. Оно. может быть использовано и в других отраслях прокышленности при обработке про фильного проката. Известен кантователь крупногабари ных изделий, включёйощий цилиндрически.й корпус с механизмом поворота и 3 ажима 11 . д Этот кантоэатель не позволяет производить кант;овку профильного про ката на полные 180 в обе стороны от исходного положения профиля при прав ке на правильном станке над транспор тирующим рольгангом при расположении участка профиля между кулачками правильного станка. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является кантователь профильного проката, включающий корпус на каретке с механизмами зажима подъема, поворота и продольногоперемещения 2 . Однако такой кантователь не обеспечивает достаточно надежную и точну фиксацию проката относительно правильного станка. Целью изобретения является повышение точности и надежности фиксации проката. Указанная цель достигается тем, что предлагаем:1й кантователь снабжен размещенной над кюханизмом подъема алатформой с направляющими, на которых расположена с возможностью перемещения каретка, при этом механизм подъема выполнен в виде шарнирно связанных между собой рычагов. На фиг. 1 изображен предлагаемый кантователь, вид спереди; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 - вид по стрелке Б иа фиг.1(план кантователя) ; на фиг. 4 - сечение Ъ-В на фиг. 1 (вид сбоку на кантователь) J на фиг. S кантователь в работе (план). , Кантователь профильного проката состоит из цилиндрического корпуса 1, в который вмонтирован барабан 2 с зубчатым венцом 3. Корпус закреплен на каретке 4, которая Konetaim 5 установлена в платформе 6. Платформа 6 шлполнена из швеллеров, и продольные связи платформа являются направляющими для колес 5 каретки 4. Платформа имеет привод подъема в виде гидроцилиндра 7, который корпусами 8 опирается на неподвижную раму 9. . В барабане 2 установлены прижимны ролики Ю и 11 с механизмами прижатия в виде гидроцилиндров 12 и 13. -На каретке 4 установлен привод барабана и каретки в виде мотор-редукто ра 14, котосшй посредством.шестерни 15, находящейся одновременно в заце Ленин с зубчатыми колесами 16 и 17 через механизмы включения 18 и 19, созданные на основе электромагнитных муфт/ на которых сидят шестерни 20 и 21, может поочередно приводить во вращение зубчатый венец 3,а вместе с ним и барабан 2, либо приводить в движение каретку 4 через шестерню 21, зубчатое колесо 22, сидящее на одной оси в парой колес 5 каретки 4 Платформа 6 опирается на гидроци линдр 7 и поддерживае-гся в равновес при .перемещении по ней каретки 4 си темой рычагов 23. Профиль кантуется одновременно , двумя кантователями, устанавливаемы ми с двух сторон от правильного ста ка. В электрической и. гидравлическо схемах контователи подключаются параллельно. Кантователь профильного проката работает следующим обраэом. Подлежащий правке и кантовке профиль поступает в арабаи 2 по рольгангу, устанавливается подпежшцим правке местом между кулачками правильмого станка, эгикимается роликами 10 и ,11 включением гидроцилиндров 12 и 13. Чтобы пёрекаитоватб профиль, его необходимо приподнять кантователем ifAA рольгангом/ так как опорная плос кость рольгангов не позволяет производить кантовку поворотом вокруг продольной оси профиля без подъема над рольгангом. Для этого включают гидроцилиндр 7, и подъемная платформ б поднимает каретку 4 вместе с барабаном 2 и зажатым в нем профилем в крайнее верхнее положение. Когда платформа б приходит в крайнее верхнее положение гидроцилиндр 7 отключается по сигнсшу датчика. Отключение гидроцилиндров 7, 12 и 13 в верх нем и нижнем положениях, остановка барабана 2 при повороте его с профилем на заданный опврато1Х м угол, остановка каретки в крайних положениях осуществляются по сигналу датчнков (не являются элементами новизны и на чертежах не показаны). При остановке платформы б в верх нем крайнем положении включается мотор-редуктор 14 на поворот барабана в нужную сторону на 90 или 180 (угол задается оператором). При этом шестерня 5 вращает зубчатое колесо 16, на одной оси с которым через электромуфту механизма включения 19 свободно посажена шестерня 20. Шестерня 20 сопряжена с электромуфтой и при подаче напряжения на пульт управления кантователями и правильным станком напряжение поступает и на электромуфту. Электромуфта все время включена и, следовательно, шестерня 20 получает вращение от зубчатого колеса 16 и передает его на зубчатый венец 3. Зубчатый венец передает вращение на барабан 2 с зажатым профилем. Перекантовав профиль в нужное положение, мотор-редуктор 14 останавливается. В этот момент может возникнуть такое положение, что перекантованный профиль своей изогнутой частью выходит за пределы кулачков правильного станка, и если в таком положении опустить профиль, то он в р абочее пространство между неподвижными и подвижным кулачками станка не попадает , Необходимо сместить профиль в поперечном направлении, чтобы навести его аад пространством между кулачками. Осуществляется это смещением каретки 4 относительно платформа 6. Для этого включают мотор-редуктор 14, снимают напряжение с электромуфты механизма включения 19 и подают. напряжение на электромуфту механизма включения 18. Шестерня 15, сидящая на валу моторредуктора 14, вращает зубчатое колесо 17 и от него через электромуфту механизма включения 18. вращается шестерня 21. Шестерня 21 находится в зацеплении с зубчатым колесом 22, которое посажено жестко на оси пары колес 5 каретки 4. Врайается зубчатое колесо 22, вращаются колеса 5, катясь по направляющим , и каретка вместе с корпусом, барабаном и Зажатым профилем смещается вдоль платформы 6 (корпус с профилем смещается в поперечном направлении относительно собственной оси), наводя профиль над пространством между рабочими кулачками правильного станка. , Каретка останавливается отключением мотор-редуктора 14. При этом снимается напряжение с электромуфты механизма включения 18 и подается напряжение на электромуфту механизма включения.19. Когда снимается напряжение с электромуфты механизма включения 18, то зубчатое колесо 17 вращается при вргицении шестерни 15, но не приводит во вращение шестерню 21 , так как нет сцепления дисков электромуфты. Находящаяся постоянно под напряг жением электромуфта механизма включения 19 обеспечивает жесткое соединение шестерни 20 с осью зубчатого {колеса 16 и через шестерню 15 зубчатый 3 с барабаном 2 ээмкнут на мотор-редуктор 14,Это исключает .непроизвольный поворот бара бана под воздействием поофиля или других внешних воздействий. Поднятый над рольгангом, перекан тованный в барабане и наведенный над местом укладки между кулачками 1 правильного станка профиль платформ б опускается и укладывается на правильный станок. Если профиль перекантован на 90® и находится в положении на ребро то прижимные ро лики 10 и 11 разводят на небольшое расстояние, чтобы поддерживать профиль в положении на ребро при правке. Если профиль перекантован на 180, то после укладки его на пр вильный станок прнжимиые ролики 10 и 11 разводят на максимально возмож ное расстояние. После правки профиль отправляют рольгангом на дальнейшую обработку или подводят другим деформированным местом на правильный станок. В этом случае правка профиля производится ПС приведенной выше схеме. Формула -изобретенчх 1.Кантователь профильногр проката, включающий корпус на каретке с механизмами зажима, подъема, поворота и профильного перемещения, о т личаюцийся тем, -что, с целью повышения точности и надежности фиксации проката, ои снабжен размещенной над механизмом подъема платФормой с иаправляю(цим1, на кото1шх расположена с возможностыо перемещения каретка.. 2.Каитователь по п. 1, отличающийся тем, что механизм подъема выполнен в виде шарнирно связанных между собой рычагов. . Источники информации, принятые во внимание-при экспертизе 1.Авторское свидетельство СССР 273722, кл. В 65 G 7/00, В 65 G 47/24, 1971. 2.Авторское свидетельство СССР 449767, кл. В 21 В 39/30, 1972.


| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм шаговой подачи каретки копировально-фрезерного станка | 1976 |
|
SU616067A1 |
| Машина для термической резки с программным управлением | 1976 |
|
SU695774A1 |
| Автомат для насекания надфилей | 1979 |
|
SU772760A1 |
| Кантователь | 1979 |
|
SU891215A1 |
| Манипулятор с кантователем к обжимному стану | 1936 |
|
SU51053A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Стан для реверсивной прокатки | 1977 |
|
SU740313A1 |
| Устройство для послойной укладки изделий в пакет | 1988 |
|
SU1572954A1 |
| Устройство для сортировки лесоматериалов | 1984 |
|
SU1219174A1 |
| УСТАНОВКА ДЛЯ САДКИ СЫРЦЫ-КИРПИЧА НА ПЕЧНУЮ ВАГОНЕТКУ | 1992 |
|
RU2043192C1 |

/Sy/,
б
f
w
фм.1 А-А aaief ynf
Рольганг
ПроВильныи станок
POMtffffi
